
国際特許分類[D01H1/26]の内容
繊維;紙 (81,477) | 天然または人造の糸または繊維;紡績 (11,659) | 紡績またはねん糸 (1,344) | 糸が連続的に巻き取られる紡績またはねん糸機械 (302) | 細部 (110) | 駆動または停止装置 (47) | ねん糸装置に対するもの,例.スピンドル (25) | 2段以上の速度をもつもの;変速装置をもつもの (2)
国際特許分類[D01H1/26]に分類される特許
1 - 2 / 2
リング紡績機において飾り糸を製造するための方法及び装置
本発明は質量変化および/または撚数変化を伴うリング紡績機において、飾り糸を製造する際に、製造量の算出を軽減するという課題を有している。本発明は、ドラフトの変化と、給糸と糸撚りの間の割合の変化のための制御信号を、アルゴリズムが入力されているコンピュータ(1)を使用して伝達するすることを提案する。アルゴリズムを用いて、コンピュータは後続して設けられた制御装置(5,15)に制御信号を送り。この制御信号を介して、厚い部分間のウェブの領域内の繊度が、生じる厚い部分に対応して低下することにより、質量変化に関して設定された繊度は維持される。制御装置(5,15)は、ドラフト装置ローラ(9,13)の駆動機構(8,12)と、スピンドル(19)の駆動機構(17)とを回転変化させるように設計されている。さらにコンピュータ(1)のアルゴリズムは、質量が様々な糸部分内の繊度に依存した糸の撚数を、糸のアルファ値が一定に維持されるようにして変化させるように設計されている。 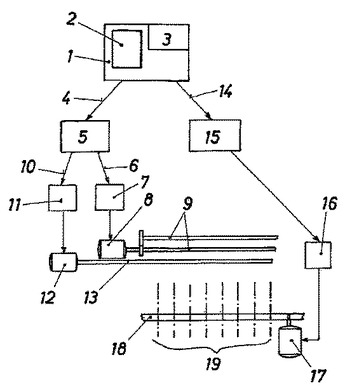 (もっと読む)
(もっと読む)
紡機のスピンドル変速制御方法及びスピンドル変速制御装置

【課題】 糸切れが多発する場合に、簡単な操作で機台全体の糸切れ発生を少なくして生産性を向上させる紡機のスピンドル変速制御方法を提供する。
【解決手段】 機台の運転開始から満管停止までの各錘毎の糸切れ回数が積算される。糸切れ回数は、機台の運転開始から満管停止までのスピンドル駆動制御が異なる区間毎に積算され、各区間毎の積算値が予め設定された許容値と比較される。そして、許容値を超えた区間について、次回の運転時に予め設定した分スピンドル回転速度が低下されて運転される。「スピンドル駆動制御が異なる区間」とは、スピンドルの回転速度あるいは加速度が異なる区間、即ち異なる定速又は加速状態が異なる区間をいう。
(もっと読む)
1 - 2 / 2
[ Back to top ]