
サイドサポート材およびその製造方法
【課題】フィンにろう付された場合に、フィンへのろう侵食が少なく、耐エロージョン性に優れたサイドサポート材およびその製造方法の提供。
【解決手段】本発明のサイドサポート材5は、Mn:1.0〜2.0質量%、Si:0.5〜1.5質量%、Cu:0.3〜1.2質量%、Mg:0.03〜0.3質量%、残部Alと不可避不純物からなる芯材の一方の面に、Si:3.0〜9.0質量%、残部Alと不可避不純物からなるろう材がクラッドされ、前記芯材の他方の面にMn:1.0〜2.0質量%、Si:0.3〜1.7質量%、Cu:0.03〜0.25質量%、残部Alと不可避不純物からなる拡散防止層がクラッドされてなることを特徴とする。
【解決手段】本発明のサイドサポート材5は、Mn:1.0〜2.0質量%、Si:0.5〜1.5質量%、Cu:0.3〜1.2質量%、Mg:0.03〜0.3質量%、残部Alと不可避不純物からなる芯材の一方の面に、Si:3.0〜9.0質量%、残部Alと不可避不純物からなるろう材がクラッドされ、前記芯材の他方の面にMn:1.0〜2.0質量%、Si:0.3〜1.7質量%、Cu:0.03〜0.25質量%、残部Alと不可避不純物からなる拡散防止層がクラッドされてなることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、サイドサポート材およびその製造方法に関する。
【背景技術】
【0002】
自動車用熱交換器にはアルミニウム合金のチューブやフィン、サイドサポートが用いられており、これらがろう付けにより組みつけられている。軽量化を目的にフィンやチューブの薄肉化が進んでおり、それに伴って熱交換器の耐圧強度確保のため、ろう付後の高強度化が必要となる。特にアルミニウム合金サイドサポート材は、熱交換器の耐圧強度に大きな影響を及ぼすことから、これまでにも高強度のサイドサポート材が提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2005−15857号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述の通り、軽量化を目的にフィンの薄肉化が進む傾向にあり、サイドサポート材などクラッドしてあるろう材量が多い厚肉のブレージングシートとフィン材とをろう付けにより組み合わせる場合、フィン材に座屈を伴うろう侵食(エロージョン)が発生する問題が出てきた。また、薄肉化したフィンやチューブを用いた熱交換器の耐圧強度の確保のため、ろう付け後のサイドサポートが高強度である必要が出てきた。
【0005】
本発明はこのような事情に鑑みてなされたものであり、フィンにろう付された場合に、フィンへのろう侵食が少なく、耐エロージョン性に優れ、且つ、ろう付け後強度が高強度であるサイドサポート材およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明のサイドサポート材は、Mn:1.0〜2.0質量%、Si:0.5〜1.5質量%、Cu:0.3〜1.2質量%、Mg:0.03〜0.3質量%、残部Alと不可避不純物からなるアルミニウム合金から構成される芯材の一方の面に、Si:3.0〜9.0質量%、残部Alと不可避不純物からなるアルミニウム合金から構成されるろう材がクラッドされ、前記芯材の他方の面にMn:1.0〜2.0質量%、Si:0.3〜1.7質量%、Cu:0.03〜0.25質量%、残部Alと不可避不純物からなるアルミニウム合金から構成される拡散防止層がクラッドされてなることを特徴とする。
【0007】
本発明のサイドサポート材において、前記芯材が、さらに、Zr:0.05〜0.25質量%、Ti:0.03〜0.20質量%のうち、1種又は2種を含有することが好ましい。
本発明のサイドサポート材において、前記拡散防止層が、さらに、Zn:0.05質量%以上0.5質量%未満を含有することが好ましい。
本発明のサイドサポート材において、前記芯材のろう付後の結晶粒径が200μm以下であることが好ましい。
本発明のサイドサポート材において、前記ろう材中のSi粒子の平均円相当径が2μm以下であることが好ましい。
【0008】
本発明のサイドサポート材の製造方法は、上記本発明のサイドサポート材を製造する方法であって、前記サイドサポートの前記芯材を、550℃以上610℃以下で且つ1時間以上10時間以下行う均質化処理を実施する製法、もしくは均質化処理を実施しない製法で作製することを特徴とする。
【発明の効果】
【0009】
本発明に係るサイドサポート材は、Mn、Si、Cu、Mgを所定の含有量で含む芯材の一方の面に、Siを所定の含有量で含むろう材がクラッドされるとともに、他方の面にMn、Si、Cuを所定の含有量で含む拡散防止層がクラッドされる構成であることにより、フィンにろう付された場合に、フィンへのろう侵食が少なく、耐エロージョン性に優れる。
また、本発明に係るサイドサポート材において、芯材のろう付後の結晶粒径を200μm以下に規定することにより、フィンへのろう付時にサイドサポートの芯材へのろう侵食が促進され、フィンへのろう侵食が抑制される。
さらに、本発明に係るサイドサポート材において、ろう材中のSi粒子の平均円相当径を2μm以下に規定することにより、フィンにろう付された場合に、フィンへのろう侵食をより効果的に抑制できる。
本発明のサイドサポート材の製造方法は、サイドサポートの芯材を550℃以上610℃以下で且つ1時間以上10時間以下行う均質化処理を実施する製法、もしくは均質化処理を実施しない製法で作製することにより、サイドサポート材の芯材の結晶粒径を細かくすることができる。そのため、本発明に係る方法で製造されたサイドサポート材をフィンへろう付けする際のろう付熱処理時に、サイドサポート材の芯材へのろう侵食が大きくなり、フィンへのろう侵食(エロージョン)を抑制することができる。
【図面の簡単な説明】
【0010】
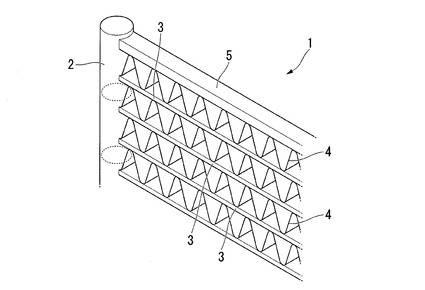
【図1】本発明に係るサイドサポート材を用いた熱交換器の一実施形態を示す斜視図である。
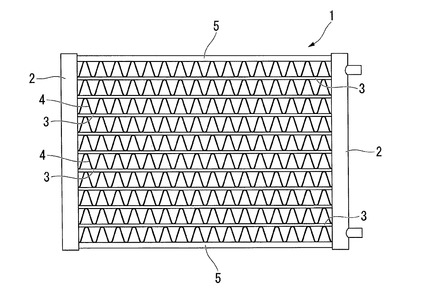
【図2】図1に示す熱交換器の正面図である。
【図3】本発明に係るサイドサポート材を用いた熱交換器におけるフィンとサイドサポート材のろう付接合部を示す模式図である。
【発明を実施するための形態】
【0011】
以下、本発明の具体的な実施形態について説明する。
図1は本発明に係るサイドサポート材を用いた熱交換器の一実施形態を示す斜視図であり、図2は図1に示す熱交換器の正面図である。
図1、2に示す熱交換器1は、離間して左右に配置されている一対のヘッダーパイプ2、2と、これらヘッダーパイプ2、2の間にヘッダーパイプ2と直行する方向で互いに平行に間隔をあけて設けられたアルミニウム合金製の複数のチューブ3と、これら隣接するチューブ3、3の間に架設されるように設けられたアルミニウム合金製の波形のフィン4と、複数のチューブ3の外側に上下に設けられた本発明に係るサイドサポート材5、5とから構成されている。
【0012】
熱交換器1において、ヘッダーパイプ2とチューブ3およびサイドサポート材5は、ヘッダーパイプ2の側面に複数整列形成されたスロット(差込孔)に各チューブ3及び各ヘッダーパイプ5の端部が差し込まれ、差込部分の周りに配置したろう材を用いて両者が相互にろう付されるとともに、チューブ3及びサイドサポート材5とフィン4が相互にろう付されることで組み立てられている。
このような構成の熱交換器1では、各ヘッダーパイプ2と各チューブ3の内部空間(冷媒通路)が冷媒を循環するので、この冷媒と外気との熱交換をフィン4を介して行うようになっている。
