
ストッパーヘッド
【課題】先端部外表面と雌ネジ部間に亀裂が生じにくい構成のストッパーヘッドを提供する。
【解決手段】ストッパーヘッド本体4の軸方向の略中心には、スピンドルを螺合するための雌ネジ部5が形成されている。雌ネジ部5の下端は、先端部2とストッパーヘッド本体4の接合面6よりも上部に位置している。ストッパーヘッド本体4は操業時に溶鋼に浸漬されて全体が湯面以下となり、雌ネジ部5の全体が溶鋼中に浸漬する。黒鉛8〜30重量%、残部をアルミナ、ジルコニア、マグネシア若しくはスピネルの一種以上の耐火骨材を含む配合物としたストッパーヘッド1の先端部2と、ストッパーヘッド本体4を静水圧プレスにより一体成形したから、ストッパーヘッド1の先端部2が均一で緻密な組織となり、先端部2の外表面と雌ネジ部5間に亀裂が生じ難くなり、耐用寿命を延長することができる。
【解決手段】ストッパーヘッド本体4の軸方向の略中心には、スピンドルを螺合するための雌ネジ部5が形成されている。雌ネジ部5の下端は、先端部2とストッパーヘッド本体4の接合面6よりも上部に位置している。ストッパーヘッド本体4は操業時に溶鋼に浸漬されて全体が湯面以下となり、雌ネジ部5の全体が溶鋼中に浸漬する。黒鉛8〜30重量%、残部をアルミナ、ジルコニア、マグネシア若しくはスピネルの一種以上の耐火骨材を含む配合物としたストッパーヘッド1の先端部2と、ストッパーヘッド本体4を静水圧プレスにより一体成形したから、ストッパーヘッド1の先端部2が均一で緻密な組織となり、先端部2の外表面と雌ネジ部5間に亀裂が生じ難くなり、耐用寿命を延長することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、タンディッシュからの溶鋼の流出を制御するストッパーのストッパーヘッドに関するものである。
【背景技術】
【0002】
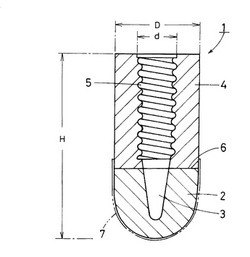
タンディッシュの流出口を開閉して溶鋼の流出を制御するストッパーのストッパーヘッドの先端部は、鋳造開始時にタンディッシュに注入される高温の溶鋼が最初に接触する。このため、ストッパーヘッドに直接大きな熱衝撃が作用する。また、吊持されるストッパーを下降させて、タンディッシュ上ノズルを閉じる際の衝撃や振動も大きい。図4に示すように従来のストッパーヘッドは、紡錘形の先端部aまでスピンドルを螺合するための雌ネジ部bが形成されていた。このため、上記の熱衝撃やタンディッシュ上ノズル閉塞時の衝撃が繰り返し作用すると、先端部外表面と雌ネジ部間に亀裂が発生し易い。
【0003】
また、特開平10−193051号公報、特開平11−254104号公報等に開示されるように、ストッパーヘッドとスピンドルとのセット方法の改善か、ストッパーヘッドの先端部表面に、タンディッシュの予熱時にストッパーヘッド先端部とタンディッシュ上ノズルが溶着してしまわないように、溶着防止剤を塗付したものがある。
【0004】
しかしながら、鋳造時の熱衝撃やタンディッシュ上ノズル閉塞時の衝撃が過大となる場合には、上記ストッパーヘッドとスピンドルのセット方法の改善では、完全に先端部外表面と雌ネジ部間に発生する亀裂を抑えることができない。
【特許文献1】特開平10−193051号公報
【特許文献2】特開平11−254104号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、上記問題点を解決するためになされたもので、先端部外表面と雌ネジ部間に亀裂が生じにくい構成のストッパーヘッドを提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するための請求項1に記載のストッパーヘッドは、タンディッシュからの溶鋼の流出を制御するストッパーのストッパーヘッドであって、操業時溶鋼にネジ部の全体が溶鋼中に浸漬しているストッパーヘッド本体に、直胴部の軸方向の略中心にスピンドルを螺合するための雌ネジ部を形成するとともに、該ストッパーヘッド本体の外径をDとし、軸方向の全体の長さをHとした場合、D/Hが0.25〜0.83であることを特徴とする。
