
国際特許分類[C03B33/10]の内容
化学;冶金 (1,075,549) | ガラス;鉱物またはスラグウール (20,277) | ガラス、鉱物またはスラグウールの製造または成形;または、ガラス、鉱物またはスラグウールの製造または成形における補助プロセス (8,207) | 冷えたガラスの切断 (1,450) | ガラス切断具,例.刻線工具 (74)
国際特許分類[C03B33/10]の下位に属する分類
手工具 (9)
国際特許分類[C03B33/10]に分類される特許
1 - 10 / 65
スクライビングホイールの製造方法
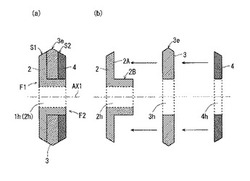
【課題】安価に製造可能でかつ長寿命化が図られたスクライビングホイールを提供する。
【解決手段】超硬合金からなり、平板部と、その一方主面から突出する複数の突出部とを有し、各突出部から平板部の他方主面へと貫通する複数の第1の貫通孔が設けられてなる第1の母材を用意し、それぞれが中央部に第2の貫通孔を備える複数のダイヤモンド板を、各突出部を第2の貫通孔に挿通する態様にて第1の母材の接合材が塗布された箇所に積層配置し、超硬合金からなり、第1の母材における突出部と同じ間隔にて配置されてなる複数の第3の貫通孔を備える第2の母材を、各突出部を第3の貫通孔に挿通する態様にてダイヤモンド板の上に積層配置し、得られた積層体を加熱した後、単位積層体に分断し、それぞれの単位積層体の外周部分を研削することにより、単結晶刃先を有しピンの挿入孔が超硬合金によって形成されたスクライビングホイールを得る。
(もっと読む)
スクライビングホイール

【課題】安価に製造可能でかつ長寿命化が図られたスクライビングホイールを提供する。
【解決手段】スクライビングホイールが、超硬合金からなり、円板状の平板部とその一方主面から突出する突出部とを有し、かつ、突出部から平板部の他方主面へと貫通し、スクライビングホイールを回転自在に保持するピンを挿入する挿入孔が設けられた基部と、単結晶ダイヤモンドからなり、円板状をなすとともに外周部分が断面視三角形状の刃先をなしている刃先部と、超硬合金からなり、円板状をなすキャップ部と、を備え、突出部が刃先部とキャップ部のそれぞれに設けられた貫通孔に挿通されてなるとともに、刃先部が平板部とキャップ部とに挟み込まれた状態で、刃先が平板部およびキャップ部の外周部分よりも突出してなるようにする。
(もっと読む)
スクライビングホイール及びその製造方法
【課題】円板状ホイールの円周に沿ってV字形の刃先を形成したスクライビングホイールにおいて、スクライブし分断した脆性材料基板の端面強度を向上させること。
【解決手段】スクライビングホイールの円周に刃先をV字状に形成し、刃先を粗研磨によって研磨面13とし、次に先端部分を研磨面13の頂角α1より大きな所望の頂角α2となるよう仕上げ研磨により研磨面16を形成する。更に研磨面16を超仕上げ研磨し、研磨面17を形成する。こうすれば刃先の稜線の凹凸を少なくすることができ、スクライブしたときの脆性材料基板の端面強度を向上させることができる。
(もっと読む)
焼結ダイヤモンド製スクライビングホイール及びその製造方法
【課題】高温状態の脆性材料基板のスクライブに有用な焼結ダイヤモンド製スクライビングホイール及びその製造方法を提供する
【解決手段】ダイヤモンド微粒子と、コバルトを主成分とする鉄系金属からなる結合材と、超微粒子炭化物と、を含み、ディスク状ホイールの円周部に沿った全周にわたりV字型の刃が形成されている焼結ダイヤモンド製スクライビングホイール10であって、刃の結合材の濃度は、加工により低くされている。刃の結合材の濃度を低くするには、焼結ダイヤモンド製スクライビングホイール10をフッ化水素酸と硝酸との混合溶液中に浸漬し、結合材の一部を溶解させればよい。
(もっと読む)
スクライビングホイール
【課題】刃先と脆性基板との間のグリップ性が良好であり、スクライブした脆性基板の端面強度を向上させることができるスクライビングホイールを提供する。
【解決手段】本発明のスクライビングホイール10は、ディスク状ホイールの円周部に沿ってV字形の刃の稜線部が連続する刃先12aとなるように形成され、かつ、V字形の刃の傾斜面12に刃先12aから所定距離離間した位置から切欠凹部13が形成され、V字形の刃の先端部分に薄肉部12bと厚肉部12cが交互に形成され、切欠凹部13は、刃先12aの角度をθ1、切欠凹部13を形成する面の刃先側部分と刃の傾斜面12との間の角度をθ2としたとき、180°>θ2>180°−(θ1)/2となるように形成されている。