【0013】
アルミニウム合金製のヘッダーパイプ2の形状は特に限定はなく、内部に冷媒を通過させる空間を有している構成であればよい。なお、ヘッダーパイプ2は図2に示す円筒状に限定されず、如何なる形状であってもよい。
チューブ3の形状は特に限定はなく、ヘッダーパイプ2の内部空間を介して冷媒を循環させ、フィン4を介して効率良く熱交換できるように構成されていればよい。
例えば、断面が扁平型などに形成され、内部に複数形成された流通孔を備えた押出多穴管や、芯材(圧延板)の片面或いは両面にろう材と犠牲材を貼り合せたアルミニウム合金製のブレージングシートを用いることができる。チューブ3の厚さは、例えば、0.15〜0.30mm程度に形成すればよい。
【0014】
フィン4は、チューブ3およびサイドサポート材5に組み付けられた状態でろう付処理されることにより、ろう材を介してチューブ3およびサイドサポート材5にろう付接合されるものである。フィン4の形状は、特に限定されず、例えば、平板状、波板状、蛇腹状等、フィン4が適用される熱交換器1の形態に応じて適宜選択することができる。フィン4の板厚は、例えば0.040〜0.080mmの範囲とされる。
本発明において、フィン4は、JIS3003などのアルミニウム合金から構成される。
【0015】
<サイドサポート材>
図3は、本発明に係るサイドサポート材を用いた熱交換器1におけるフィン4とサイドサポート材5のろう付接合部を示す模式図である。図3に示すように、サイドサポート材5は、芯材5Sの一方の面にろう材5Rがクラッドされ、芯材5Sの他方の面に拡散防止層5Kがクラッドされてなる。サイドサポート材5はそのろう材5R側の面がフィン4の屈曲部にろう付けされており、接合部にはフィレット7が形成されている。サイドサポート材5は板状であって、その厚さは0.8〜2.0mmとされる。
【0016】
サイドサポート材5の芯材5Sは、Mn:1.0〜2.0質量%、Si:0.5〜1.5質量%、Cu:0.3〜1.2質量%、Mg:0.03〜0.3質量%、残部Alと不可避不純物からなるアルミニウム合金から構成される。また、芯材5Sの一方の面にクラッドされるろう材5Rは、Si:3.0〜9.0質量%、残部Alと不可避不純物からなるアルミニウム合金から構成される。さらに、芯材5Sの他方の面にクラッドされる拡散防止層5Kは、Mn:1.0〜2.0質量%、Si:0.3〜1.7質量%、Cu:0.03〜0.25質量%、残部Alと不可避不純物からなるアルミニウム合金から構成される。
以下、本発明で使用するアルミニウム合金の組成限定理由について説明する。
なお、本明細書において記載する各元素の含有量は、特に限定しない限り質量%であり、また、特に規定しない限り上限と下限を含むものとする。例えば1.0〜2.0%との表記は1.0%以上2.0%以下を意味する。
【0017】
(サイドサポート材の芯材の組成)
「Mn:1.0〜2.0質量%」
Mnの含有量を1.0質量%以上とすることにより、Al−Mn系化合物による分散強化により、フィンへろう付した際のろう付後強度を向上させることができる。Mnの含有量が1.0質量%未満の場合、Al−Mn系化合物による分散強化が小さく、フィンへろう付した際に、所望のろう付後強度が得られないおそれがある。
Mnの含有量を2.0質量%以下とすることにより、鋳造時にAl−(Mn,Fe)系の粗大な晶出物が増加することを抑制できる。Mnの含有量が2.0質量%を超える場合、鋳造時にAl−(Mn,Fe)系の粗大な晶出物が増加し、フィンへとろう付した際に、所望のろう付後強度が得られないおそれがある。また、製造性(成形性)が低下するおそれがある。
【0018】
[Si:0.5〜1.5質量%]
Siの含有量を0.5質量%以上1.5質量%以下とすることにより、Al−Mn−Si系化合物による分散強化により、フィンへろう付した際のろう付後強度を向上させることができる。Siの含有量が0.5質量%未満の場合、Al−Mn−Si系化合物による分散強化が小さく、フィンへろう付した際に、所望のろう付後強度が得られないおそれがある。また、Siの含有量が1.5質量%を超える場合、Al−Mn−Si系化合物による分散強化が大きくなり過ぎて、成形加工が困難になるおそれがある。
【0019】
[Cu:0.3〜1.2質量%]
Cuの含有量を0.3質量%以上1.2質量%以下とすることにより、Cuの固溶によりろう付後強度を向上させることができる。Cuの含有量が0.3質量%未満の場合、Cuの固溶量が少なく、フィンへろう付した際に、所望のろう付後強度が得られないおそれがある。また、Cuの固溶量が1.2質量%を超える場合、Cuの固溶量が多く、強度が高くなり過ぎて、成形加工が困難になるおそれがある。
【0020】
[Mg:0.03〜0.3質量%]
Mgの含有量を0.03質量%以上とすることにより、金属間化合物による分散強化及び固溶強化により、フィンへろう付した際のろう付後強度を向上させることができる。Mgの含有量が0.03質量%未満の場合、金属間化合物による分散強化及び固溶強化の影響が小さく、フィンへろう付した際のろう付後強度への寄与が小さくなるおそれがある。
Mgの含有量を0.3質量%以下とすることにより、鋳造時の晶出物が粗大化することを抑制できる。Mgの含有量が0.3質量%を超える場合、鋳造時の晶出物が粗大化し、製造性(成形性)が低下するおそれがある。
【0021】
本発明において、サイドサポート材5の芯材5Sは、以上の元素に加えて、Zr0.05〜0.25質量%、Ti0.03〜0.20質量%の1種又は2種を含有することができる。
これらの元素は芯材5Sの強度を高める作用を有する。これらの元素の含有量が前記範囲よりも少ない場合には、金属間化合物による分散強化および固溶強化の影響が小さく、ろう付後強度への寄与が小さくなる。また、これらの元素の含有量が前記範囲を超える場合には、鋳造時の晶出物が粗大化し、製造性(生産性)が低下するおそれがある。
【0022】
(サイドサポート材のろう材の組成)
[Si:3.0〜9.0質量%]
Siの含有量が3.0質量%以上9.0質量%以下とすることにより、十分なろう付性が得られる。Siの含有量が3.0質量%未満の場合、フィンへのろう付熱処理時に溶融ろうの量が少なく、十分なろう付性が得られないおそれがある。また、Siの含有量が9.0質量%を超える場合、フィンへのろう付熱処理時に溶融ろうの量が多く、フィン4への著しいろう侵食が生じ易くなるおそれがある。
【0023】
本発明において、サイドサポート材5のろう材5R中のSi粒子の平均円相当径を2μm以下とすることが好ましい。ろう材5R中のSi粒子の平均円相当径を2μm以下とすることにより、サイドサポート材5をフィン4へろう付した際に、フィン4へのろう侵食をより効果的に抑制できる。ろう材5R中のSi粒子の平均円相当径が2μmを超える場合、粗大なSi粒子がろう付熱処理時に溶融し、サイドサポート材5をフィン4へろう付した際に、フィン4が著しいろう侵食を受けるおそれがある。
【0024】
(サイドサポート材の拡散防止層の組成)
拡散防止層5Kは、芯材5Sに含まれるMgによりヘッダーパイプ2とサイドサポート5のろう付性が阻害されることを抑制するために設けられている。拡散防止層5Kを設けることにより、ろう付時に芯材5SからのMgが拡散することを防ぎ、ヘッダーパイプ2とサイドサポート5を強固にろう付できる。
[Mn:1.0〜2.0質量%]
Mnの含有量を1.0質量%以上とすることにより、Al−Mn系化合物による分散強化により、ろう付後強度を向上させることができる。Mnの含有量が1.0質量%未満の場合、Al−Mn系化合物による分散強化が小さく、所望のろう付後強度が得られないおそれがある。
