
インダクターの製造方法

【課題】キャスタブルを完全に乾燥させることができるインダクターの製造方法を提供すること。
【解決手段】ブッシュの形状を有するダミーブッシュ20の外面及びケーシング14の内面に隙間確保材21を取り付け、ダミーブッシュ20と溶融金属湯道の形状を有する中子22とをケーシング14内の所定位置に配置して鋳型を形成し、この鋳型内に流動状態のキャスタブル11を鋳込み、キャスタブルが自然乾燥後、そのキャスタブルからダミーブッシュ20及び中子22を取り外すとともにキャスタブルをケーシング14から抜き出し、この抜き出したキャスタブルを300〜500℃で強制乾燥させ、その後、ブッシュをキャスタブルに装着するとともにキャスタブルをケーシング内に装着する。
【解決手段】ブッシュの形状を有するダミーブッシュ20の外面及びケーシング14の内面に隙間確保材21を取り付け、ダミーブッシュ20と溶融金属湯道の形状を有する中子22とをケーシング14内の所定位置に配置して鋳型を形成し、この鋳型内に流動状態のキャスタブル11を鋳込み、キャスタブルが自然乾燥後、そのキャスタブルからダミーブッシュ20及び中子22を取り外すとともにキャスタブルをケーシング14から抜き出し、この抜き出したキャスタブルを300〜500℃で強制乾燥させ、その後、ブッシュをキャスタブルに装着するとともにキャスタブルをケーシング内に装着する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溶融金属めっき槽の側部に設けられ、誘導加熱コイル部で溶融金属を加熱し溶融金属めっき槽内の溶融金属を加熱するインダクターの製造方法に関する。
【背景技術】
【0002】
鋼板に溶融金属めっきを行う溶融金属めっき槽には槽内の溶融金属を加熱するために、溶融金属めっき槽と連通する溶融金属湯道を備え溶融金属湯道に流入した溶融金属を誘導加熱コイル部で加熱するインダクターが設けられている。
【0003】
従来、インダクターを製造する場合、インダクターのケーシングを外枠、誘導加熱コイル部を保護するブッシュを内枠とし、溶融金属湯道の形状を有する中子を所定位置に配置して鋳型を構成し、鋳型内に、水を加えて混練した流動状態のキャスタブルを流し込んで充填し、自然乾燥及び強制乾燥させた後に冷却して中子を脱型している(例えば特許文献1)。
【0004】
ここで、誘導加熱コイル部の一部を収容し保護するブッシュは、通電遮断を目的に、ステンレス製の円筒部の一部にエボナイト材、マイカーシートなどの非導電材が接着され構成されている。前述のように、インダクターはキャスタブルの鋳込・自然乾燥の後、強制乾燥されるが、200℃を超えて加熱すると前記の接着が外れ前記非導電材としての作用がなくなり、この状態で誘導加熱すると溶融金属が加熱されず、ブッシュが加熱されるようになりインダクターとしての機能を発揮しない。このことから、従来の製造方法において強制乾燥の温度は200℃が上限であった(特許文献1でも200℃が上限である。)。
【0005】
しかし、200℃での強制乾燥によるキャスタブルの状態は、その内部に水分が残存した、いわゆる半生の乾燥状態である。インダクターはこの状態でめっき槽に取り付けられ、操業により当該インダクターは、急激に450℃程度の高温に昇温すると、キャスタブルはその内部に水分が存在しているため膨張し、亀裂が発生することがある。
【0006】
また、インダクターは、通常、操業時のインダクターの破損の交換・予備品として、長期に保管される場合がある。この場合、前述のような半生の乾燥状態のインダクターでは、長期の保管により吸湿・変質し、実際の操業に使用不可となる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2009−13457号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明が解決しようとする課題は、キャスタブルを完全に乾燥させることができるインダクターの製造方法を提供することにある。
【課題を解決するための手段】
【0009】
