
国際特許分類[B62D21/11]の内容
処理操作;運輸 (1,245,546) | 鉄道以外の路面車両 (62,921) | 自動車;付随車 (46,083) | 下部構造,すなわち.車両ボデーを取り付ける車台フレーム (1,496) | 懸架のための弾性装置を有するもの (31)
国際特許分類[B62D21/11]に分類される特許
31 - 31 / 31
車両構成部品特に車台フレームの製造方法
本発明は、車両構成部品の製造方法、特に、サスペンションストラット取り付け要素(44)を具備する車台フレーム(1)の製造方法に関する。本発明の目標は、フレーム(1)の安定性を改善しかつフレーム(1)の限られた数の構成部品しか必要としないという条件において、きわめて複雑な構造形態を、比較的簡易な方法で提供することにある。平行に延びており、かつ水平面内において互いに距離を置いて配置される縦長筒形の縦部材の中空形材(2、3、39、40)が、この縦部材の各端部において、筒形の横部材の中空形材(4、41)によって、取り外し不可能なように相互に連結される。後車軸、差動歯車装置及び横方向リンクを装着するためのクロスバー(5)と、縦方向に距離を置いて設けられるクロスバー(15)であって、端部の2つの横部材の中空形材(4,41)の間において歯車機構を保持するためのクロスバー(15)とが、縦部材の中空形材(2、3、39、40)に取り付けられ、その断面の寸法及び形状は、内部高圧成形法によって拡張的に成形される。フレーム(1)の取り付け要素(6、7、24、42)が、流体による内部高圧力を縦部材の中空形材(2、3、39、40)から側方に外側に向けて作用させて2次的な形状要素を形体化することによって形成され、それに続いて、この2次的形状要素が垂直に穿孔加工される。又、縦方向のトレーリングリンクに関連する支承の取り付け要素(19、43)も、2次的形状要素として、縦部材の中空形材(2、3、39、40)から側方に外側に向けて流体による内部高圧力によって形成され、それに続いてそれに穿孔加工が施される。 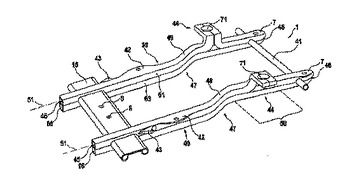 (もっと読む)
(もっと読む)
31 - 31 / 31
[ Back to top ]