
国際特許分類[B24B9/06]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 工作物の端部または斜面を研削またはバリ除去のために設計された機械または装置;そのための附属装置 (944) | 研削されるべき物体の材質の特性に関する特別な設計により特徴づけられるもの (390) | 非金属無機材料,例.石,セラミック,磁器,の研削 (357)
国際特許分類[B24B9/06]の下位に属する分類
国際特許分類[B24B9/06]に分類される特許
1 - 7 / 7
シリコンシードとその加工方法および加工装置
【課題】多結晶シリコンロッドの製造に用いるシリコンシード等の棒状芯材について、立設部分の芯材の断面を多角形に加工して通電状態および原料ガスの炉内での流れを良好にしたシリコンシードとその加工方法および加工装置を提供する。
【解決手段】多結晶シリコンの製造に用いられ、炉内に逆U字形に立設されるシリコンシードの製造方法であって、シリコンシードを形成する棒状芯材の外径に対応する溝幅の多角形の溝を外周面に有す回転砥石を用い、断面が角形の棒状芯材の側面に該回転砥石の多角形の溝を押し当てて長手方向に移動させて研削することによって該芯材を多角形断面に加工し、基端部および上端部を除く立設部分の断面が多角形であって、該基端部と該上端部および連結部分の断面が角形であるシリコンシードを製造する方法、およびシリコンシード。
(もっと読む)
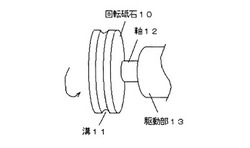
希土類焼結磁石の加工装置

【課題】希土類焼結磁石の加工装置で、連続加工時、希土類磁石が食い込むことで搬送路に凹部が発生し、搬送路の摺動性が悪くなった。
【解決手段】
回転砥石と、希土類磁石を連続して搬送する搬送路を有する希土類焼結磁石の加工装置において、少なくとも搬送路の回転砥石直下の部位が超硬合金からなる基材の上にCrN(窒化クロム)、DLC(ダイヤモンドライクカーボン)の順に層を有することを特徴とする希土類焼結磁石の加工装置とする。
(もっと読む)
分割碍管の端面切削方法および分割碍管の端面切削用の総型砥石
【課題】加工時間を短縮でき、技能者でなくとも接合端面の加工精度を高くすることができる分割碍管の端面切削方法および分割碍管の端面切削用の総型砥石を目的とする。
【解決手段】分割碍管10を内径チャックによりクランプしてその軸線の回りに回転させ、回転する分割碍管10の上側端面を、その回転方向と直交する方向に回転するV字凸状の総型砥石1により切削加工して、上側端面の全周に断面V字状の凹部を形成する。同様に分割碍管10の下側端面をV字凹状の総型砥石1により切削加工して、下側端面の全周に断面V字状の凸部を形成する。総型砥石1は、多数の砥石片を周方向の側縁延長線が相互に重なり合うように外周面に千鳥状に配設した外径の異なる複数枚の金属円板を積層して一体化したものである。
(もっと読む)
硬脆材料の研削方法、光ファイバアレイの製造方法、及び硬脆材料の加工装置
【課題】加工能率を低下させることなく且つ脆性破壊を発生させることなく硬脆材料を自由曲面形状に研削する硬脆材料の研削方法及び加工装置、そして、硬脆材料の研削方法を利用して光ファイバアレイの先端にレンズ部を一体成形する光ファイバアレイの製造方法を提供する。
【解決手段】対象とする硬脆材料20の研削面に脆性破壊を発生させることなく研削可能な延性モード加工条件を満足するように、硬脆材料20に対して加工工具10を相対的に自由曲面形状に沿って移動させる送り速度(v)を、硬脆材料における加工個所の曲面に応じて連続的に算出し、加工個所の曲面に応じて加工工具を相対的に移動させる送り速度(v)を連続的に変化させながら、脆性破壊を発生させることなく硬脆材料を自由曲面形状に研削する。
(もっと読む)
面取り装置、面取り方法および焼結磁石
【課題】砥石の寿命を延ばすことができかつ焼結磁石の面取り面に短い研磨目を形成できる、面取り装置および面取り方法を提供する。
【解決手段】面取り装置10は、焼結磁石100を保持する保持ユニット12、および円柱状に形成される砥石48を回転させる砥石ユニット14を含む。保持ユニット12は、焼結磁石100の回転軸S1が砥石48の回転軸S2に対して90°傾きかつ焼結磁石100の回転軸S1が砥石48の回転軸S2に交わらないように焼結磁石100を保持する。面取り装置10では、外周面48aの周速度が外周縁102の周速度よりも大きくなるように焼結磁石100と砥石48とをそれぞれ回転させつつ焼結磁石100を矢印A方向および矢印B方向に移動させる。面取り装置10によって面取りされた焼結磁石100aの面取り面104には、略放射状に延びる短い研磨目が形成される。
(もっと読む)
突起欠陥補修装置
【課題】新品のテープカセットを装着してから研磨テープが終了するまで、研磨テープに作用するテンション力が所定の値に維持され、研磨不良の発生が有効に防止された突起欠陥補修装置を実現する。
【解決手段】研磨テープを収納する収納リール(8)と連結するテンションモータ(10)は、供給される駆動電流に応じて回転トルクを発生するDCモータで構成する。制御回路(30)は、研磨テープの走行速度を検出する第2のエンコーダ(19)からの出力に基づいてテープの走行速度を所定の速度に維持すると共に、テンションモータ(10)の回転速度を検出する第1のエンコーダ(14)からの出力に基づき研磨テープに作用するテンションが一定になるようにテンションモータの駆動電流を制御する。この結果、研磨テープの使用開始時から終了するまで良好な研磨性能が維持される。また、研磨終了後所定のテープ長だけ巻き戻してから次の突起欠陥を研磨するので、テープを空送りしても、研磨テープが無駄に消費される不具合が解消される。
(もっと読む)
研削装置及び研削方法
【課題】 1つの被加工物に対して複数の加工物に対応した輪郭加工を可能とし、生産性を飛躍的に向上することが可能な研削装置および研削方法を提供する。
【解決手段】 加工物5、6の両端部分の形状に対応して複数組の傾斜面1c〜1fが予め形成された被加工物1に対して輪郭加工用砥石により輪郭加工を行う。被加工物1の各傾斜面1c〜1fを搬送レールの傾斜面で支持した状態で搬送しながら研削砥石により被加工物1に対して複数加工物分の輪郭加工を一括して行い、各加工物に分離するに際し、少なくとも最も外側に位置する加工物の隣接する加工物側傾斜面に対応する傾斜面1d、1eの下端部を滑り止め機構によって支持しながら輪郭加工を行う。
(もっと読む)
1 - 7 / 7
[ Back to top ]