本発明は、溶融金属めっき槽の側部に設けられ、溶融金属めっき槽内と連通し周囲がキャスタブルで構成された溶融金属湯道とこの溶融金属湯道内の溶融金属を加熱する誘導加熱コイル部を備えたインダクターの製造方法であって、インダクターのケーシングの内側に配置され前記誘導加熱コイル部の一部を収容するブッシュの形状を有するダミーブッシュの外面及び前記ケーシングの内面に隙間確保材を取り付け、前記ダミーブッシュと前記溶融金属湯道の形状を有する中子とを前記ケーシング内の所定位置に配置して鋳型を形成する工程と、前記鋳型内に流動状態のキャスタブルを鋳込み、キャスタブルが自然乾燥後、そのキャスタブルからダミーブッシュ及び中子を取り外すとともに当該キャスタブルをケーシングから抜き出す工程と、前記抜き出したキャスタブルを300〜500℃で強制乾燥させる工程と、ブッシュの外面及び前記ケーシングの内面に耐熱性緩衝材を取り付け、この耐熱性緩衝材の層厚を収縮させるようにして、前記ブッシュを前記キャスタブルに装着するとともに前記キャスタブルをケーシング内に装着する工程とを含むことを特徴とする。
【0010】
このように本発明においては、自然乾燥後にケーシングから抜き出したキャスタブルにはブッシュが配置されておらず、またケーシングもないので、その後の強制乾燥において乾燥温度を300〜500℃と高くすることが可能であり、この高温の強制乾燥により、キャスタブルは、従来の半生の乾燥状態から、キャスタブルの内部に水分を含有しない完全な乾燥状態となる。このため、操業によりキャスタブルが450℃程度の高温となっても内部に水分を含有していないため膨張は少なく、キャスタブルに亀裂が発生することがない。また、インダクターの破損の交換・予備品として、長期に保管される場合においても吸湿・変質することがない。
【0011】
キャスタブルの強制乾燥の温度は300℃未満では、乾燥後のキャスタブルの内部に若干水分が残る。また、500℃を超えると加熱効果が飽和するためエネルギーロスとなる。よって、強制乾燥の適正温度は、300〜500℃である。
【0012】
なお、強制乾燥後、キャスタブルにはブッシュが装着され、操業に供されるが、その操業においてブッシュは水冷パイプにより冷却されて200℃以上に加熱されることはないため、操業に支障はない。
【0013】
本発明において隙間確保材は、自然乾燥後、キャスタブルからのダミーブッシュの取り外し、及びケーシングからのキャスタブルの抜き出しを容易にするために、両者間に隙間を確保するために使用する。そのため、隙間確保材は前記の隙間を確保できる程度の可縮性を有するものであればよい。具体的には、発泡スチロールやポリウレタンなどの発泡性プラスチックが好ましい。ダミーブッシュは一般に金属製とし、自然乾燥によるキャスタブルの収縮によりブッシュが強固に圧縮されるが、発泡性プラスチックは80℃程度に加熱することにより燃焼・焼失し、隙間が形成されるため容易に取り外すことが可能となる。
【0014】
隙間確保材は、キャスタブルからのダミーブッシュの取り外し、及びケーシングからのキャスタブルの抜き出し時あるいはその後に、除去あるいは焼失するが、その隙間確保材によって確保された隙間は、後工程で耐熱性緩衝材を配置するための空間として利用される。
【0015】
操業時、キャスタブルは誘導加熱コイル部より常時微振動を受ける。このとき、ケーシングとキャスタブルとの間に隙間があると、ケーシング内でキャスタブルが移動し、溶融金属めっき槽との間に隙間が生じた場合、溶融金属の漏れが発生する。同様に、インダクター内でブッシュが移動すると、そのブッシュの非導電効果がなくなり、通電・赤熱・溶損し、誘導加熱による溶融金属の加熱ができなくなるといった不具合が発生する。
【0016】
そこで、本発明では、ブッシュの外面及びケーシングの内面とキャスタブルとの間に耐熱性緩衝材を、その層厚を収縮させるようにして配置する。これによって耐熱性緩衝材による緩衝効果(バネ効果)が得られ、前述のような不具合が発生することを防止できる。
【0017】
耐熱緩衝材としては、常温〜高温(操業)時に緩衝効果(バネ効果)を発揮できるものであればよく、具体的には、結晶質セラミックファイバーが好ましい。
【0018】
本発明において、中子は発泡スチロールやポリウレタンなどの発泡性プラスチックで形成することができる。発泡性プラスチックは80℃程度に加熱することにより燃焼・焼失しするので、中子をキャスタブルから取り外す代わりに、加熱によって焼失させることができる。
【発明の効果】
【0019】
本発明によれば、インダクターの製造過程において、インダクターの本体となるキャスタブルを完全に乾燥させることができる。したがって、従来の半生の乾燥状態のキャスタブルで生じていた操業時の亀裂発生や、保管時の吸湿・変質の問題を解消できる。
【図面の簡単な説明】
【0020】
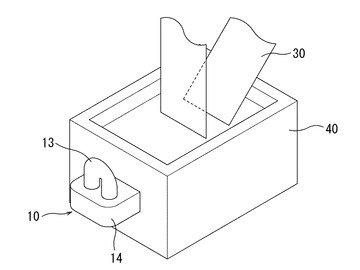
【図1】本発明の製造方法で製造するインダクターの説明図である。
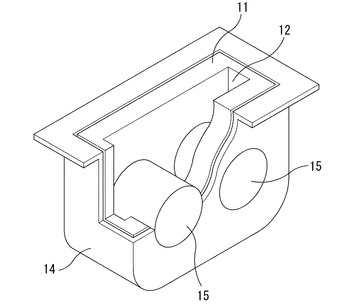
