
国際特許分類[B24B11/04]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 工作物の球面部分または球面を研削するために設計された機械または装置;そのための附属装置 (49) | 球体を研削するもの (43) | 研削砥石車を有するもの (30)
国際特許分類[B24B11/04]の下位に属する分類
前面,例.平面,溝付面,または傾斜面,を研削面とするもの (19)
周囲を研削面とするもの (3)
椀型砥石を有するもの (3)
国際特許分類[B24B11/04]に分類される特許
1 - 5 / 5
研磨装置及び球状部品の製造方法
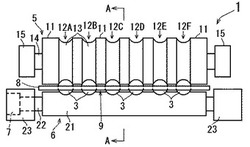
【課題】研磨精度の高い球状部品を高い研磨効率で研磨できる研磨装置及び球状部品の製造方法を提供すること。
【解決手段】砥粒が配置された円弧状内面13を有する転動溝12を外周面11に有するローラ状の砥石5と、この砥石5に対して間隙9をおいて並列に軸支されたバックアップローラ6と、砥石5及びバックアップローラ6の少なくとも一方をその軸線方向に前後進させる運動機構7と、間隙9の近傍に配置され、球状部品3を砥石5及びバックアップローラ6に押し止める押止部材8とを備えた研磨装置1、並びに、砥粒が配置された転動溝12内に配置された球状部品3に砥石5の回転方向の第1転動力及びこの回転方向と異なる方向の第2転動力を作用させて球状部品3を転動溝12で研磨する工程を有する球状部品の製造方法。
(もっと読む)
球体回転装置、球体回転方法及び球体回転装置を利用した応用機

【課題】 汎用性が大で簡単な構造で球体を満遍なく回転させることができるようにする。
【解決手段】 球体1を回転自在に受持する一対のローラ3,4と、この一対のローラ3,4をそれぞれ回転駆動するサーボモータ27,28と、前記両サーボモータ27,28を制御して前記球体1の1回転中に一対のローラ3,4の角速度を高低変化させながら一方のローラ3,4が高角速度のときに他方が低角速度となるように回転させる制御手段7とを備えている。また、前記制御手段7は、一対のローラ3,4を角速度高低変化させながら回転する途中に、球体1の少なくとも1回転における高角速度の時間長さを長短変更する回動制御機能43を有している。
(もっと読む)
研削装置及び研削方法
【課題】超半球凹面を簡易に形成するための研削装置及び研削方法を提供すること。
【解決手段】揺動機構57が研削砥石部10を開口OPよりも内側に配置された揺動中心PCのまわりに回転させるので、被研削物WPにおいて半球凹面以上に深い超半球凹面SSの加工が容易になる。つまり、研削砥石部10の揺動中心PCは、凹の球面の曲率中心に対応するので、これが開口OPよりも内側に配置されるということは、曲率中心が開口OPよりも内側にある超半球凹面SSを研削加工できることを意味する。
(もっと読む)
球体加工装置
【課題】ガラスやセラミックスなどのワークを安定的かつ高品質な球体に加工する。
【解決手段】球体加工装置10は、第1のモータ38と、第1のモータ38により回転駆動されてワーク33を載置する円板28と、円板28と同軸上に配置され該円板28とともに加工槽32を形成する円筒側壁30と、加工槽32に投入されたワーク33を衝突させてワーク33の移動方向を強制的に変更し、円筒側壁30との接触部位を変更させる方向変更部材34と、円板28と円筒側壁30との間に形成されて粉塵を排出する隙間空間31と、円板28及び円筒側壁30に付着されてワーク33を加工する砥粒とを備える。
(もっと読む)
レシプロ圧縮機の製造方法
【課題】従来のレシプロ圧縮機の製造方法では球面座の高精度化が困難なため、摺動面の潤滑油膜の形成が不安定となり、摺動部の信頼性が低い。本発明は、従来に比べて球面座の加工精度を向上させ、摺動面の信頼性が高い圧縮機を得る。
【解決手段】レシプロ圧縮機のピストン1とコネクティングロッドの球面座を概球体形状で回転方向に弾性を持たせた加工工具を回転押圧することにより、球面座の加工精度を向上させ、摺動面の信頼性が高い圧縮機を得る。
(もっと読む)
1 - 5 / 5
[ Back to top ]