
国際特許分類[B29C55/24]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 延伸による成形,例.ダイを通して引き抜くもの;そのための装置 (2,429) | 管状体の (28) | 半径方向の延伸 (4)
国際特許分類[B29C55/24]に分類される特許
1 - 4 / 4
スリット入り収縮チューブ、ワイヤハーネス、および、スリット入り収縮チューブの製造方法
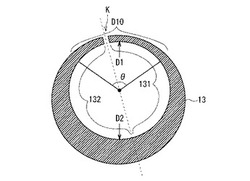
【課題】先通しでなくとも使用できる収縮チューブであって、良好な被覆性能を有するものを提供する。
【解決手段】成形材料を押し出し成形してチューブを成形し、得られたチューブを加熱した上で拡張させる。ここで、チューブを加熱する際にチューブの周方向に沿った加熱温度を偏らせて相対的に高温で加熱される高温加熱領域を形成することにより、拡張されたチューブにおいてチューブの長手方向の全体にわたって延在する薄肉部を形成する。そして、拡張されたチューブの薄肉部に、チューブの長手方向の全体にわたって延在するスリットを形成して、スリット入り収縮チューブ13を得る。
(もっと読む)
熱収縮チューブの製造方法および製造装置

【課題】膨張したチューブの外周面に部材を接触させなくても、安定した品質の熱収縮チューブを得ることができる熱収縮チューブの製造方法および製造装置を提供する。
【解決手段】制御装置100は、チューブ101の送り路に沿って移動可能に、かつ送り路を挟んで開閉可能に設けられた一対のピンチローラ105と、チューブ101の一端からチューブ内にエアを供給するエア通気孔104と、ピンチローラ105よりもエア通気孔104側に配置され、送り路を挟んで開閉可能に設けられた一対のピンチローラ106と、ピンチローラ105を閉じピンチローラ106を開いた状態でチューブ内にエアを供給してからピンチローラ106を閉じ、ピンチローラ105とピンチローラ106との距離を変更することでチューブの膨張を調整する制御部112とを備える。
(もっと読む)
熱収縮性チューブの製造方法およびその製造装置
【課題】薄肉の軟質チューブの表面汚れを低減しチューブの引き伸ばし不良を解消すると共に自動機で芯材の挿入を容易にする熱収縮性チューブを提供する。
【解決手段】樹脂材料が少なくとも部分的に架橋されたチューブを、前記樹脂材料の融点以上の温度に加熱する加熱工程と、前記チューブが所定内径の60〜90%まで拡張されたときに前記チューブを予冷却して、所定内径にまで拡張する拡張工程と、拡張された前記チューブを冷却する冷却工程とを含む熱収縮性チューブの製造方法。
(もっと読む)
筒状ゴムユニット拡径保持材及び常温収縮筒状ゴムユニット
【課題】逆引きタイプの剛性筒体に用いても、剛性筒体を解体する時の拡径保持材の引抜き力を適切に管理できる筒状ゴムユニット拡径保持材を提供する。
【解決手段】断面略矩形の紐状部2の一方の側面に外周側噛み合い片3Gを形成し、他方の側面に内周側噛み合い片3Nを形成してなる筒状ゴムユニット拡径保持材1において、内周側噛み合い片3Nの一部に変形容易な易変形部30を設ける。この拡径保持材1で逆引きタイプの剛性筒体を形成すると、拡径保持材1を引き抜いて剛性筒体を解体するときに、内周側噛み合い片3Nが内側へ容易に倒れ、外周側噛み合い片3Gが外れやすくなるので、拡径保持材1の引抜き力が弱くて済む。
(もっと読む)
1 - 4 / 4
[ Back to top ]