【図2】本発明の製造方法で製造するインダクターの説明図である。
【図3】本発明の製造方法において、ケーシングにダミーブッシュ及び中子を配置し、キャスタブルを鋳込む工程を示す説明図である。
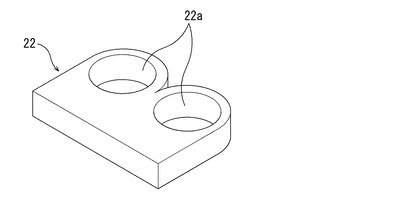
【図4】図3で使用した中子の形状を示す斜視図である。
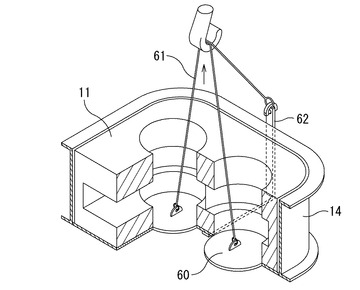
【図5】本発明の製造方法において、キャスタブルの自然乾燥後、そのキャスタブルからダミーブッシュ及び中子を取り出し、キャスタブルをケーシング抜き出す工程を示す説明図である。
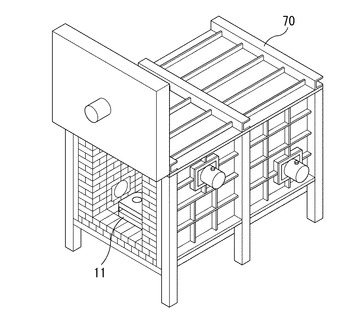
【図6】本発明の製造方法において、キャスタブルを強制乾燥する工程を示す説明図である。
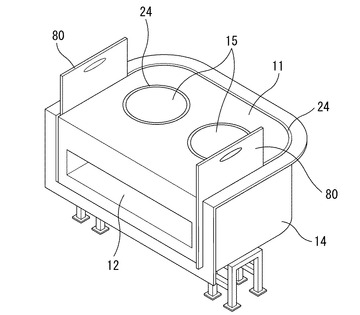
【図7】本発明の製造方法において、強制乾燥後のキャスタブルにブッシュを装着するとともに、そのキャスタブルをケーシングに装着する工程を示す説明図である。
【発明を実施するための形態】
【0021】
以下、図面を参照しつつ本発明の実施の形態を説明する。
【0022】
図1及び図2は、本発明の製造方法で製造するインダクターの説明図である。図1及び図2に示すように、インダクター10は、鋼板30の表面に溶融金属のめっき層を形成する溶融金属めっき槽40の側部に設けられ、溶融金属めっき槽40内と連通し周囲がキャスタブル11で構成された溶融金属湯道12と溶融金属湯道12内の溶融金属を加熱する誘導加熱コイル部13を備えている。この誘導加熱コイル部13の一部は、ケーシング14の内側に配置されたブッシュ15(図2参照)に収容されている。なお、図2において誘導加熱コイル部13は省略して示している。
【0023】
以下、このインダクター10の製造方法を説明する。まず、図3に示すように、前記のブッシュ15の形状を有するダミーブッシュ20の外面及びケーシング14の内面に発泡プラスチックからなる隙間確保材21を取り付けた上で、ダミーブッシュ20と前記の溶融金属湯道12の形状を有する中子22とをケーシング14内の所定位置に配置して鋳型を形成する。このとき、ケーシング14の、溶融金属めっき槽40(図1参照)の側部に装着される面には、蓋14aを取り付けて鋳型を形成する。なお、実施例では、ダミーブッシュ20は鋼で形成し、中子22は発泡プラスチックで形成している。また、図3中の符号23は、ブッシュ固定金物である。
【0024】
図4は、中子22の形状を示す。中子22には貫通孔22aが2箇所に設けたれており、この貫通孔22aに前記のダミーブッシュ20を挿入して、ケーシング14内に配置し、鋳型を形成する。
【0025】
このようにして形成した鋳型内に、水を添加して混練した流動状態のキャスタブル11を流し込み、図3に示すように例えば棒状バイブレータ50で振動をかけながら鋳型内に鋳込む。
【0026】
キャスタブル11が自然乾燥後、そのキャスタブル11からダミーブッシュ20及び中子22を取り外す。実施例では、図5に示すように、ケーシング14の蓋14a(図3参照)を取り外し、ダミーブッシュ20を図5において上方に引き抜いた後に、中子22を蓋14aを取り外した側から水平方向に引き抜く。
【0027】
その後、キャスタブル11をケーシング14から抜き出す。実施例では、ダミーブッシュ20を取り外した空隙を利用して専用吊り具60を装着し、この専用吊り具60にワイヤー61を接続して吊り上げることによりキャスタブル11をケーシング14から抜き出す。また、キャスタブル11がケーシング14から抜けた後に、キャスタブル11の姿勢が安定するように、キャスタブル11の外面を抱え込むバランス調整用金具62を併用してもよい。
【0028】
以上説明したキャスタブル11からのダミーブッシュ20及び中子22の取り出し、及びケーシング14からのキャスタブルの抜き出しの工程においては、前述のとおり、ダミーブッシュ20の外面には隙間確保材21(図3参照)を取り付けているので、その可縮性によりダミーブッシュ20は、キャスタブル11から容易に取り出すことができる。同様に、ケーシング14の内面に隙間確保材21を取り付けているので、その可縮性によりキャスタブル11は、ケーシング14から容易に引き抜くことができる。また、実施例のようにケーシング14の蓋14aを取り外し、ケーシング14とキャスタブルの隙間を広げるようにすると、キャスタブル11は、ケーシング14からより簡単に引き抜くことができる。
【0029】
