
国際特許分類[B65H51/16]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 薄板状または線条材料,例.シート,ウェブ,ケーブル,の取扱い (43,151) | 線条材料の前進 (117) | 液体または気体の流れによって材料を取扱う装置,例.空気噴流装置 (6)
国際特許分類[B65H51/16]に分類される特許
1 - 6 / 6
繊維の搬送装置及び方法
繊維の搬送装置及び搬送方法を開示する。本発明によれば、複数のインライン流量増幅器(6,7,8,9)を用いて、繊維(1)を導管(2)を通して搬送する。このようにして、走行ラインに沿って捲縮材料を引っ張るだけの従来の輸送メカニズムと比べてバルク特性の変化がかなり少ない急勾配に沿って、捲縮材料を輸送できる。 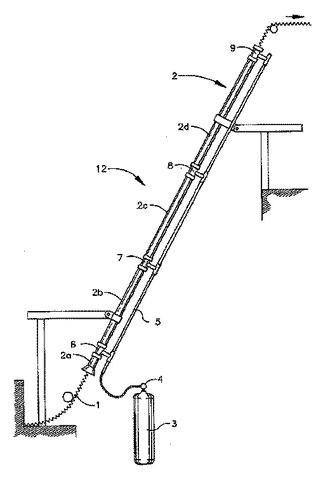 (もっと読む)
(もっと読む)
芯糸供給装置及びそれを備えたコアヤーン製造装置

【課題】芯糸パッケージからの芯糸の解舒をスムーズに行うと共に、ドラフト装置の繊維配列が乱れないようにする。
【解決手段】
芯糸Dを芯糸パッケージから解舒しドラフト装置の所定位置へ供給するための芯糸供給装置7において、圧縮空気によって芯糸Dを解舒し下流へ送る圧縮空気噴射部71と、この送られた芯糸Dを所定部へ導く芯糸導出部73とを備えており、圧縮空気噴射部71と芯糸導出部73との間に、ドラフト装置の繊維配列を乱さないように圧縮空気噴射部71からの圧縮空気の一部を外方へ排出する排出空間部72を設けた。
(もっと読む)
糸状弾性部材の搬送装置及び搬送方法

【課題】搬送過程におけて糸状弾性部材が受けるダメージを軽減できる糸状弾性部材の搬送装置及びその関連技術を提供する。
【解決手段】この装置では、使い捨て吸収性物品の製造ラインにおいて、糸状弾性部材15等を管体42を用いて搬送する。管体42は、糸状弾性部材15等を巻回した巻回物41と、それをシート材46に貼着する貼着部43との間における各糸状弾性部材15等の搬送経路に沿って個別に配設されている。そして、糸状弾性部材15等は、管体42に通され、管体42の内部空洞61内に形成される空気流によって搬送される。
(もっと読む)
糸挿入具
【課題】糸挿通管路を有する通糸体の該糸挿通管路に糸を繰り返し挿入することが容易で、径が細くても容易に糸を挿通することができる糸挿入具を提供すること。
【解決手段】気流で、糸挿通管路6を有する通糸体(糸挿通型)Mの糸挿通管路6に、糸Tを挿入するのに用いられる糸挿入具であって、糸Tを挿通する貫通した糸導入管路21を有し、糸導入管路21の糸挿通管路6側の一端開口部22には、糸切断具31が設けられ、糸導入管路21の他端開口部23の近傍には、糸把持具41が設けられており、糸導入管路21の一端開口部22と、糸挿通管路6における糸導入管路21側の一端開口部6Aとは密接可能であり、糸導入管路21と糸挿通管路6とは連通可能である。
(もっと読む)
自動ワインダ
【課題】 本発明は、紡績糸の毛羽伏せ機能を安定して発揮することのできる毛羽伏せ装置を有する自動ワインダを提供することにある。
【解決手段】 紡績糸Yを通過させる糸通路7を有し、該糸通路7内への気体噴射による旋回流によって前記紡績糸Yに撚を施すノズル手段2を備えた毛羽伏せ装置1を有する自動ワインダXであって、前記ノズル手段2に給糸される前記紡績糸Yのテンションを略一定となるように制御するテンション制御手段を設ける。
(もっと読む)
ピーシング方法及びピーシング装置
【目的】 継目の強度及び外観が良好なピーシングを安定的に行うことができるピーシング方法を提供する。
【構成】 紡績済の糸を把持して糸継ぎ位置に誘導させた後、紡績を開始して供給された繊維束と紡績済の糸とを糸継ぎ位置で繋ぎ合わせるピーシング方法において、紡績済の糸を把持して誘導する前に該糸を予め弛ませておく。
(もっと読む)
1 - 6 / 6
[ Back to top ]