
国際特許分類[B24B49/03]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 研削工具または工作物の送り運動を制御するための計測装置;指示または計測装置の構成,例.研削開始を指示するもの (1,315) | 連続的または間欠的に測定される工作物の実寸法および必要寸法に応じて制御するもの (321) | 前に研削された工作物の最終寸法に応じて制御するもの (25)
国際特許分類[B24B49/03]に分類される特許
1 - 10 / 25
取代の評価方法及びウェーハの製造方法
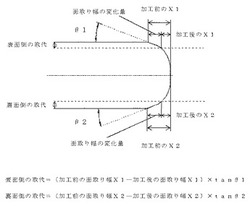
【課題】ウェーハの表裏両面を同時に加工して所定量除去する加工プロセスにおいて、製品となるウェーハを用いて表裏両面の取代をそれぞれ別々に短時間で簡便に評価でき、それによって表裏取代がそれぞれ調整されたウェーハの製造を可能にする取代の評価方法を提供することを目的とする。
【解決手段】外周が面取りされたウェーハの表裏両面を加工して所定量除去する加工プロセスにおいて、加工後の前記ウェーハの取代を評価する取代の評価方法であって、加工前後の前記ウェーハの表裏面それぞれの面取り幅の変化量に基づいて前記ウェーハの表裏面それぞれの取代を算出して評価することを特徴とする取代の評価方法。
(もっと読む)
研削装置における内径形状加工制御方法及び研削装置

【課題】簡易な構成で、種々の内径形状の加工を可能とする。
【解決手段】
砥石24〜26を回転自在に設ける一方、砥石24〜26の軸線方向に対して直交する方向に往復動可能に第1のスライド部101を設けると共に、第1のスライド部101の往復動方向に対して直交する方向に往復動可能に第2のスライド部102を第1のスライド部101上に設け、第2のスライド部102上にワークを取り付け、第2のスライド部102に砥石24〜26の軸線方向における往復動を与えると同時に、第1のスライド部101には、ワークに内径一定の貫通孔の形成の際に必要な前記砥石の軸線方向に対して直交する方向における移動に、先の貫通孔の形状を所望の形状とするに必要な移動を重畳して与えて、ワークに対する内径形状加工を可能としてなるものである。
(もっと読む)
切削ブレードの消耗量管理方法
【課題】 切削ブレードが常に切削加工し続けることが可能な切削装置における切削ブレードの消耗量管理方法を提供することである。
【解決手段】 第1及び第2チャックテーブルを備えた切削装置における切削ブレードの消耗量管理方法であって、第1チャックテーブル上にウエーハを保持して切削する第1の切削工程と、第2チャックテーブル上にウエーハを保持して切削する第2の切削工程と、第2切削工程を実施している際の時間を利用して、第1チャックテーブルを深さ検出手段の直下に位置付け、深さ検出手段によってウエーハに形成された切削溝の深さを検出し、検出された溝深さから切削ブレードの消耗量を算出する消耗量算出工程と、切削ブレードの消耗量に基づいて切削ブレードの高さ方向の原点位置を補正する位置補正工程とを含んでいる。
(もっと読む)
半導体装置の製造方法及び製造システム
【課題】研磨後膜厚のばらつきを小さく抑えることが可能な半導体装置の製造方法を提供する。
【解決手段】半導体装置の製造方法では、研磨装置状態の変化による研磨レートの変化を研磨処理時の設備パラメータからモデル式を用いて予測し、被研磨膜の研磨時間を算出する。この際には、被研磨膜の研磨前膜厚を各ウェーハ毎に把握し、この膜厚差による研磨レートの変化分を補正して研磨時間を算出する。
(もっと読む)
船舶プロペラの水中保守設備
【課題】
就航中の船舶のプロペラをドックに入れて研摩するのではなく、係留している状態の船舶を、水中で海洋性付着物の着床を遅らせる効果がある粗度までプロペラを研摩する技術とプロペラの保守管理に必要なプロペラ表面の粗度を計測する技術が求められていた。
【解決手段】
水中でプロペラの表面の粗度を計測する水中粗度計と、研磨精度をRa1μm以下まで研磨できる水中プロペラ研磨機と、発生した剥離物を、水面にある剥離物貯留装置に回収できる剥離物回収装置を備える船舶プロペラの水中補修設備を発明した。
(もっと読む)
切削装置の稼動開始時切削方法