なお、実施例では、キャスタブル11からダミーブッシュ20及び中子22の取り出した後に、そのキャスタブル11をケーシング14から抜き出すようにしたが、キャスタブル11をケーシング14から抜き出した後に、そのキャスタブル11からダミーブッシュ20及び中子22の取り出すようにしてもよい。また、中子22を発泡プラスチックで形成している場合、その中子22はキャスタブル11から取り外す代わりに、80℃程度の加熱によって焼失させることもできる。中子22を焼失させるための加熱は、キャスタブルの自然乾燥後、後述する強制乾燥を行うまでの間に行うことができるが、中子22は後述する強制乾燥のための加熱によって焼失させることもできる。
【0030】
また、隙間確保材21を発泡プラスチックで形成している場合、キャスタブル11の自然乾燥後、隙間確保材21を加熱により焼失させ、ダミーブッシュ20の取り出し、及びキャスタブル11の抜き出しを容易にすることもできる。
【0031】
ケーシング14から抜き出したキャスタブル11は、300〜500℃で強制乾燥させる。この強制乾燥には、図6に示すような乾燥炉70を使用することができる。すなわち、乾燥炉70内にキャスタブル11を入れ、300〜500℃に加熱して完全に乾燥させる。この強制乾燥時のキャスタブル11には、従来のようにブッシュが配置されておらず、またケーシングもないので、強制乾燥の温度を300〜500℃と高くすることが可能であり、この高温の強制乾燥により、キャスタブル11は、従来の半生の乾燥状態から、キャスタブルの内部に水分を含有しない完全な乾燥状態となる。
【0032】
キャスタブル11を強制乾燥させた後、そのキャスタブル11を図7に示すようにケーシング14内に装着する。このとき、ケーシング14の内面に耐熱性緩衝材24を取り付け、この耐熱性緩衝材24の層厚を収縮させるようにして、キャスタブル11をケーシング14内に装着する。
【0033】
実施例では、耐熱性緩衝材24として結晶質セラミックファイバーを使用し、その結晶質セラミックファイバーをスライド鉄板80で圧縮させるようにしている。例えば5mm厚の結晶質セラミックファイバーを4mmに圧縮すると、緩衝効果(バネ効果)を顕著に得ることができる。結晶質セラミックファイバーとしては、三菱樹脂(株)製のMLS−2がある。
【0034】
強制乾燥後のキャスタブル11には、ダミーブッシュが配置されていた位置にブッシュ15を装着する。このとき、ブッシュ15の外面に耐熱性緩衝材24を取り付け、この耐熱性緩衝材24の層厚を収縮させるようにして、ブッシュ15をキャスタブル11に装着する。このブッシュ15の装着は、キャスタブル11をケーシング14に装着する前に行っても、後で行ってもよい。なお、強制乾燥後のキャスタブル11には、図7に示すように、中子が配置されていた位置に溶融金属湯道12が形成されている。
【0035】
あとは、図1及び図2に示したように、ブッシュ15の部分に誘導加熱コイル部13を装着して溶融金属めっき槽40の側部に設置すれば、インダクターが完成する。
【符号の説明】
【0036】
10 インダクター
11 キャスタブル
12 溶融金属湯道
13 誘導加熱コイル部
14 ケーシング
15 ブッシュ
20 ダミーブッシュ
21 隙間確保材
22 中子
22a 貫通孔
23 ブッシュ固定金物
24 耐熱性緩衝材
30 鋼板
40 溶融金属めっき槽
50 棒状バイブレータ
60 専用吊り具
61 ワイヤー
62 バランス調整用金具
70 乾燥炉
80 スライド鉄板
【技術分野】
【0001】
本発明は、溶融金属めっき槽の側部に設けられ、誘導加熱コイル部で溶融金属を加熱し溶融金属めっき槽内の溶融金属を加熱するインダクターの製造方法に関する。
【背景技術】
【0002】
鋼板に溶融金属めっきを行う溶融金属めっき槽には槽内の溶融金属を加熱するために、溶融金属めっき槽と連通する溶融金属湯道を備え溶融金属湯道に流入した溶融金属を誘導加熱コイル部で加熱するインダクターが設けられている。
【0003】
従来、インダクターを製造する場合、インダクターのケーシングを外枠、誘導加熱コイル部を保護するブッシュを内枠とし、溶融金属湯道の形状を有する中子を所定位置に配置して鋳型を構成し、鋳型内に、水を加えて混練した流動状態のキャスタブルを流し込んで充填し、自然乾燥及び強制乾燥させた後に冷却して中子を脱型している(例えば特許文献1)。
【0004】