Mnの含有量が2.0質量%以下とすることにより、鋳造時にAl−(Mn,Fe)系の粗大な晶出物が増加することを抑制できる。Mnの含有量が2.0質量%を超える場合、Al−(Mn,Fe)系の粗大な晶出物が増加し、所望のろう付後強度が得られないおそれがある。また、製造性(成形性)が低下するおそれがある。
【0025】
[Si:0.3〜1.7質量%]
Siの含有量を0.3質量%以上1.7質量%以下とすることにより、Al−Mn−Si系化合物による分散強化により、ろう付後強度を向上させることができる。Siの含有量が0.3質量%未満の場合、Al−Mn−Si系化合物による分散強化が小さく、所望のろう付後強度が得られないおそれがある。また、Siの含有量が1.7質量%を超える場合、Al−Mn−Si系化合物による分散強化が大きくなり過ぎて、成形加工が困難になるおそれがある。
【0026】
[Cu:0.03〜0.25質量%]
Cuの含有量を0.03質量%以上0.25質量%以下とすることにより、Cuの固溶によりろう付後強度を向上させることができる。Cuの含有量が0.03質量%未満の場合、Cuの固溶量が少なく、所望のろう付後強度が得られないおそれがある。また、Cuの含有量が0.25質量%を超える場合、Cuの固溶量が多く、素材強度が高くなり過ぎて、成形加工が困難になるおそれがある。また、電位が貴になり、芯材との電位差が小さくなることで、十分な犠牲陽極効果が作用しなくなる。
【0027】
本発明において、サイドサポート材5の拡散防止層5Kは、以上の元素に加えて、Zn0.05質量%以上0.5質量%未満を含有することができる。
Znの含有量が0.05質量%未満の場合、電位が貴になり、芯材5Sとの電位差が小さくなることで、十分な犠牲陽極効果が作用しなくなるおそれがある。また、Znの含有量が0.5質量%以上の場合、電位が卑になり、サイドサポート材5単体の自己耐食性が低下するおそれがある。
【0028】
板状のサイドサポート材5全体の厚さは、0.8〜2.0mmの範囲とされ、サイドサポート材5のろう材5Rのクラッド率は3〜10%の範囲とすることが好ましい。
サイドサポート材5のろう材5Rのクラッド率を3〜10%の範囲とすることにより、フィン4との十分なろう付性が得られる。ろう材5Rのクラッド率が3%未満の場合、ろう付熱処理時に溶融ろうの量が少なく、十分なろう付性が得られないおそれがある。また、ろう材5Rのクラッド率が10%を超える場合、ろう付熱処理時に溶融ろうの量が多くなり過ぎ、フィン4が著しいろう侵食を受けるおそれがある。
【0029】
また、サイドサポート材5の拡散防止層5Kのクラッド率は3〜10%の範囲とすることが好ましい。
サイドサポート材5の拡散防止層5Kのクラッド率を3〜10%の範囲とすることにより、十分な犠牲陽極効果が得られる。拡散防止層5Kのクラッド率が3%未満の場合、拡散防止層5Kが薄くなり、十分な犠牲陽極効果が得られないおそれがある。また、拡散防止層5Kのクラッド率が10%を超える場合、芯材5Sが薄くなり、所望のろう付後強度が得られないおそれがある。
【0030】
本発明において、サイドサポート材5の芯材5Sのろう付後の結晶粒径が200μm以下であることが好ましい。芯材5Sのろう付後の結晶粒径を200μm以下とすることにより、ろう付時にサイドサポート5の芯材5Sへのろう侵食が促進され、フィン4へのろう侵食(エロージョン)をより効果的に抑制することができる。
芯材5Sの結晶粒径が200μmを超える場合、ろう付熱処理時にサイドサポート5の芯材5Sへのろう侵食が小さくなり、過剰な溶融ろうによりフィン4が著しいろう侵食を受けるおそれがある。
【0031】
(サイドサポート材の製造方法)
サイドサポート材5は、芯材用アルミニウム合金、拡散防止層用アルミニウム合金、およびろう材用アルミニウム合金を鋳造し、得られた鋳塊に均質化処理を施す、あるいは均質か処理を施さずに、熱間圧延によりアルミニウム合金板とした後、焼鈍し、続いて冷間圧延により目的の板厚より若干厚い程度の薄板状のアルミニウム合金板を得た後、中間焼鈍を行い、目的の板厚になるように冷間圧延を施して製造することができる。
サイドサポート材5の製造工程において、均質化処理を行う場合、高温温度域にて行うことが好ましい。具体的には、サイドサポート材5の芯材5Sに処理温度550℃以上610℃以下で且つ処理時間1時間以上10時間以下の条件で均質化処理を行うことが好ましい。このような条件で均質化処理することにより、サイドサポート材5の芯材5Sの結晶粒径を細かくすることができ、ろう付熱処理時に芯材5Sへのろう侵食が大きくなり、フィン4へのろう侵食(エロージョン)を抑制することができる。
【0032】
均質化処理の処理温度が550℃未満または処理時間が1時間未満である場合、芯材5Sのろう付後結晶粒径が粗大になり、ろう付熱処理時にサイドサポート材5の芯材5Sへのろう侵食が小さくなり、過剰な溶融ろうによりフィン4が著しいろう侵食を受けるおそれがある。また、均質化処理の処理温度が610℃を超えるまたは処理時間が10時間を越える場合、金属間化合物が粗大化し、所望のろう付後強度が得られないとともに、自己耐食性が低下するおそれがある。
なお、この均質化処理は必要に応じて行われるものであり、前記した温度範囲および時間範囲を外れる均質化処理を行うよりは、均質化処理自体を行わない方が好ましい。
【0033】
本実施形態のサイドサポート材5を用いた熱交換器1は、図1および図2に示す如く、ヘッダーパイプ2、サイドサポート材5、チューブ3、フィン4を配置した後、フィン4の屈曲部をチューブ3の上面あるいは下面およびサイドサポート材5のろう材5R側の面にろう付けして固定するとともに、チューブ3の端部およびサイドサポート材5の端部とヘッダーパイプ2をろう付けして固定することにより製造される。
【0034】
本実施形態のサイドサポート材5は、Mn、Si、Cu、Mgを所定の含有量で含む芯材5Sの一方の面に、Siを所定の含有量で含むろう材5Rがクラッドされるとともに、他方の面にMn、Si、Cuを所定の含有量で含む拡散防止層5Kがクラッドされる構成であることにより、フィン4へろう付した場合に、フィン4へのろう侵食が少なく、耐エロージョン性に優れる。
そのため、本実施形態のサイドサポート材5を用いた熱交換器1は、サイドサポート材5をフィン4へろう付後のフィン4の接合部エリアのろうの侵食率が50%以下であることができる。
ここで、フィン4の接合部エリアのろうの侵食率とは、フィン4とサイドサポート材5の接合部を断面観察した際の、フィン4側のろう侵食の割合であり、ろう侵食を受ける前のフィン4の元の面積を分母、ろう付後のフィン4のろう侵食部の面積を分子として算出する。すなわち、(フィン4の接合部エリアのろうの侵食率)=(ろう付後の接合部におけるフィン4のろう侵食部の断面積)/(ろう付前のフィン4の接合部の断面積)×100(%)である。
【0035】
また、本実施形態のサイドサポート材5を用いた熱交換器1は、フィン4へのろう侵食が抑制され、優れた耐エロージョン性を備えるとともに、成形性に優れ、且つ優れたろう付後強度を有する。このため、フィン4とチューブ3およびサイドサポート材5とが確実に接合されており、冷媒と外気との熱交換がフィン4を介して効率良くなされる。また、本発明のサイドサポート材5は、フィン4へのろう付後に優れた強度を有するため、軽量化・小型化されても優れた強度を備える熱交換器1用のサイドサポート材として好適である。
【0036】
