
国際特許分類[F16J9/26]の内容
機械工学;照明;加熱;武器;爆破 (654,968) | 機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段 (198,328) | ピストン;シリンダ;圧力容器一般;密封装置 (9,346) | ピストンリング,そのための座;類似の構造のリング密封装置一般 (630) | 特殊な材料の使用によって特徴づけられたもの (223)
国際特許分類[F16J9/26]の下位に属する分類
非金属材料 (25)
国際特許分類[F16J9/26]に分類される特許
191 - 198 / 198
内燃機関用のキーストンリングのための耐磨耗性の側面を製作する方法
本発明は、まずベース材料としての長方形の横断面を有する鋼帯材から、内側の周面および外側の周面ならびに上側の側面および下側の側面を有する長方形リングを成形する、内燃機関用のキーストンリングのための耐磨耗性のリング側面を製作する方法に関する。エンジン運転中のリング側面損傷の発生は大幅に、リング側面を平行研削し、外側の周面をその所定の輪郭に研削し、内側の周面をブラッシングし;上下のリング側面(3a,4a)をキーストンリングの成形のために、ピストンリングがその外側の周面の領域になお平行な側面(3b,4b)を積重面として有しているように研削し;ピストンリング表面をガス窒化プロセス(GNS)により窒化物層の形成のために完全に窒化し;窒化されたピストンリングに研削およびラッピングにより、ピストンリングの窒化された側面の加工なしに輪郭付与し;複数のピストンリングをその平行な側面を介して軸方向の予圧下で1つのセットに積重し、ピストンリングの外側の周面に磨耗層をPVD法によりコーティングし;側面の窒化層を、積重をばらした状態で、窒化層の全層厚さの最大で4分の1が除去されるように研削するという製作ステップにより特徴付けられている方法により阻止されるはずである。  (もっと読む)
(もっと読む)
ピストンリング
接触面および上側と下側の側面を少なくとも含み、この接触面は、いわゆる高速酸素燃料溶射法(HVOF)にしたがって形成された被覆層を有し、この被覆層の表面粗さがRk<0.10μmである、ピストンリング。  (もっと読む)
(もっと読む)
ピストンリングおよびその製造方法
摺動面異形断面を備える摺動面と、上側および下側の側面とを含み、摺動面の部分領域が除去可能な被覆部を備えるように、少なくとも摺動面が蒸着層を備えており、したがって蒸着層が生成されて被覆部が除去された後に、摺動面と少なくとも一方の側面との間で実質的に鋭利な摺動エッジが生じるようになっているピストンリング。  (もっと読む)
(もっと読む)
ピストンリング装着装置及び方法
ピストンリング(R)を水平方向に切り出して所定位置に位置決めすると共に,切り出し後において所定量だけ鉛直下向きに駆動された後に待機位置に戻るように駆動される切り出し機構(110)、切り出されたピストンリングを案内する案内路を有すると共に切り出し方向に垂直な一方向において近接及び離隔するように駆動されかつ中央領域にピストンを挿入する挿入孔を画定し得るリング保持機構(120):ピストンリングを拡径させると共にリング保持機構の案内路に対して出没自在に駆動されかつピストンリングの拡径状態を解除する際に案内路の一部を画定する位置に後退駆動されるリング拡径機構(130)、ピストンを所定位置に保持するピストン保持部材(140)等を備えたピストンリ
ング装着装置及び方法である。これにより、ピストンリングを確実に装着できる。  (もっと読む)
(もっと読む)
3ピース組合せオイルリング
軸方向上下一対のサイドレール222と、その間に組み合わされ、サイドレール222の内周側から押圧しサイドレール222に張力を発生させるスペーサエキスパンダ224とを含む3ピースから構成される3ピース組合せオイルリングである。少なくともサイドレール内周面と接触するオーステナイト系ステンレス製スペーサエキスパンダ耳部に、470℃以上の温度でガス窒化処理を施して、厚さ10〜60μmであり、かつ、Cu−KαX線回折において2θ=40°及び2θ=46°にピークを持つ相を含むガス窒化層を形成し、且つ/又は、スペーサエキスパンダ(7)の少なくともサイドレール側面と対向する表面又は少なくともサイドレール(5,6)のスペーサエキスパンダ(7)と対向する表面に樹脂皮膜(31)を被覆する。  (もっと読む)
(もっと読む)
複合摺動部材とその製造方法
【課題】 耐摩耗性と固体潤滑性と油吸着性に優れた複合摺動部材を得る。
【解決手段】 金属粒子または金属間化合物粒子を母相19とする複合材料において、金属粒子の体積率が摺動面13から内部に向けて変化する。金属粒子の体積率が摺動面近傍では小さく内部へ向かつて増加する。摺動面13には耐摩耗性と固体潤滑性と油吸着性が金属粒子よりも優れた特性を有する相が分散する。
(もっと読む)
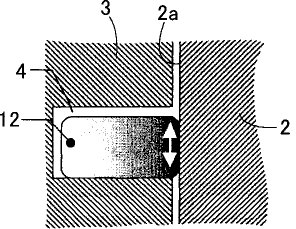
ピストンリング

【目的】 溶射ピストンリングにあって、リング外周表面への溶射後の加工を不要とすることでコスト低減を図り、試運転や馴らし運転時の耐スカッフィング性を向上させたピストンリングを提供する。
【構成】 溶射による被膜層をリング本体の外周に設けたピストンリングにおいて、リング本体11の外周表面粗さをRz6.5μm以下で形成し、この表面に厚さ5μm〜50μmの被膜層12、15が設けられている。被膜層15として軸線方向へ波形状に形成することも可能である。被膜層12、15の厚さを5μm以下の極薄にすると、シリンダ壁面との馴染性が好適となる前に被膜層が磨滅する。また、50μm以上に厚くすると、被膜層12、15の溶射表面の粗さが粗大化し、シリンダライナー面に傷などの痕跡を着ける。
(もっと読む)
ピストンリング及びその製造方法
191 - 198 / 198
[ Back to top ]