ここで、誘導加熱コイル部の一部を収容し保護するブッシュは、通電遮断を目的に、ステンレス製の円筒部の一部にエボナイト材、マイカーシートなどの非導電材が接着され構成されている。前述のように、インダクターはキャスタブルの鋳込・自然乾燥の後、強制乾燥されるが、200℃を超えて加熱すると前記の接着が外れ前記非導電材としての作用がなくなり、この状態で誘導加熱すると溶融金属が加熱されず、ブッシュが加熱されるようになりインダクターとしての機能を発揮しない。このことから、従来の製造方法において強制乾燥の温度は200℃が上限であった(特許文献1でも200℃が上限である。)。
【0005】
しかし、200℃での強制乾燥によるキャスタブルの状態は、その内部に水分が残存した、いわゆる半生の乾燥状態である。インダクターはこの状態でめっき槽に取り付けられ、操業により当該インダクターは、急激に450℃程度の高温に昇温すると、キャスタブルはその内部に水分が存在しているため膨張し、亀裂が発生することがある。
【0006】
また、インダクターは、通常、操業時のインダクターの破損の交換・予備品として、長期に保管される場合がある。この場合、前述のような半生の乾燥状態のインダクターでは、長期の保管により吸湿・変質し、実際の操業に使用不可となる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2009−13457号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明が解決しようとする課題は、キャスタブルを完全に乾燥させることができるインダクターの製造方法を提供することにある。
【課題を解決するための手段】
【0009】
本発明は、溶融金属めっき槽の側部に設けられ、溶融金属めっき槽内と連通し周囲がキャスタブルで構成された溶融金属湯道とこの溶融金属湯道内の溶融金属を加熱する誘導加熱コイル部を備えたインダクターの製造方法であって、インダクターのケーシングの内側に配置され前記誘導加熱コイル部の一部を収容するブッシュの形状を有するダミーブッシュの外面及び前記ケーシングの内面に隙間確保材を取り付け、前記ダミーブッシュと前記溶融金属湯道の形状を有する中子とを前記ケーシング内の所定位置に配置して鋳型を形成する工程と、前記鋳型内に流動状態のキャスタブルを鋳込み、キャスタブルが自然乾燥後、そのキャスタブルからダミーブッシュ及び中子を取り外すとともに当該キャスタブルをケーシングから抜き出す工程と、前記抜き出したキャスタブルを300〜500℃で強制乾燥させる工程と、ブッシュの外面及び前記ケーシングの内面に耐熱性緩衝材を取り付け、この耐熱性緩衝材の層厚を収縮させるようにして、前記ブッシュを前記キャスタブルに装着するとともに前記キャスタブルをケーシング内に装着する工程とを含むことを特徴とする。
【0010】
このように本発明においては、自然乾燥後にケーシングから抜き出したキャスタブルにはブッシュが配置されておらず、またケーシングもないので、その後の強制乾燥において乾燥温度を300〜500℃と高くすることが可能であり、この高温の強制乾燥により、キャスタブルは、従来の半生の乾燥状態から、キャスタブルの内部に水分を含有しない完全な乾燥状態となる。このため、操業によりキャスタブルが450℃程度の高温となっても内部に水分を含有していないため膨張は少なく、キャスタブルに亀裂が発生することがない。また、インダクターの破損の交換・予備品として、長期に保管される場合においても吸湿・変質することがない。
【0011】
キャスタブルの強制乾燥の温度は300℃未満では、乾燥後のキャスタブルの内部に若干水分が残る。また、500℃を超えると加熱効果が飽和するためエネルギーロスとなる。よって、強制乾燥の適正温度は、300〜500℃である。
【0012】
なお、強制乾燥後、キャスタブルにはブッシュが装着され、操業に供されるが、その操業においてブッシュは水冷パイプにより冷却されて200℃以上に加熱されることはないため、操業に支障はない。
【0013】
本発明において隙間確保材は、自然乾燥後、キャスタブルからのダミーブッシュの取り外し、及びケーシングからのキャスタブルの抜き出しを容易にするために、両者間に隙間を確保するために使用する。そのため、隙間確保材は前記の隙間を確保できる程度の可縮性を有するものであればよい。具体的には、発泡スチロールやポリウレタンなどの発泡性プラスチックが好ましい。ダミーブッシュは一般に金属製とし、自然乾燥によるキャスタブルの収縮によりブッシュが強固に圧縮されるが、発泡性プラスチックは80℃程度に加熱することにより燃焼・焼失し、隙間が形成されるため容易に取り外すことが可能となる。
【0014】