以上、本発明に係る熱交換器の各実施形態について説明したが、前記したサイドサポート材5を用いた熱交換器1を構成する各部は一例であって、本発明の範囲を逸脱しない範囲で適宜変更することができる。
【実施例】
【0037】
以下に、本発明の実施例について説明するが、本発明はこれらの実施例に限定されるものではない。
【0038】
(実施例1〜31、比較例1〜16)
「サイドサポート材の作製」
表1および表2に示す含有量で各元素を含有し、残部がAlと不可避不純物からなる芯材用アルミニウム合金、拡散防止層用アルミニウム合金、およびろう材用アルミニウム合金を半連続鋳造により鋳造した。次に、得られた鋳塊を表1および表2に示す条件で均質化処理した。
次いで、得られた芯材の鋳塊の片面に拡散防止層用鋳塊を、さらにその反対面にろう材用鋳塊を組み合わせて熱間圧延しクラッド材とした。熱間圧延により所定厚さにした後、焼鈍し、続いて冷間圧延により目的の板厚より若干厚い程度の薄板状のアルミニウム合金板を得た。その後、得られたアルミニウム合金板を中間焼鈍を行い、最終冷間圧延により、芯材の一方の面にろう材がクラッドされ、他方の面に拡散防止層がクラッドされた、厚さ1.0mmのH14調質のサイドサポート材を得た。得られたサイドサポート材のろう材のクラッド率は5%、拡散防止層のクラッド率は5%であった。
【0039】
「評価」
作製したサイドサポート材について、以下の評価を行った。評価結果を表1および表2に併記した。
1.サイドサポート材の成形性
得られたサイドサポート材をプレス成形にて長さ450mm×幅18mmで断面形状をコの字形(コの字の各片の長さは18mm)に成形し、成形後のサイドサポート材の寸法を計測した。表1に示す実施例1のサイドサポート材の成形後の寸法に対して、±5〜10%の寸法差が生じた場合は「△」、±10%超の寸法差が生じた場合は「×」として評価した。
【0040】
2.サイドサポート材のろう材中のSi粒子の平均円相当径
サイドサポート材の断面を走査型電子顕微鏡JSM−6390LV(日本電子株式会社製)を用いて観察し、ろう材中のSi粒子について画像解析ソフトImage−Pro(Media Cybernetics社製)を用いて画像解析を行い、平均の円相当径を測定した。
【0041】
3.サイドサポート材のろう付直後の引張強度
コルゲート成形加工を行い、波形に加工した厚さ0.05mm、JIS3003合金製のフィンをサイドサポート材のろう材側の面に組みつけて、窒素雰囲気中、600℃、3分間のろう付処理を施すことによりサイドサポート材とフィンをろう付けした。ろう付け直後に引張り試験を行うことにより、サイドサポート材の強度を測定した。サイドサポート材はJIS5号試験片形状に加工し、これを試験片として用い、引張試験機として島津製作所社製:AG−GI 10kNを使用して、引張速度2mm/分で引張試験を行うことにより、ろう付直後の引張強度(耐力:MPa)を測定した。引張強度170MPa以上で強度良好である。
【0042】
4.サイドサポート材の時効後の引張強さ
上記の手順でフィンをろう付けしたサイドサポート材を、80℃にて1週間時効処理した後、上記3と同様にして引張試験を行った。
【0043】
5.ろう付後のサイドサポート材の芯材の結晶粒径
金属顕微鏡BX60M(オリンパス株式会社製)を用い、サイドサポート材を圧延方向に平行な断面から観察し、エッチングによって結晶粒を明確にした後に芯材の結晶粒径を測定した。
【0044】
6.フィンとサイドサポート材の接合部のフィレットサイズ
上記の手順でサイドサポート材とコルゲート成形したフィンを組付けてろう付けした後、金属顕微鏡BX60M(オリンパス株式会社製)を用い、サイドサポートとフィンのろう付接合部に形成されたフィレットの観察を断面から実施し、フィレットの断面写真を撮影し、その写真よりフィレットサイズを求めた。表1に示す実施例1のフィレットサイズに対して、±10%超の寸法差が生じた場合は「×」として評価した。
【0045】
7.ろう侵食性
上記の手順でサイドサポートとコルゲート成形した厚さ0.05mm、JIS3003合金製のフィンを組付けてろう付けした後、金属顕微鏡BX60M(オリンパス株式会社製)を用い、サイドサポート材とフィンのろう付接合部に形成されたフィレットの観察を断面から実施し、フィレットの断面写真を撮影し、ろう侵食率からろう侵食性を判断した。
【0046】
【表1】

【0047】
【表2】
【0048】
表1に示すように、実施例1〜31は、いずれもサイドサポート材のろう付後の強度に優れ、成形性も良好であり、フィンへのろう侵食が抑えられており、耐エロージョン性に優れていた。なかでも、均質化処理を550〜610℃、1〜10時間の範囲で行った実施例1〜23、及び均質化処理を行わなかった実施例27〜29では、サイドサポート材の成形性が良好で、且つ耐エロージョン性に特に優れていた。
【0049】
表2に示すように、サイドサポート材の芯材におけるMn、Si、Cu、Mgのいずれかの含有量が、本発明の所定範囲を下回る比較例1、3、5、7は、ろう付後の強度が低下していた。また、MnまたはSiの含有量が少ない比較例1、3では、耐エロージョン性が低くなっていた。
サイドサポート材の芯材におけるMn、Si、Cu、Mgのいずれかの含有量が、本発明の所定範囲を超える比較例2、4、6、8では、芯材の強度が高くなり過ぎて、成形性が低くなっていた。
【0050】
サイドサポート材のろう材におけるSiの含有量が本発明の所定範囲よりも少ない比較例9では、ろう付熱処理時の溶融ろうの量が少なくなり、フィレットサイズが小さく、十分なろう付性が得られなかった。
サイドサポート材のろう材におけるSiの含有量が本発明の所定範囲よりも多い比較例10では、溶融ろうの量が多くなり過ぎるために、ろう侵食率が高く、フィレットサイズも大きくなっていた。
【0051】
サイドサポート材の拡散防止層におけるMn、Si、Cuのいずれかの含有量が、本発明の所定範囲を下回る比較例11、13、15は、ろう付後の強度が低下していた。
サイドサポート材の拡散防止層におけるMn、Si、Cuのいずれかの含有量が、本発明の所定範囲を超える比較例12、14、16では、拡散防止層の強度が高くなり過ぎて、成形性が低くなっていた。
【符号の説明】
【0052】
1…熱交換器、2…ヘッダーパイプ、3…チューブ、4…フィン、5…サイドサポート材、5S…芯材、5K…拡散防止層、5R…ろう材、7…フィレット。
【技術分野】
【0001】
本発明は、サイドサポート材およびその製造方法に関する。
【背景技術】
【0002】
自動車用熱交換器にはアルミニウム合金のチューブやフィン、サイドサポートが用いられており、これらがろう付けにより組みつけられている。軽量化を目的にフィンやチューブの薄肉化が進んでおり、それに伴って熱交換器の耐圧強度確保のため、ろう付後の高強度化が必要となる。特にアルミニウム合金サイドサポート材は、熱交換器の耐圧強度に大きな影響を及ぼすことから、これまでにも高強度のサイドサポート材が提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2005−15857号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述の通り、軽量化を目的にフィンの薄肉化が進む傾向にあり、サイドサポート材などクラッドしてあるろう材量が多い厚肉のブレージングシートとフィン材とをろう付けにより組み合わせる場合、フィン材に座屈を伴うろう侵食(エロージョン)が発生する問題が出てきた。また、薄肉化したフィンやチューブを用いた熱交換器の耐圧強度の確保のため、ろう付け後のサイドサポートが高強度である必要が出てきた。
【0005】