【0007】
請求項2に記載のストッパーヘッドは、請求項1に記載の構成において、軸方向の全体の長さHが200〜700mmであって、前記雌ネジ部の最大内径dが前記ストッパーヘッド本体の外径Dの30%以上好ましくは40%以上であることを特徴とする。
【0008】
請求項3に記載のストッパーヘッドは、請求項1又は請求項2に記載の構成において、黒鉛8〜30重量%、残部をアルミナ、ジルコニア、マグネシア若しくはスピネルの一種以上の耐火骨材を含む配合物としたストッパーヘッドの先端部と、ストッパーヘッド本体を構成するスリーブ煉瓦を、プレス成形により一体成形したことを特徴とする。
【発明の効果】
【0009】
請求項1に記載したストッパーヘッドによれば、操業時溶鋼にネジ部の全体が溶鋼中に浸漬しているストッパーヘッド本体の直胴部にスピンドルを螺合する雌ネジ部が形成され、操業開始時の大きな熱衝撃及びタンディッシュ上ノズル閉塞の際の衝撃が直接作用するストッパーヘッドの先端部に雌ネジ部が形成されていないから、先端部外表面と雌ネジ部間に亀裂が生じ難くなり、耐用寿命を延長することができる。
【0010】
また、ストッパーヘッド本体の外径をDとし、軸方向の全体の長さをHとした場合、D/Hが0.25〜0.83であるから、従来のストッパーヘッドに比べ雌ネジ部を延長することが可能となり、該雌ネジ部に作用する物理的応力を緩和でき、亀裂の発生を抑制でき耐用寿命を延長することができる。
【0011】
請求項2に記載したストッパーヘッドによれば、軸方向の全体の長さHが200〜700mmであって、前記雌ネジ部の最大内径が前記ストッパーヘッド本体の外径Dの40%以上であるから、スピンドルと雌ネジ部の接触面積を増加することが可能となり、該雌ネジ部に作用する物理的応力を緩和できるという効果がある。全体の長さHが200mm未満であると雌ネジ部の長さが十分に採れなくなり事故率が上昇する。また、全体の長さHが700mmを超えると機械的強度が低下して折損率が上昇する。
【0012】
請求項3に記載したストッパーヘッドによれば、黒鉛8〜30重量%、残部をアルミナ、ジルコニア、マグネシア若しくはスピネルの一種以上の耐火骨材を含む配合物としたストッパーヘッドの先端部と、ストッパーヘッド本体を構成するスリーブ煉瓦を、プレス成形により一体成形したから、ストッパーヘッドの先端部が均一で緻密な組織となり、先端部外表面と雌ネジ部間に亀裂が生じ難くなり、耐用寿命を延長することができる。また、先端部とストッパーヘッド本体とを一体成形するもので、ストッパー全体をプレス成形で一体成形するのに比べ製造コストを低減できる。
【発明を実施するための最良の形態】
【0013】
先端部外表面と雌ネジ部間に亀裂が生じにくい構成のストッパーヘッドを提供するという目的を、外径寸法が略等しく、操業時溶鋼にネジ部の全体が溶鋼中に浸漬しているストッパーヘッド本体に、直胴部の軸方向の略中心にスピンドルを螺合するための雌ネジ部を形成するとともに、該ストッパーヘッド本体の外径をDとし、軸方向の全体の長さをHとした場合、D/Hが0.25〜0.83となる構成とすることにより実現した。
【実施例】
【0014】
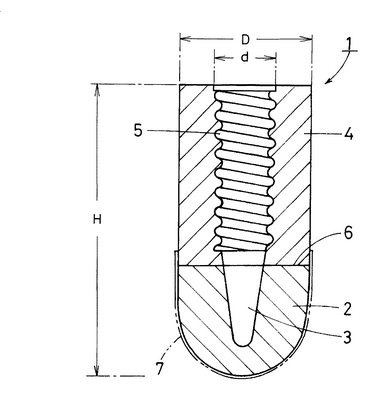
本発明の実施例を添付図面を参照して説明する。図1は、本実施例に係るストッパーヘッド1の断面図である。ストッパーヘッド1は、紡錘形の先端部2と外径が略等しいストッパーヘッド本体4とから構成されている。先端部2の組成は、黒鉛8〜30重量%、残部をアルミナ、ジルコニア、マグネシア若しくはスピネルの一種以上の耐火骨材を含む配合物から構成されている。ストッパーヘッド本体4は、ストッパー本体の最下部を構成するスリーブ煉瓦により構成されている。そして、先端部2とストッパーヘッド本体4は、静水圧プレスにより一体成形される。
【0015】