隙間確保材は、キャスタブルからのダミーブッシュの取り外し、及びケーシングからのキャスタブルの抜き出し時あるいはその後に、除去あるいは焼失するが、その隙間確保材によって確保された隙間は、後工程で耐熱性緩衝材を配置するための空間として利用される。
【0015】
操業時、キャスタブルは誘導加熱コイル部より常時微振動を受ける。このとき、ケーシングとキャスタブルとの間に隙間があると、ケーシング内でキャスタブルが移動し、溶融金属めっき槽との間に隙間が生じた場合、溶融金属の漏れが発生する。同様に、インダクター内でブッシュが移動すると、そのブッシュの非導電効果がなくなり、通電・赤熱・溶損し、誘導加熱による溶融金属の加熱ができなくなるといった不具合が発生する。
【0016】
そこで、本発明では、ブッシュの外面及びケーシングの内面とキャスタブルとの間に耐熱性緩衝材を、その層厚を収縮させるようにして配置する。これによって耐熱性緩衝材による緩衝効果(バネ効果)が得られ、前述のような不具合が発生することを防止できる。
【0017】
耐熱緩衝材としては、常温〜高温(操業)時に緩衝効果(バネ効果)を発揮できるものであればよく、具体的には、結晶質セラミックファイバーが好ましい。
【0018】
本発明において、中子は発泡スチロールやポリウレタンなどの発泡性プラスチックで形成することができる。発泡性プラスチックは80℃程度に加熱することにより燃焼・焼失しするので、中子をキャスタブルから取り外す代わりに、加熱によって焼失させることができる。
【発明の効果】
【0019】
本発明によれば、インダクターの製造過程において、インダクターの本体となるキャスタブルを完全に乾燥させることができる。したがって、従来の半生の乾燥状態のキャスタブルで生じていた操業時の亀裂発生や、保管時の吸湿・変質の問題を解消できる。
【図面の簡単な説明】
【0020】
【図1】本発明の製造方法で製造するインダクターの説明図である。
【図2】本発明の製造方法で製造するインダクターの説明図である。
【図3】本発明の製造方法において、ケーシングにダミーブッシュ及び中子を配置し、キャスタブルを鋳込む工程を示す説明図である。
【図4】図3で使用した中子の形状を示す斜視図である。
【図5】本発明の製造方法において、キャスタブルの自然乾燥後、そのキャスタブルからダミーブッシュ及び中子を取り出し、キャスタブルをケーシング抜き出す工程を示す説明図である。
【図6】本発明の製造方法において、キャスタブルを強制乾燥する工程を示す説明図である。
【図7】本発明の製造方法において、強制乾燥後のキャスタブルにブッシュを装着するとともに、そのキャスタブルをケーシングに装着する工程を示す説明図である。
【発明を実施するための形態】
【0021】
以下、図面を参照しつつ本発明の実施の形態を説明する。
【0022】
図1及び図2は、本発明の製造方法で製造するインダクターの説明図である。図1及び図2に示すように、インダクター10は、鋼板30の表面に溶融金属のめっき層を形成する溶融金属めっき槽40の側部に設けられ、溶融金属めっき槽40内と連通し周囲がキャスタブル11で構成された溶融金属湯道12と溶融金属湯道12内の溶融金属を加熱する誘導加熱コイル部13を備えている。この誘導加熱コイル部13の一部は、ケーシング14の内側に配置されたブッシュ15(図2参照)に収容されている。なお、図2において誘導加熱コイル部13は省略して示している。
【0023】
以下、このインダクター10の製造方法を説明する。まず、図3に示すように、前記のブッシュ15の形状を有するダミーブッシュ20の外面及びケーシング14の内面に発泡プラスチックからなる隙間確保材21を取り付けた上で、ダミーブッシュ20と前記の溶融金属湯道12の形状を有する中子22とをケーシング14内の所定位置に配置して鋳型を形成する。このとき、ケーシング14の、溶融金属めっき槽40(図1参照)の側部に装着される面には、蓋14aを取り付けて鋳型を形成する。なお、実施例では、ダミーブッシュ20は鋼で形成し、中子22は発泡プラスチックで形成している。また、図3中の符号23は、ブッシュ固定金物である。
【0024】
図4は、中子22の形状を示す。中子22には貫通孔22aが2箇所に設けたれており、この貫通孔22aに前記のダミーブッシュ20を挿入して、ケーシング14内に配置し、鋳型を形成する。
【0025】
このようにして形成した鋳型内に、水を添加して混練した流動状態のキャスタブル11を流し込み、図3に示すように例えば棒状バイブレータ50で振動をかけながら鋳型内に鋳込む。
【0026】
キャスタブル11が自然乾燥後、そのキャスタブル11からダミーブッシュ20及び中子22を取り外す。実施例では、図5に示すように、ケーシング14の蓋14a(図3参照)を取り外し、ダミーブッシュ20を図5において上方に引き抜いた後に、中子22を蓋14aを取り外した側から水平方向に引き抜く。