本発明はこのような事情に鑑みてなされたものであり、フィンにろう付された場合に、フィンへのろう侵食が少なく、耐エロージョン性に優れ、且つ、ろう付け後強度が高強度であるサイドサポート材およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明のサイドサポート材は、Mn:1.0〜2.0質量%、Si:0.5〜1.5質量%、Cu:0.3〜1.2質量%、Mg:0.03〜0.3質量%、残部Alと不可避不純物からなるアルミニウム合金から構成される芯材の一方の面に、Si:3.0〜9.0質量%、残部Alと不可避不純物からなるアルミニウム合金から構成されるろう材がクラッドされ、前記芯材の他方の面にMn:1.0〜2.0質量%、Si:0.3〜1.7質量%、Cu:0.03〜0.25質量%、残部Alと不可避不純物からなるアルミニウム合金から構成される拡散防止層がクラッドされてなることを特徴とする。
【0007】
本発明のサイドサポート材において、前記芯材が、さらに、Zr:0.05〜0.25質量%、Ti:0.03〜0.20質量%のうち、1種又は2種を含有することが好ましい。
本発明のサイドサポート材において、前記拡散防止層が、さらに、Zn:0.05質量%以上0.5質量%未満を含有することが好ましい。
本発明のサイドサポート材において、前記芯材のろう付後の結晶粒径が200μm以下であることが好ましい。
本発明のサイドサポート材において、前記ろう材中のSi粒子の平均円相当径が2μm以下であることが好ましい。
【0008】
本発明のサイドサポート材の製造方法は、上記本発明のサイドサポート材を製造する方法であって、前記サイドサポートの前記芯材を、550℃以上610℃以下で且つ1時間以上10時間以下行う均質化処理を実施する製法、もしくは均質化処理を実施しない製法で作製することを特徴とする。
【発明の効果】
【0009】
本発明に係るサイドサポート材は、Mn、Si、Cu、Mgを所定の含有量で含む芯材の一方の面に、Siを所定の含有量で含むろう材がクラッドされるとともに、他方の面にMn、Si、Cuを所定の含有量で含む拡散防止層がクラッドされる構成であることにより、フィンにろう付された場合に、フィンへのろう侵食が少なく、耐エロージョン性に優れる。
また、本発明に係るサイドサポート材において、芯材のろう付後の結晶粒径を200μm以下に規定することにより、フィンへのろう付時にサイドサポートの芯材へのろう侵食が促進され、フィンへのろう侵食が抑制される。
さらに、本発明に係るサイドサポート材において、ろう材中のSi粒子の平均円相当径を2μm以下に規定することにより、フィンにろう付された場合に、フィンへのろう侵食をより効果的に抑制できる。
本発明のサイドサポート材の製造方法は、サイドサポートの芯材を550℃以上610℃以下で且つ1時間以上10時間以下行う均質化処理を実施する製法、もしくは均質化処理を実施しない製法で作製することにより、サイドサポート材の芯材の結晶粒径を細かくすることができる。そのため、本発明に係る方法で製造されたサイドサポート材をフィンへろう付けする際のろう付熱処理時に、サイドサポート材の芯材へのろう侵食が大きくなり、フィンへのろう侵食(エロージョン)を抑制することができる。
【図面の簡単な説明】
【0010】
【図1】本発明に係るサイドサポート材を用いた熱交換器の一実施形態を示す斜視図である。
【図2】図1に示す熱交換器の正面図である。
【図3】本発明に係るサイドサポート材を用いた熱交換器におけるフィンとサイドサポート材のろう付接合部を示す模式図である。
【発明を実施するための形態】
【0011】
以下、本発明の具体的な実施形態について説明する。
図1は本発明に係るサイドサポート材を用いた熱交換器の一実施形態を示す斜視図であり、図2は図1に示す熱交換器の正面図である。
図1、2に示す熱交換器1は、離間して左右に配置されている一対のヘッダーパイプ2、2と、これらヘッダーパイプ2、2の間にヘッダーパイプ2と直行する方向で互いに平行に間隔をあけて設けられたアルミニウム合金製の複数のチューブ3と、これら隣接するチューブ3、3の間に架設されるように設けられたアルミニウム合金製の波形のフィン4と、複数のチューブ3の外側に上下に設けられた本発明に係るサイドサポート材5、5とから構成されている。
【0012】
熱交換器1において、ヘッダーパイプ2とチューブ3およびサイドサポート材5は、ヘッダーパイプ2の側面に複数整列形成されたスロット(差込孔)に各チューブ3及び各ヘッダーパイプ5の端部が差し込まれ、差込部分の周りに配置したろう材を用いて両者が相互にろう付されるとともに、チューブ3及びサイドサポート材5とフィン4が相互にろう付されることで組み立てられている。
このような構成の熱交換器1では、各ヘッダーパイプ2と各チューブ3の内部空間(冷媒通路)が冷媒を循環するので、この冷媒と外気との熱交換をフィン4を介して行うようになっている。
【0013】
アルミニウム合金製のヘッダーパイプ2の形状は特に限定はなく、内部に冷媒を通過させる空間を有している構成であればよい。なお、ヘッダーパイプ2は図2に示す円筒状に限定されず、如何なる形状であってもよい。
チューブ3の形状は特に限定はなく、ヘッダーパイプ2の内部空間を介して冷媒を循環させ、フィン4を介して効率良く熱交換できるように構成されていればよい。
例えば、断面が扁平型などに形成され、内部に複数形成された流通孔を備えた押出多穴管や、芯材(圧延板)の片面或いは両面にろう材と犠牲材を貼り合せたアルミニウム合金製のブレージングシートを用いることができる。チューブ3の厚さは、例えば、0.15〜0.30mm程度に形成すればよい。
【0014】
フィン4は、チューブ3およびサイドサポート材5に組み付けられた状態でろう付処理されることにより、ろう材を介してチューブ3およびサイドサポート材5にろう付接合されるものである。フィン4の形状は、特に限定されず、例えば、平板状、波板状、蛇腹状等、フィン4が適用される熱交換器1の形態に応じて適宜選択することができる。フィン4の板厚は、例えば0.040〜0.080mmの範囲とされる。
本発明において、フィン4は、JIS3003などのアルミニウム合金から構成される。
【0015】
<サイドサポート材>
図3は、本発明に係るサイドサポート材を用いた熱交換器1におけるフィン4とサイドサポート材5のろう付接合部を示す模式図である。図3に示すように、サイドサポート材5は、芯材5Sの一方の面にろう材5Rがクラッドされ、芯材5Sの他方の面に拡散防止層5Kがクラッドされてなる。サイドサポート材5はそのろう材5R側の面がフィン4の屈曲部にろう付けされており、接合部にはフィレット7が形成されている。サイドサポート材5は板状であって、その厚さは0.8〜2.0mmとされる。
【0016】
サイドサポート材5の芯材5Sは、Mn:1.0〜2.0質量%、Si:0.5〜1.5質量%、Cu:0.3〜1.2質量%、Mg:0.03〜0.3質量%、残部Alと不可避不純物からなるアルミニウム合金から構成される。また、芯材5Sの一方の面にクラッドされるろう材5Rは、Si:3.0〜9.0質量%、残部Alと不可避不純物からなるアルミニウム合金から構成される。さらに、芯材5Sの他方の面にクラッドされる拡散防止層5Kは、Mn:1.0〜2.0質量%、Si:0.3〜1.7質量%、Cu:0.03〜0.25質量%、残部Alと不可避不純物からなるアルミニウム合金から構成される。
以下、本発明で使用するアルミニウム合金の組成限定理由について説明する。
なお、本明細書において記載する各元素の含有量は、特に限定しない限り質量%であり、また、特に規定しない限り上限と下限を含むものとする。例えば1.0〜2.0%との表記は1.0%以上2.0%以下を意味する。