(もっと読む)
ホイールユニット
【課題】カッターホイールの回転によりカッターピンが共回りすることがあっても、カッターピンが抜け難い構成のホイールユニットを提供する。
【解決手段】一端に切り欠き部によって形成された一対の脚部を有するホルダー11と、一対の脚部間に取り付けられたカッターピン17と、カッターピン17に回動自在に取り付けられたカッターホイール16と、を備えるホイールユニット10Bであって、カッターピン17は、一対の脚部の一方に形成された貫通孔15と他方に形成されたピン受け部31との間に挿入され、カッターピン17の貫通孔15側の端部には当て板19が当接され、当て板19は貫通孔15の外部側の壁を複数箇所においてカシメることによって形成された爪部30Bで固定されている。
(もっと読む)
スクライビングホイール、その製造方法及びスクライブ方法
【課題】スクライビングホイールを長寿命化すると共に、スクライブ後に脆性材料基板を分断したときの基板の端面強度を強くすること。
【解決手段】円板の周囲の側面の中央部分を最大径とするスクライビングホイール基材を用い、その側面にCVD法によってダイヤモンド膜を形成する。そして側面の中央部分を研磨し、稜線からなる円を含む面がスクライビングホイールの中心軸と垂直となるようにする。これによって稜線部分の荒さを細かくすることができる。このスクライビングホイールを用いて脆性材料基板をスクライブし分断したときに、分断された基材の端面精度が増し、端面強度を向上させることができる。又スクライビングを進めても稜線部分の摩耗が少なく、スクライビングホイールを長寿命化することができる。
(もっと読む)
スクライビングホイールおよびスクライブ装置
【課題】脆性材料基板に良好なスクライブラインを形成することができるスクライビングホイール、および、このスクライビングホイールを有するスクライブ装置を提供する。
【解決手段】スクライビングホイール160は、ダイヤモンド含有物により成形されており、脆性材料基板4に対して移動させられることによって、脆性材料基板4上にスクライブラインを形成するツールである。スクライビングホイール160の刃162は、回転軸160bを中心とした同心円状の内周および外周により形成される円環状体であり、正面視V字状とされている。刃先162aは、刃162の最外周部(すなわち、刃162のうち、回転軸160bからの距離が最大となり、刃162の厚さTbが最小となる部分)に沿って設けられている。刃先162aは、主として、複数の斜面165(165a、165b)と、角丸面167と、を有している。
(もっと読む)
ダイヤモンドポイントおよびスクライブ装置
【課題】脆性材料基板に良好なスクライブラインを形成することができるダイヤモンドポイント、および、このダイヤモンドポイントを有するスクライブ装置を提供する。
【解決手段】ダイヤモンドポイントは、脆性材料基板4に対して移動させられることによって、脆性材料基板4にスクライブラインを形成するツール(工具)である。ダイヤモンドポイントの刃部61は、四角錐台形状を有しており、主として、先端面64と、複数(本実施の形態では4つ)の斜面65(65a〜65d)と、複数の角丸面67(67a〜67d)と、を有している。また、刃部61の各稜線66は、2つの隣接する斜面65の間に形成された直線部68と、この隣接する斜面65のそれぞれと接続する角丸面67上に位置しており、直線部68および先端面64を接続する曲線部69と、を有している。
(もっと読む)
脆性材料基板の内周加工方法
【課題】内側輪郭線の内側の中心領域を切り抜く内周加工を行う際に、中心領域を確実に分離でき、しかも分離面に欠けが発生しないようにする内周加工方法を提供する。
【解決手段】(a)スクライビングホイールの刃先稜線に、スクライビングホイールの軸心方向に対して傾斜させた溝を周期的に形成した傾斜溝付きスクライビングホイールを用いて、脆性材料基板Gの第一面上に内周となる内側輪郭線のスクライブラインC1を形成するスクライブ工程と、(b)内側輪郭線C1よりも内側の中心領域G0と非接触にするための孔49を設けたプレート42で基板Gを支持するとともに、中心領域G0に与圧Wを与える与圧工程と、(c)与圧Wが与えられた状態で、中心領域G0を冷却して収縮させて、中心領域G0を分離する中抜き工程とを行う。
(もっと読む)
1 - 10 / 65
[ Back to top ]