先端部2は、静水圧プレス成形により均一で緻密な組織に形成される。先細り状の穴3は、スピンドル(図示せず)を介して送給される冷却風を循環させるためのものである。ストッパーヘッド本体4の軸方向の略中心には、スピンドルを螺合するための雌ネジ部5が形成されている。雌ネジ部5の下端は、先端部2とストッパーヘッド本体4の接合面6よりも上部に位置している。ストッパーヘッド本体4は操業時に溶鋼に浸漬されて全体が湯面以下となり、雌ネジ部5の全体が溶鋼中に浸漬する。そして、先端部2の外表面とストッパーヘッド本体4の下端部に掛けて、酸化防止剤7が塗付されている。
【0016】
上記ストッパーヘッド1は、先端部2とストッパーヘッド本体4を含めた全体の長さHが200〜700mmである。雌ネジ部5の最大内径dは、ストッパーヘッド本体4の外径Dの30%好ましくは40%以上となるように40〜70mmに形成される。そして、雌ネジ部5のネジピッチが17mm以上に形成される。雌ネジ部5は、R3〜R8のネジが形成される。そして、ストッパーヘッド本体4の外径をDとし、軸方向の全体の長さをHとした場合、D/Hが0.25〜0.83である。全体の長さHが200mm未満であると雌ネジ部の長さが十分に採れなくなり事故率が上昇する。また、全体の長さHが700mmを超えると機械的強度が低下して折損率が上昇する。
【0017】
表1は、従来品のストッパーヘッドと本発明に係るストッパーヘッド1の具体的形状に基づく、引張り応力を作用させたときの雌ネジ部5に生じるせん断応力を比較したものである。
【0018】
【表1】

【0019】
上記従来品ではせん断応力が作用する面が少ない(スピンドルと螺合するネジで4山ネジ)為、単位面積当たりのせん断力が大きくなる。本発明品では、6山ネジとし、ネジ径を大きくすることで単位面積当たりのせん断力を小さくすることができる。これにより、ストッパーヘッド1の雌ネジ部5に作用する応力(冷間時では、引張り応力とせん断応力の合成応力が作用する)を低減できる。
【0020】
そして、鋳造開始時の大きな熱衝撃及びタンディッシュ上ノズル閉塞の際の衝撃が直接作用するストッパーヘッド1の先端部2に、スピンドルを螺合する雌ネジ部5が形成されていないから、先端部2の外表面と雌ネジ部5間に亀裂が生じ難くなり、耐用寿命を延長することができる。
【0021】
また、ストッパーヘッド本体4の外径をDとし、軸方向の全体の長さをHとした場合、D/Hが0.25〜0.83としたから、従来のストッパーヘッドに比べ雌ネジ部5を延長することが可能となり、該雌ネジ部5への応力集中を緩和することができ、亀裂の発生を抑制でき、耐用寿命を延長できる。
【0022】
さらに、軸方向の全体の長さHが200〜700mmであって、雌ネジ部5の最大内径がストッパーヘッド本体4の外径Dの30%好ましくは40%以上であるから、スピンドルと雌ネジ部5の接触面積を増加することが可能となり、該雌ネジ部5に作用する物理的応力を緩和できる。
【0023】
そして、黒鉛8〜30重量%、残部をアルミナ、ジルコニア、マグネシア若しくはスピネルの一種以上の耐火骨材を含む配合物としたストッパーヘッド1の先端部2と、ストッパー本体の最下部を構成するスリーブ煉瓦からなるストッパーヘッド本体4を静水圧プレスにより一体成形したから、ストッパーヘッド1の先端部2が均一で緻密な組織となり、先端部2の外表面と雌ネジ部5間に亀裂が生じ難くなり、耐用寿命を延長することができる。また、ストッパーヘッド本体4をストッパー本体の最下部を構成するスリーブ煉瓦1個分までとすることにより、ストッパー全体を静水圧プレスにより製造するのに比べ製造コストを低減できる。
尚、静水圧プレス成形に代えて、油圧プレス成形又はフリクションプレス成形とすることもできる。
【0024】
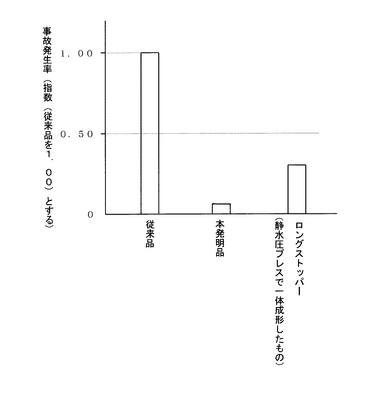
図2は、ストッパーヘッドの先端部の脱落事故発生率を、本発明品、従来品及びロングストッパー(静水圧プレスで一体成形したもの)とで比較したグラフである。従来品及びロングストッパーに比べて、本発明品は事故発生率を大幅に低減することができた。