【0017】
(サイドサポート材の芯材の組成)
「Mn:1.0〜2.0質量%」
Mnの含有量を1.0質量%以上とすることにより、Al−Mn系化合物による分散強化により、フィンへろう付した際のろう付後強度を向上させることができる。Mnの含有量が1.0質量%未満の場合、Al−Mn系化合物による分散強化が小さく、フィンへろう付した際に、所望のろう付後強度が得られないおそれがある。
Mnの含有量を2.0質量%以下とすることにより、鋳造時にAl−(Mn,Fe)系の粗大な晶出物が増加することを抑制できる。Mnの含有量が2.0質量%を超える場合、鋳造時にAl−(Mn,Fe)系の粗大な晶出物が増加し、フィンへとろう付した際に、所望のろう付後強度が得られないおそれがある。また、製造性(成形性)が低下するおそれがある。
【0018】
[Si:0.5〜1.5質量%]
Siの含有量を0.5質量%以上1.5質量%以下とすることにより、Al−Mn−Si系化合物による分散強化により、フィンへろう付した際のろう付後強度を向上させることができる。Siの含有量が0.5質量%未満の場合、Al−Mn−Si系化合物による分散強化が小さく、フィンへろう付した際に、所望のろう付後強度が得られないおそれがある。また、Siの含有量が1.5質量%を超える場合、Al−Mn−Si系化合物による分散強化が大きくなり過ぎて、成形加工が困難になるおそれがある。
【0019】
[Cu:0.3〜1.2質量%]
Cuの含有量を0.3質量%以上1.2質量%以下とすることにより、Cuの固溶によりろう付後強度を向上させることができる。Cuの含有量が0.3質量%未満の場合、Cuの固溶量が少なく、フィンへろう付した際に、所望のろう付後強度が得られないおそれがある。また、Cuの固溶量が1.2質量%を超える場合、Cuの固溶量が多く、強度が高くなり過ぎて、成形加工が困難になるおそれがある。
【0020】
[Mg:0.03〜0.3質量%]
Mgの含有量を0.03質量%以上とすることにより、金属間化合物による分散強化及び固溶強化により、フィンへろう付した際のろう付後強度を向上させることができる。Mgの含有量が0.03質量%未満の場合、金属間化合物による分散強化及び固溶強化の影響が小さく、フィンへろう付した際のろう付後強度への寄与が小さくなるおそれがある。
Mgの含有量を0.3質量%以下とすることにより、鋳造時の晶出物が粗大化することを抑制できる。Mgの含有量が0.3質量%を超える場合、鋳造時の晶出物が粗大化し、製造性(成形性)が低下するおそれがある。
【0021】
本発明において、サイドサポート材5の芯材5Sは、以上の元素に加えて、Zr0.05〜0.25質量%、Ti0.03〜0.20質量%の1種又は2種を含有することができる。
これらの元素は芯材5Sの強度を高める作用を有する。これらの元素の含有量が前記範囲よりも少ない場合には、金属間化合物による分散強化および固溶強化の影響が小さく、ろう付後強度への寄与が小さくなる。また、これらの元素の含有量が前記範囲を超える場合には、鋳造時の晶出物が粗大化し、製造性(生産性)が低下するおそれがある。
【0022】
(サイドサポート材のろう材の組成)
[Si:3.0〜9.0質量%]
Siの含有量が3.0質量%以上9.0質量%以下とすることにより、十分なろう付性が得られる。Siの含有量が3.0質量%未満の場合、フィンへのろう付熱処理時に溶融ろうの量が少なく、十分なろう付性が得られないおそれがある。また、Siの含有量が9.0質量%を超える場合、フィンへのろう付熱処理時に溶融ろうの量が多く、フィン4への著しいろう侵食が生じ易くなるおそれがある。
【0023】
本発明において、サイドサポート材5のろう材5R中のSi粒子の平均円相当径を2μm以下とすることが好ましい。ろう材5R中のSi粒子の平均円相当径を2μm以下とすることにより、サイドサポート材5をフィン4へろう付した際に、フィン4へのろう侵食をより効果的に抑制できる。ろう材5R中のSi粒子の平均円相当径が2μmを超える場合、粗大なSi粒子がろう付熱処理時に溶融し、サイドサポート材5をフィン4へろう付した際に、フィン4が著しいろう侵食を受けるおそれがある。
【0024】
(サイドサポート材の拡散防止層の組成)
拡散防止層5Kは、芯材5Sに含まれるMgによりヘッダーパイプ2とサイドサポート5のろう付性が阻害されることを抑制するために設けられている。拡散防止層5Kを設けることにより、ろう付時に芯材5SからのMgが拡散することを防ぎ、ヘッダーパイプ2とサイドサポート5を強固にろう付できる。
[Mn:1.0〜2.0質量%]
Mnの含有量を1.0質量%以上とすることにより、Al−Mn系化合物による分散強化により、ろう付後強度を向上させることができる。Mnの含有量が1.0質量%未満の場合、Al−Mn系化合物による分散強化が小さく、所望のろう付後強度が得られないおそれがある。
Mnの含有量が2.0質量%以下とすることにより、鋳造時にAl−(Mn,Fe)系の粗大な晶出物が増加することを抑制できる。Mnの含有量が2.0質量%を超える場合、Al−(Mn,Fe)系の粗大な晶出物が増加し、所望のろう付後強度が得られないおそれがある。また、製造性(成形性)が低下するおそれがある。
【0025】
[Si:0.3〜1.7質量%]
Siの含有量を0.3質量%以上1.7質量%以下とすることにより、Al−Mn−Si系化合物による分散強化により、ろう付後強度を向上させることができる。Siの含有量が0.3質量%未満の場合、Al−Mn−Si系化合物による分散強化が小さく、所望のろう付後強度が得られないおそれがある。また、Siの含有量が1.7質量%を超える場合、Al−Mn−Si系化合物による分散強化が大きくなり過ぎて、成形加工が困難になるおそれがある。
【0026】
[Cu:0.03〜0.25質量%]
Cuの含有量を0.03質量%以上0.25質量%以下とすることにより、Cuの固溶によりろう付後強度を向上させることができる。Cuの含有量が0.03質量%未満の場合、Cuの固溶量が少なく、所望のろう付後強度が得られないおそれがある。また、Cuの含有量が0.25質量%を超える場合、Cuの固溶量が多く、素材強度が高くなり過ぎて、成形加工が困難になるおそれがある。また、電位が貴になり、芯材との電位差が小さくなることで、十分な犠牲陽極効果が作用しなくなる。
【0027】
本発明において、サイドサポート材5の拡散防止層5Kは、以上の元素に加えて、Zn0.05質量%以上0.5質量%未満を含有することができる。
Znの含有量が0.05質量%未満の場合、電位が貴になり、芯材5Sとの電位差が小さくなることで、十分な犠牲陽極効果が作用しなくなるおそれがある。また、Znの含有量が0.5質量%以上の場合、電位が卑になり、サイドサポート材5単体の自己耐食性が低下するおそれがある。
【0028】
板状のサイドサポート材5全体の厚さは、0.8〜2.0mmの範囲とされ、サイドサポート材5のろう材5Rのクラッド率は3〜10%の範囲とすることが好ましい。
サイドサポート材5のろう材5Rのクラッド率を3〜10%の範囲とすることにより、フィン4との十分なろう付性が得られる。ろう材5Rのクラッド率が3%未満の場合、ろう付熱処理時に溶融ろうの量が少なく、十分なろう付性が得られないおそれがある。また、ろう材5Rのクラッド率が10%を超える場合、ろう付熱処理時に溶融ろうの量が多くなり過ぎ、フィン4が著しいろう侵食を受けるおそれがある。
【0029】
また、サイドサポート材5の拡散防止層5Kのクラッド率は3〜10%の範囲とすることが好ましい。
