
国際特許分類[D21H23/70]の内容
繊維;紙 (81,477) | 製紙;セルロースの製造 (11,593) | パルプ組成物;サブクラスD21C,D21Dに包含されないその製造;紙の含浸またはコーティング;クラスB31またはサブクラスD21Gに包含されない完成紙の処理;他に分類されない紙 (9,105) | パルプまたは紙へ材料を添加するための方法または装置 (321) | 物質を添加する手段に特徴があるもの (319) | 形成された紙への添加 (236) | 多段階工程;1つまたはいくつかの物質を各部分でまたは種々の方法で紙に付加するための装置で,このメイングループ内の他のグループに包含されないもの (3)
国際特許分類[D21H23/70]の下位に属する分類
一連の複数工程のみ
一つの技術から他の技術へ転換が可能な装置
国際特許分類[D21H23/70]に分類される特許
1 - 3 / 3
組成物で材料を処理する装置及び方法
組成物で対象材料を処理する装置及び方法は、シラン含有材料及び炭化水素溶剤の組成物で対象材料を処理して、処理された材料を形成する材料処理セクションと、処理された材料が約7〜約8の範囲のpHを有するように処理された材料を中和する中和セクションとを備える。  (もっと読む)
(もっと読む)
塗工紙の製造方法

【課題】ロールコータ塗工設備とロールコータ塗工設備とは塗工方式が異なる2基の別方式塗工設備を用いながら、平坦化処理における品質の安定性を向上させること。搬送ラインが長くなることによる搬送ラインの汚れ、及び 汚れや水分率が高い状態で用紙を搬送せざるを得ないことによる断紙トラブルを防止し、生産効率を向上させ、さらに、塗工方式が異なる塗工設備を組合せ、選択可能に配置することにより、断紙時における通紙作業性を改善する。
【解決手段】抄紙から塗工、平坦化処理、を一貫して行う塗工紙の製造方法において、塗工設備が、ロールコータ塗工設備とロールコータ塗工設備とは塗工方式が異なる第1及び第2の2基の別方式塗工設備との組合せからなり、前記ロールコータ塗工設備を前記2基の別方式塗工設備の間に設けた塗工設備により塗工紙を製造する方法。
(もっと読む)
紙又は板紙ウェブの表面サイジング用の方法及び装置
本発明は、紙又は板紙の表面サイジング方法及び装置に関する。本発明による方法では、表面サイズされるべきウェブ(W)の少なくとも一方の面にでんぷん溶液のような表面サイズが塗工装置(1)により塗工され、当該ウェブの片面当たり一以上の段階で表面サイジングが実行される。表面サイズの塗布に関連して、ウェブを負圧及び/又は過剰圧力に晒すことにより、圧力作用をウェブに対して付与することで、該圧力作用により、表面サイズをウェブの孔内へとウェブ内を浸透させる。最も好ましくは、ウェブの孔に、ウェブの表面に塗工された表面サイズを内側の層の孔内へとウェブの表面から吸引する負圧が生成される。この場合、表面サイズは、ウェブの第1面(W1)に塗工され、吸引作用は、ウェブの反対側、即ち第2面(W2)に付与されることで、ウェブを通って空気が流れるようにして、表面サイズが、第1面から第2面に向かう方向でウェブ内を移動するようにする。同様の態様で、ウェブの両面を一以上の連続した段階で処理できる。 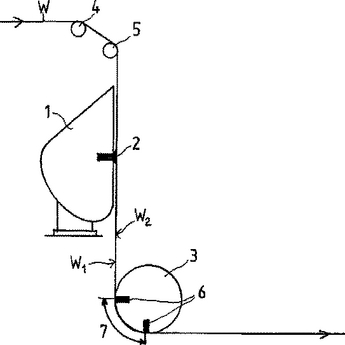 (もっと読む)
(もっと読む)
1 - 3 / 3
[ Back to top ]