【0027】
その後、キャスタブル11をケーシング14から抜き出す。実施例では、ダミーブッシュ20を取り外した空隙を利用して専用吊り具60を装着し、この専用吊り具60にワイヤー61を接続して吊り上げることによりキャスタブル11をケーシング14から抜き出す。また、キャスタブル11がケーシング14から抜けた後に、キャスタブル11の姿勢が安定するように、キャスタブル11の外面を抱え込むバランス調整用金具62を併用してもよい。
【0028】
以上説明したキャスタブル11からのダミーブッシュ20及び中子22の取り出し、及びケーシング14からのキャスタブルの抜き出しの工程においては、前述のとおり、ダミーブッシュ20の外面には隙間確保材21(図3参照)を取り付けているので、その可縮性によりダミーブッシュ20は、キャスタブル11から容易に取り出すことができる。同様に、ケーシング14の内面に隙間確保材21を取り付けているので、その可縮性によりキャスタブル11は、ケーシング14から容易に引き抜くことができる。また、実施例のようにケーシング14の蓋14aを取り外し、ケーシング14とキャスタブルの隙間を広げるようにすると、キャスタブル11は、ケーシング14からより簡単に引き抜くことができる。
【0029】
なお、実施例では、キャスタブル11からダミーブッシュ20及び中子22の取り出した後に、そのキャスタブル11をケーシング14から抜き出すようにしたが、キャスタブル11をケーシング14から抜き出した後に、そのキャスタブル11からダミーブッシュ20及び中子22の取り出すようにしてもよい。また、中子22を発泡プラスチックで形成している場合、その中子22はキャスタブル11から取り外す代わりに、80℃程度の加熱によって焼失させることもできる。中子22を焼失させるための加熱は、キャスタブルの自然乾燥後、後述する強制乾燥を行うまでの間に行うことができるが、中子22は後述する強制乾燥のための加熱によって焼失させることもできる。
【0030】
また、隙間確保材21を発泡プラスチックで形成している場合、キャスタブル11の自然乾燥後、隙間確保材21を加熱により焼失させ、ダミーブッシュ20の取り出し、及びキャスタブル11の抜き出しを容易にすることもできる。
【0031】
ケーシング14から抜き出したキャスタブル11は、300〜500℃で強制乾燥させる。この強制乾燥には、図6に示すような乾燥炉70を使用することができる。すなわち、乾燥炉70内にキャスタブル11を入れ、300〜500℃に加熱して完全に乾燥させる。この強制乾燥時のキャスタブル11には、従来のようにブッシュが配置されておらず、またケーシングもないので、強制乾燥の温度を300〜500℃と高くすることが可能であり、この高温の強制乾燥により、キャスタブル11は、従来の半生の乾燥状態から、キャスタブルの内部に水分を含有しない完全な乾燥状態となる。
【0032】
キャスタブル11を強制乾燥させた後、そのキャスタブル11を図7に示すようにケーシング14内に装着する。このとき、ケーシング14の内面に耐熱性緩衝材24を取り付け、この耐熱性緩衝材24の層厚を収縮させるようにして、キャスタブル11をケーシング14内に装着する。
【0033】
実施例では、耐熱性緩衝材24として結晶質セラミックファイバーを使用し、その結晶質セラミックファイバーをスライド鉄板80で圧縮させるようにしている。例えば5mm厚の結晶質セラミックファイバーを4mmに圧縮すると、緩衝効果(バネ効果)を顕著に得ることができる。結晶質セラミックファイバーとしては、三菱樹脂(株)製のMLS−2がある。
【0034】
強制乾燥後のキャスタブル11には、ダミーブッシュが配置されていた位置にブッシュ15を装着する。このとき、ブッシュ15の外面に耐熱性緩衝材24を取り付け、この耐熱性緩衝材24の層厚を収縮させるようにして、ブッシュ15をキャスタブル11に装着する。このブッシュ15の装着は、キャスタブル11をケーシング14に装着する前に行っても、後で行ってもよい。なお、強制乾燥後のキャスタブル11には、図7に示すように、中子が配置されていた位置に溶融金属湯道12が形成されている。
【0035】
あとは、図1及び図2に示したように、ブッシュ15の部分に誘導加熱コイル部13を装着して溶融金属めっき槽40の側部に設置すれば、インダクターが完成する。
【符号の説明】
【0036】
10 インダクター
11 キャスタブル
12 溶融金属湯道
13 誘導加熱コイル部