サイドサポート材5の拡散防止層5Kのクラッド率を3〜10%の範囲とすることにより、十分な犠牲陽極効果が得られる。拡散防止層5Kのクラッド率が3%未満の場合、拡散防止層5Kが薄くなり、十分な犠牲陽極効果が得られないおそれがある。また、拡散防止層5Kのクラッド率が10%を超える場合、芯材5Sが薄くなり、所望のろう付後強度が得られないおそれがある。
【0030】
本発明において、サイドサポート材5の芯材5Sのろう付後の結晶粒径が200μm以下であることが好ましい。芯材5Sのろう付後の結晶粒径を200μm以下とすることにより、ろう付時にサイドサポート5の芯材5Sへのろう侵食が促進され、フィン4へのろう侵食(エロージョン)をより効果的に抑制することができる。
芯材5Sの結晶粒径が200μmを超える場合、ろう付熱処理時にサイドサポート5の芯材5Sへのろう侵食が小さくなり、過剰な溶融ろうによりフィン4が著しいろう侵食を受けるおそれがある。
【0031】
(サイドサポート材の製造方法)
サイドサポート材5は、芯材用アルミニウム合金、拡散防止層用アルミニウム合金、およびろう材用アルミニウム合金を鋳造し、得られた鋳塊に均質化処理を施す、あるいは均質か処理を施さずに、熱間圧延によりアルミニウム合金板とした後、焼鈍し、続いて冷間圧延により目的の板厚より若干厚い程度の薄板状のアルミニウム合金板を得た後、中間焼鈍を行い、目的の板厚になるように冷間圧延を施して製造することができる。
サイドサポート材5の製造工程において、均質化処理を行う場合、高温温度域にて行うことが好ましい。具体的には、サイドサポート材5の芯材5Sに処理温度550℃以上610℃以下で且つ処理時間1時間以上10時間以下の条件で均質化処理を行うことが好ましい。このような条件で均質化処理することにより、サイドサポート材5の芯材5Sの結晶粒径を細かくすることができ、ろう付熱処理時に芯材5Sへのろう侵食が大きくなり、フィン4へのろう侵食(エロージョン)を抑制することができる。
【0032】
均質化処理の処理温度が550℃未満または処理時間が1時間未満である場合、芯材5Sのろう付後結晶粒径が粗大になり、ろう付熱処理時にサイドサポート材5の芯材5Sへのろう侵食が小さくなり、過剰な溶融ろうによりフィン4が著しいろう侵食を受けるおそれがある。また、均質化処理の処理温度が610℃を超えるまたは処理時間が10時間を越える場合、金属間化合物が粗大化し、所望のろう付後強度が得られないとともに、自己耐食性が低下するおそれがある。
なお、この均質化処理は必要に応じて行われるものであり、前記した温度範囲および時間範囲を外れる均質化処理を行うよりは、均質化処理自体を行わない方が好ましい。
【0033】
本実施形態のサイドサポート材5を用いた熱交換器1は、図1および図2に示す如く、ヘッダーパイプ2、サイドサポート材5、チューブ3、フィン4を配置した後、フィン4の屈曲部をチューブ3の上面あるいは下面およびサイドサポート材5のろう材5R側の面にろう付けして固定するとともに、チューブ3の端部およびサイドサポート材5の端部とヘッダーパイプ2をろう付けして固定することにより製造される。
【0034】
本実施形態のサイドサポート材5は、Mn、Si、Cu、Mgを所定の含有量で含む芯材5Sの一方の面に、Siを所定の含有量で含むろう材5Rがクラッドされるとともに、他方の面にMn、Si、Cuを所定の含有量で含む拡散防止層5Kがクラッドされる構成であることにより、フィン4へろう付した場合に、フィン4へのろう侵食が少なく、耐エロージョン性に優れる。
そのため、本実施形態のサイドサポート材5を用いた熱交換器1は、サイドサポート材5をフィン4へろう付後のフィン4の接合部エリアのろうの侵食率が50%以下であることができる。
ここで、フィン4の接合部エリアのろうの侵食率とは、フィン4とサイドサポート材5の接合部を断面観察した際の、フィン4側のろう侵食の割合であり、ろう侵食を受ける前のフィン4の元の面積を分母、ろう付後のフィン4のろう侵食部の面積を分子として算出する。すなわち、(フィン4の接合部エリアのろうの侵食率)=(ろう付後の接合部におけるフィン4のろう侵食部の断面積)/(ろう付前のフィン4の接合部の断面積)×100(%)である。
【0035】
また、本実施形態のサイドサポート材5を用いた熱交換器1は、フィン4へのろう侵食が抑制され、優れた耐エロージョン性を備えるとともに、成形性に優れ、且つ優れたろう付後強度を有する。このため、フィン4とチューブ3およびサイドサポート材5とが確実に接合されており、冷媒と外気との熱交換がフィン4を介して効率良くなされる。また、本発明のサイドサポート材5は、フィン4へのろう付後に優れた強度を有するため、軽量化・小型化されても優れた強度を備える熱交換器1用のサイドサポート材として好適である。
【0036】
以上、本発明に係る熱交換器の各実施形態について説明したが、前記したサイドサポート材5を用いた熱交換器1を構成する各部は一例であって、本発明の範囲を逸脱しない範囲で適宜変更することができる。
【実施例】
【0037】
以下に、本発明の実施例について説明するが、本発明はこれらの実施例に限定されるものではない。
【0038】
(実施例1〜31、比較例1〜16)
「サイドサポート材の作製」
表1および表2に示す含有量で各元素を含有し、残部がAlと不可避不純物からなる芯材用アルミニウム合金、拡散防止層用アルミニウム合金、およびろう材用アルミニウム合金を半連続鋳造により鋳造した。次に、得られた鋳塊を表1および表2に示す条件で均質化処理した。
次いで、得られた芯材の鋳塊の片面に拡散防止層用鋳塊を、さらにその反対面にろう材用鋳塊を組み合わせて熱間圧延しクラッド材とした。熱間圧延により所定厚さにした後、焼鈍し、続いて冷間圧延により目的の板厚より若干厚い程度の薄板状のアルミニウム合金板を得た。その後、得られたアルミニウム合金板を中間焼鈍を行い、最終冷間圧延により、芯材の一方の面にろう材がクラッドされ、他方の面に拡散防止層がクラッドされた、厚さ1.0mmのH14調質のサイドサポート材を得た。得られたサイドサポート材のろう材のクラッド率は5%、拡散防止層のクラッド率は5%であった。
【0039】
「評価」
作製したサイドサポート材について、以下の評価を行った。評価結果を表1および表2に併記した。
1.サイドサポート材の成形性
得られたサイドサポート材をプレス成形にて長さ450mm×幅18mmで断面形状をコの字形(コの字の各片の長さは18mm)に成形し、成形後のサイドサポート材の寸法を計測した。表1に示す実施例1のサイドサポート材の成形後の寸法に対して、±5〜10%の寸法差が生じた場合は「△」、±10%超の寸法差が生じた場合は「×」として評価した。
【0040】
2.サイドサポート材のろう材中のSi粒子の平均円相当径
サイドサポート材の断面を走査型電子顕微鏡JSM−6390LV(日本電子株式会社製)を用いて観察し、ろう材中のSi粒子について画像解析ソフトImage−Pro(Media Cybernetics社製)を用いて画像解析を行い、平均の円相当径を測定した。
【0041】
3.サイドサポート材のろう付直後の引張強度
コルゲート成形加工を行い、波形に加工した厚さ0.05mm、JIS3003合金製のフィンをサイドサポート材のろう材側の面に組みつけて、窒素雰囲気中、600℃、3分間のろう付処理を施すことによりサイドサポート材とフィンをろう付けした。ろう付け直後に引張り試験を行うことにより、サイドサポート材の強度を測定した。サイドサポート材はJIS5号試験片形状に加工し、これを試験片として用い、引張試験機として島津製作所社製:AG−GI 10kNを使用して、引張速度2mm/分で引張試験を行うことにより、ろう付直後の引張強度(耐力:MPa)を測定した。引張強度170MPa以上で強度良好である。
