
国際特許分類[B29K91/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | ワックスを成形材料として使用 (7)
国際特許分類[B29K91/00]に分類される特許
1 - 7 / 7
異形押出成形用樹脂組成物及び異形押出樹脂成形品
【課題】強度、耐衝撃性、耐熱性、耐傷付き性、表面外観及び形状性に優れた異形押出樹脂成形品を与え得る異形押出成形用樹脂組成物を提供する。
【解決手段】以下の(1)に定義するゴム強化芳香族ビニル系樹脂(A)、以下の(2)に定義する超高分子量芳香族ビニル系樹脂(B)の所定比率から成る芳香族ビニル系樹脂成分に対し、滑剤(C)及び無機フィラー(D)を所定の割合で含む。
(1)ゴム質重合体の存在下に芳香族ビニル化合物をグラフト重合して成るグラフト重合体(a1)、及び、所望により、芳香族ビニル化合物を重合して成る重合体(a2)から成り(但し、(a2)の割合は(a1)と(a2)の合計量に対して90質量%以下である)、アセトン可溶分の重量平均分子量が100万以下である樹脂。
(2)芳香族ビニル化合物を含む単量体成分を重合して成り、アセトン可溶分の重量平均分子量が200万以上である樹脂。
(もっと読む)
ポリマー組成物およびそれから作製されたプラスチック管
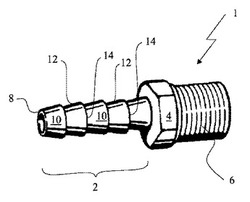
本発明は、ポリマー組成物であって、ポリマー組成物の総重量に対し、コポリエステルエラストマーを少なくとも50重量%と、グリース、油、および/またはワックス成分を少なくとも0.7重量%とを含むポリマー組成物に関する。本発明はまた、前記ポリマー組成物からなる外表面層を少なくとも備えるプラスチック管ならびに前記プラスチック管を含む延伸されたプラスチック管および前記プラスチック管の末端部分に挿入されたホース継手を備える自動車用ブレーキ系統にも関する。 (もっと読む)
射出成形による成形体の製造方法
【課題】ポリエチレンの射出成形において、樹脂の焼き焦げを防止し、かつ、射出後の冷却時間を短縮することができるポリエチレンの射出成形方法を提供すること。
【解決手段】密度が940〜980(kg/m3)の範囲にあり、MIが0.01〜100g/10分の範囲であるポリエチレンと、密度が890〜980(kg/m3)の範囲にあり、数平均分子量(Mn)が500〜3,000の範囲にあり、かつ下記式(I)で表される関係を満たすポリエチレンワックスとを含む混合物を、射出成形することにより成形体を製造する方法である。B≦0.0075×K ・・・(I)(Bは、上記ポリエチレンワックス中のポリエチレン換算の分子量が20,000以上となる成分の含有割合(重量%)であり、Kは上記ポリエチレンワックスの140℃における溶融粘度(mPa・s)である。)
(もっと読む)
射出成形による成形体の製造方法
【課題】ポリプロピレンの射出成形において、樹脂の焼き焦げを防止し、かつ、射出後の冷却時間を短縮することができるポリプロピレンの射出成形方法を提供すること。
【解決手段】射出成形方法は、ポリプロピレンと、密度が890〜980(kg/m3)の範囲にあり、数平均分子量(Mn)が500〜4,000の範囲にあり、かつ下記式(I)で表される関係を満たすポリエチレンワックスとを含む混合物を、射出成形することにより成形体を製造する方法である。B≦0.0075×K ・・・(I)Bは、上記ポリエチレンワックス中のポリエチレン換算の分子量が20,000以上となる成分の含有割合(重量%)であり、Kは上記ポリエチレンワックスの140℃における溶融粘度(mPa・s)である。
(もっと読む)
射出成形による成形体の製造方法
【課題】樹脂の焼き焦げを防止し、かつ、射出後の冷却時間の短縮ができるポリエチレンの射出成形方法を提供する。
【解決手段】射出成形方法は、密度が900(kg/m3)以上940(kg/m3)未満の範囲にあり、MIが0.01〜100g/10分のポリエチレンと、密度が890〜980(kg/m3)の範囲にあり、ゲルパーミエーションクロマトグラフィー(GPC)で測定したポリエチレン換算の数平均分子量(Mn)が500〜4,000の範囲にあり、かつ下記式(I)の関係を満たすポリエチレンワックスとを含む混合物を、射出成形することにより成形体を製造する方法である。B≦0.0075×K ・・・(I)(式(I)中、Bは、GPCで測定した場合の、ポリエチレンワックス中のポリエチレン換算の分子量が20,000以上となる成分の含有割合(重量%)であり、Kはポリエチレンワックスの140℃における溶融粘度(mPa・s)である。)
(もっと読む)
ロストワックス鋳造法におけるワックス注入用ゴム型およびワックス注入用ゴム型給排装置

【課題】ゴム型の注入口をワックス充填装置のノズルに対して所定の位置に配置させるための構成を簡略化できるワックス注入用ゴム型およびワックス注入用ゴム型給排装置を提供すること。
【解決手段】ゴム型2を載置するテーブル3を備えたワックス注入用ゴム型給排装置1において、中心軸A1の後端面22から先端面21に向かって互いに接近する傾斜面23A,23Bを設けたゴム型2を使用するとともに、テーブル3には、各傾斜面23A,23Bとそれぞれ当接するガイド面33A,33Bを形成した。従って、傾斜面23A,23Bがガイド面33A,33Bに当接するようにゴム型2を押し込むだけで、ゴム型2の注入口25とワックス充填装置のノズルとの水平方向の位置決めを容易に行うことができ、機器構成の簡略化、省スペース化を図ることができ、位置の調整作業を容易化することができる。
(もっと読む)
射出成形体の製造方法
【課題】熱可塑性樹脂の射出成形において、樹脂の焼き焦げを防止し、かつ、射出後の冷却時間を短縮することができる熱可塑性樹脂の射出成形方法を提供すること。
【解決手段】本発明の射出成形体の製造方法は、熱可塑性樹脂とポリオレフィンワックスとを含む混合物を、該混合物が前記ポリオレフィンワックスを含まない場合の成形温度より5℃以上低い成形温度で射出成形することを特徴とする。
(もっと読む)
1 - 7 / 7
[ Back to top ]