【課題】 生産性を向上することが可能な切削装置の稼動時切削方法を提供することである。
【解決手段】 切削装置の稼動開始時切削方法であって、チャックテーブルに切削すべき被加工物を保持し、撮像手段で被加工物を撮像して切削すべき分割予定ラインを検出する分割予定ライン検出工程と、該分割予定ライン検出工程で検出された位置に切削ブレードを位置付けて被加工物を切削する切削工程と、チャックテーブルに保持された被加工物を撮像手段に位置付けて切削ブレードで切削された切削溝を検出し、分割予定ラインの中心と切削溝とのずれ量を計測するずれ量計測工程と、該ずれ量計測工程で計測されたずれ量を補正して切削ブレードを次に切削すべき分割予定ラインに割り出し送りするずれ量補正割り出し送り工程と、を具備したことを特徴とする。
(もっと読む)
加工方法および加工装置
【課題】カーフチェックから次の溝加工予定ラインの加工に移行する時間を短くして効率的に溝加工する。
【解決手段】第1の溝9Aを形成した後、撮像手段71によって第1の溝9Aを撮像する。この後、判定手段73が撮像データを画像処理して第1の溝9Aの状態の良否を判定するが、その判定結果を待たずして、次に溝加工を施す第2の分割予定ライン2Bの加工開始点を切削ブレード53に位置付ける。そして、判定結果が良であった場合、分割予定ライン2Bに切削ブレード53を切り込ませて加工送りし、第2の溝9Bを形成する。溝の状態の判定と、次の溝加工の開始準備を並行させて効率化を図る。
(もっと読む)
研削盤を用いたワークの研削方法
【課題】研削盤の稼働開始から一定時間も含めた研削盤の研削精度を高めるため、熱変位の影響を避けることのできる研削盤を用いたワークの研削方法を提供する。
【解決手段】開始サイクルは、熱変位補正値を合格基準研削位置に加えて開始サイクルの目標研削位置とし、次回サイクル以降は、測定研削位置がA評価範囲にあれば合格基準研削位置と前記測定研削位置との差分を前回サイクルの目標研削位置から差し引いて次回サイクルの目標研削位置とし、測定研削位置がB評価範囲にあればA基準研削位置と前記測定研削位置との差分を前回サイクルの目標研削位置から差し引いて次回サイクルの目標研削位置とし、そして測定研削位置がC評価範囲にあればB基準研削位置と前記測定研削位置との差分を前回の目標研削位置から差し引いて次回サイクルの目標研削位置とし、前記測定研削位置が合格評価範囲にあればワークの研削を終了する。
(もっと読む)
ポストプロセス定寸制御装置
【課題】研削時の研削盤の状態に応じて定寸制御の寸法測定間隔を切替えて制御できるポストプロセス定寸制御装置を提供する。
【解決手段】研削箇所の寸法を寸法測定装置18により測定し、研削箇所の計算上の寸法と前記寸法測定装置により測定された寸法との差に応じた位置補正量だけ砥石台19の原点位置の補正を行う原点位置補正手段と、該原点位置補正手段により砥石台19の原点位置の補正が行われてから次に原点位置の補正が行われるまでの寸法測定間隔の間に研削される工作物の個数を設定する寸法測定間隔設定手段とを有するポストプロセス定寸制御装置にして、寸法測定間隔設定手段は、今回の寸法測定間隔における最後の工作物についての原点位置補正手段による位置補正量を、今回の寸法測定間隔における工作物の個数で除した1個当りの位置補正量に基づいて次回の寸法測定間隔における工作物の個数を設定する。
(もっと読む)
基板加工機の運転制御方法
【課題】ガラス基板の切断辺を整形加工する面取機その他の基板加工機であって、基板加工ラインや液晶パネル製造ラインなどに組込まれて連続加工を行う基板加工機の運転制御方法に関し、ラインが停滞した後の自動再起動後に基板の加工精度が低下して不良品が発生するのを防止する。
【解決手段】ラインの停滞などにより自動停止したとき、その停止時間を計時し、自動停止後の運転の自動再開の際に、計時された時間が許容停止時間を超えているかどうか判定し、計測された時間が許容停止時間を超えていないときはそのまま運転を開始し、許容停止時間を超えているときには、所定時間ないし所定回数の暖気運転を行い、更に制御器に登録されている加工寸法の指令値に対する新たな補正値を登録したあと運転を再開する。
(もっと読む)
1 - 10 / 25
[ Back to top ]