14 ケーシング
15 ブッシュ
20 ダミーブッシュ
21 隙間確保材
22 中子
22a 貫通孔
23 ブッシュ固定金物
24 耐熱性緩衝材
30 鋼板
40 溶融金属めっき槽
50 棒状バイブレータ
60 専用吊り具
61 ワイヤー
62 バランス調整用金具
70 乾燥炉
80 スライド鉄板
【特許請求の範囲】
【請求項1】
溶融金属めっき槽の側部に設けられ、溶融金属めっき槽内と連通し周囲がキャスタブルで構成された溶融金属湯道とこの溶融金属湯道内の溶融金属を加熱する誘導加熱コイル部を備えたインダクターの製造方法であって、
インダクターのケーシングの内側に配置され前記誘導加熱コイル部の一部を収容するブッシュの形状を有するダミーブッシュの外面及び前記ケーシングの内面に隙間確保材を取り付け、前記ダミーブッシュと前記溶融金属湯道の形状を有する中子とを前記ケーシング内の所定位置に配置して鋳型を形成する工程と、
前記鋳型内に流動状態のキャスタブルを鋳込み、キャスタブルが自然乾燥後、そのキャスタブルからダミーブッシュ及び中子を取り外すとともに当該キャスタブルをケーシングから抜き出す工程と、
前記抜き出したキャスタブルを300〜500℃で強制乾燥させる工程と、
ブッシュの外面及び前記ケーシングの内面に耐熱性緩衝材を取り付け、この耐熱性緩衝材の層厚を収縮させるようにして、前記ブッシュを前記キャスタブルに装着するとともに前記キャスタブルをケーシング内に装着する工程とを含むインダクターの製造方法。
【請求項2】
前記隙間確保材が発泡性プラスチックからなる請求項1に記載のインダクターの製造方法。
【請求項3】
前記耐熱性緩衝材が結晶質セラミックファイバーからなる請求項1又は2に記載のインダクターの製造方法。
【請求項4】
前記中子が発泡性プラスチックからなり、前記中子をキャスタブルから取り外す代わりに、加熱によって焼失させる請求項1〜3のいずれかに記載のインダクターの製造方法。
【請求項1】
溶融金属めっき槽の側部に設けられ、溶融金属めっき槽内と連通し周囲がキャスタブルで構成された溶融金属湯道とこの溶融金属湯道内の溶融金属を加熱する誘導加熱コイル部を備えたインダクターの製造方法であって、
インダクターのケーシングの内側に配置され前記誘導加熱コイル部の一部を収容するブッシュの形状を有するダミーブッシュの外面及び前記ケーシングの内面に隙間確保材を取り付け、前記ダミーブッシュと前記溶融金属湯道の形状を有する中子とを前記ケーシング内の所定位置に配置して鋳型を形成する工程と、
前記鋳型内に流動状態のキャスタブルを鋳込み、キャスタブルが自然乾燥後、そのキャスタブルからダミーブッシュ及び中子を取り外すとともに当該キャスタブルをケーシングから抜き出す工程と、
前記抜き出したキャスタブルを300〜500℃で強制乾燥させる工程と、
ブッシュの外面及び前記ケーシングの内面に耐熱性緩衝材を取り付け、この耐熱性緩衝材の層厚を収縮させるようにして、前記ブッシュを前記キャスタブルに装着するとともに前記キャスタブルをケーシング内に装着する工程とを含むインダクターの製造方法。
【請求項2】
前記隙間確保材が発泡性プラスチックからなる請求項1に記載のインダクターの製造方法。
【請求項3】
前記耐熱性緩衝材が結晶質セラミックファイバーからなる請求項1又は2に記載のインダクターの製造方法。
【請求項4】
前記中子が発泡性プラスチックからなり、前記中子をキャスタブルから取り外す代わりに、加熱によって焼失させる請求項1〜3のいずれかに記載のインダクターの製造方法。
【図1】


【図2】
【図3】

【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2011−153354(P2011−153354A)
【公開日】平成23年8月11日(2011.8.11)
【国際特許分類】
【出願番号】特願2010−15951(P2010−15951)
【出願日】平成22年1月27日(2010.1.27)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【出願人】(306022513)新日鉄エンジニアリング株式会社 (897)
【Fターム(参考)】
【公開日】平成23年8月11日(2011.8.11)
【国際特許分類】
【出願日】平成22年1月27日(2010.1.27)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【出願人】(306022513)新日鉄エンジニアリング株式会社 (897)
【Fターム(参考)】
[ Back to top ]