【0042】
4.サイドサポート材の時効後の引張強さ
上記の手順でフィンをろう付けしたサイドサポート材を、80℃にて1週間時効処理した後、上記3と同様にして引張試験を行った。
【0043】
5.ろう付後のサイドサポート材の芯材の結晶粒径
金属顕微鏡BX60M(オリンパス株式会社製)を用い、サイドサポート材を圧延方向に平行な断面から観察し、エッチングによって結晶粒を明確にした後に芯材の結晶粒径を測定した。
【0044】
6.フィンとサイドサポート材の接合部のフィレットサイズ
上記の手順でサイドサポート材とコルゲート成形したフィンを組付けてろう付けした後、金属顕微鏡BX60M(オリンパス株式会社製)を用い、サイドサポートとフィンのろう付接合部に形成されたフィレットの観察を断面から実施し、フィレットの断面写真を撮影し、その写真よりフィレットサイズを求めた。表1に示す実施例1のフィレットサイズに対して、±10%超の寸法差が生じた場合は「×」として評価した。
【0045】
7.ろう侵食性
上記の手順でサイドサポートとコルゲート成形した厚さ0.05mm、JIS3003合金製のフィンを組付けてろう付けした後、金属顕微鏡BX60M(オリンパス株式会社製)を用い、サイドサポート材とフィンのろう付接合部に形成されたフィレットの観察を断面から実施し、フィレットの断面写真を撮影し、ろう侵食率からろう侵食性を判断した。
【0046】
【表1】
【0047】
【表2】
【0048】
表1に示すように、実施例1〜31は、いずれもサイドサポート材のろう付後の強度に優れ、成形性も良好であり、フィンへのろう侵食が抑えられており、耐エロージョン性に優れていた。なかでも、均質化処理を550〜610℃、1〜10時間の範囲で行った実施例1〜23、及び均質化処理を行わなかった実施例27〜29では、サイドサポート材の成形性が良好で、且つ耐エロージョン性に特に優れていた。
【0049】
表2に示すように、サイドサポート材の芯材におけるMn、Si、Cu、Mgのいずれかの含有量が、本発明の所定範囲を下回る比較例1、3、5、7は、ろう付後の強度が低下していた。また、MnまたはSiの含有量が少ない比較例1、3では、耐エロージョン性が低くなっていた。
サイドサポート材の芯材におけるMn、Si、Cu、Mgのいずれかの含有量が、本発明の所定範囲を超える比較例2、4、6、8では、芯材の強度が高くなり過ぎて、成形性が低くなっていた。
【0050】
サイドサポート材のろう材におけるSiの含有量が本発明の所定範囲よりも少ない比較例9では、ろう付熱処理時の溶融ろうの量が少なくなり、フィレットサイズが小さく、十分なろう付性が得られなかった。
サイドサポート材のろう材におけるSiの含有量が本発明の所定範囲よりも多い比較例10では、溶融ろうの量が多くなり過ぎるために、ろう侵食率が高く、フィレットサイズも大きくなっていた。
【0051】
サイドサポート材の拡散防止層におけるMn、Si、Cuのいずれかの含有量が、本発明の所定範囲を下回る比較例11、13、15は、ろう付後の強度が低下していた。
サイドサポート材の拡散防止層におけるMn、Si、Cuのいずれかの含有量が、本発明の所定範囲を超える比較例12、14、16では、拡散防止層の強度が高くなり過ぎて、成形性が低くなっていた。
【符号の説明】
【0052】
1…熱交換器、2…ヘッダーパイプ、3…チューブ、4…フィン、5…サイドサポート材、5S…芯材、5K…拡散防止層、5R…ろう材、7…フィレット。
【特許請求の範囲】
【請求項1】
Mn:1.0〜2.0質量%、Si:0.5〜1.5質量%、Cu:0.3〜1.2質量%、Mg:0.03〜0.3質量%、残部Alと不可避不純物からなるアルミニウム合金から構成される芯材の一方の面に、Si:3.0〜9.0質量%、残部Alと不可避不純物からなるアルミニウム合金から構成されるろう材がクラッドされ、前記芯材の他方の面にMn:1.0〜2.0質量%、Si:0.3〜1.7質量%、Cu:0.03〜0.25質量%、残部Alと不可避不純物からなるアルミニウム合金から構成される拡散防止層がクラッドされてなることを特徴とするサイドサポート材。
【請求項2】
前記芯材が、さらに、Zr:0.05〜0.25質量%、Ti:0.03〜0.20質量%のうち、1種又は2種を含有することを特徴とする請求項1に記載のサイドサポート材。
【請求項3】
前記拡散防止層が、さらに、Zn:0.05質量%以上0.5質量%未満を含有することを特徴とする請求項1又は2に記載のサイドサポート材。
【請求項4】
前記芯材のろう付後の結晶粒径が200μm以下であることを特徴とする請求項1〜3のいずれか一項に記載のサイドサポート材。
【請求項5】
前記ろう材中のSi粒子の平均円相当径が2μm以下であることを特徴とする請求項1〜4のいずれか一項に記載のサイドサポート材。
【請求項6】
請求項1〜5のいずれか一項に記載のサイドサポート材を製造する方法であって、
前記サイドサポートの前記芯材を、550℃以上610℃以下で且つ1時間以上10時間以下行う均質化処理を実施する製法、もしくは均質化処理を実施しない製法で作製することを特徴とするサイドサポート材の製造方法。
【請求項1】
Mn:1.0〜2.0質量%、Si:0.5〜1.5質量%、Cu:0.3〜1.2質量%、Mg:0.03〜0.3質量%、残部Alと不可避不純物からなるアルミニウム合金から構成される芯材の一方の面に、Si:3.0〜9.0質量%、残部Alと不可避不純物からなるアルミニウム合金から構成されるろう材がクラッドされ、前記芯材の他方の面にMn:1.0〜2.0質量%、Si:0.3〜1.7質量%、Cu:0.03〜0.25質量%、残部Alと不可避不純物からなるアルミニウム合金から構成される拡散防止層がクラッドされてなることを特徴とするサイドサポート材。
【請求項2】
前記芯材が、さらに、Zr:0.05〜0.25質量%、Ti:0.03〜0.20質量%のうち、1種又は2種を含有することを特徴とする請求項1に記載のサイドサポート材。
【請求項3】
前記拡散防止層が、さらに、Zn:0.05質量%以上0.5質量%未満を含有することを特徴とする請求項1又は2に記載のサイドサポート材。
【請求項4】
前記芯材のろう付後の結晶粒径が200μm以下であることを特徴とする請求項1〜3のいずれか一項に記載のサイドサポート材。
【請求項5】
前記ろう材中のSi粒子の平均円相当径が2μm以下であることを特徴とする請求項1〜4のいずれか一項に記載のサイドサポート材。
【請求項6】
請求項1〜5のいずれか一項に記載のサイドサポート材を製造する方法であって、
前記サイドサポートの前記芯材を、550℃以上610℃以下で且つ1時間以上10時間以下行う均質化処理を実施する製法、もしくは均質化処理を実施しない製法で作製することを特徴とするサイドサポート材の製造方法。
【図1】

【図2】
【図3】

【図2】
【図3】
【公開番号】特開2013−91840(P2013−91840A)
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願番号】特願2011−236165(P2011−236165)
【出願日】平成23年10月27日(2011.10.27)
【出願人】(000176707)三菱アルミニウム株式会社 (446)
【Fターム(参考)】
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願日】平成23年10月27日(2011.10.27)
【出願人】(000176707)三菱アルミニウム株式会社 (446)
【Fターム(参考)】
[ Back to top ]