【0025】
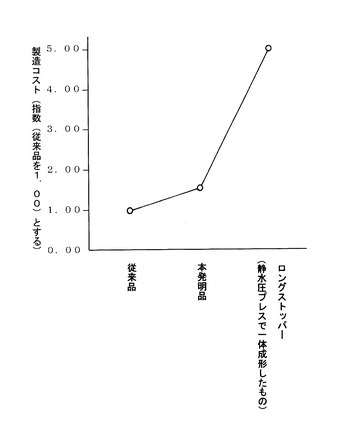
図3は、製造コストを、本発明品、従来品及びロングストッパー(静水圧プレスで一体成形したもの)とで比較したグラフである。製造コストは、従来品に比べ若干高いが、ロングストッパーに比べると低くなっている。従来品より高くなる分は、事故発生率が低減される分により十分相殺できるものであり、本発明品は従来品に比べて経済性が高いことが分かる。
【図面の簡単な説明】
【0026】
【図1】ストッパーヘッドの断面図である。
【図2】事故率を比較したグラフである。
【図3】製造コストを比較したグラフである。
【図4】従来品の断面図である。
【符号の説明】
【0027】
1 ストッパーヘッド
2 先端部
4 ストッパーヘッド本体
5 雌ネジ部
【技術分野】
【0001】
本発明は、タンディッシュからの溶鋼の流出を制御するストッパーのストッパーヘッドに関するものである。
【背景技術】
【0002】
タンディッシュの流出口を開閉して溶鋼の流出を制御するストッパーのストッパーヘッドの先端部は、鋳造開始時にタンディッシュに注入される高温の溶鋼が最初に接触する。このため、ストッパーヘッドに直接大きな熱衝撃が作用する。また、吊持されるストッパーを下降させて、タンディッシュ上ノズルを閉じる際の衝撃や振動も大きい。図4に示すように従来のストッパーヘッドは、紡錘形の先端部aまでスピンドルを螺合するための雌ネジ部bが形成されていた。このため、上記の熱衝撃やタンディッシュ上ノズル閉塞時の衝撃が繰り返し作用すると、先端部外表面と雌ネジ部間に亀裂が発生し易い。
【0003】
また、特開平10−193051号公報、特開平11−254104号公報等に開示されるように、ストッパーヘッドとスピンドルとのセット方法の改善か、ストッパーヘッドの先端部表面に、タンディッシュの予熱時にストッパーヘッド先端部とタンディッシュ上ノズルが溶着してしまわないように、溶着防止剤を塗付したものがある。
【0004】
しかしながら、鋳造時の熱衝撃やタンディッシュ上ノズル閉塞時の衝撃が過大となる場合には、上記ストッパーヘッドとスピンドルのセット方法の改善では、完全に先端部外表面と雌ネジ部間に発生する亀裂を抑えることができない。
【特許文献1】特開平10−193051号公報
【特許文献2】特開平11−254104号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、上記問題点を解決するためになされたもので、先端部外表面と雌ネジ部間に亀裂が生じにくい構成のストッパーヘッドを提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するための請求項1に記載のストッパーヘッドは、タンディッシュからの溶鋼の流出を制御するストッパーのストッパーヘッドであって、操業時溶鋼にネジ部の全体が溶鋼中に浸漬しているストッパーヘッド本体に、直胴部の軸方向の略中心にスピンドルを螺合するための雌ネジ部を形成するとともに、該ストッパーヘッド本体の外径をDとし、軸方向の全体の長さをHとした場合、D/Hが0.25〜0.83であることを特徴とする。
【0007】
請求項2に記載のストッパーヘッドは、請求項1に記載の構成において、軸方向の全体の長さHが200〜700mmであって、前記雌ネジ部の最大内径dが前記ストッパーヘッド本体の外径Dの30%以上好ましくは40%以上であることを特徴とする。
【0008】
請求項3に記載のストッパーヘッドは、請求項1又は請求項2に記載の構成において、黒鉛8〜30重量%、残部をアルミナ、ジルコニア、マグネシア若しくはスピネルの一種以上の耐火骨材を含む配合物としたストッパーヘッドの先端部と、ストッパーヘッド本体を構成するスリーブ煉瓦を、プレス成形により一体成形したことを特徴とする。
【発明の効果】
【0009】
請求項1に記載したストッパーヘッドによれば、操業時溶鋼にネジ部の全体が溶鋼中に浸漬しているストッパーヘッド本体の直胴部にスピンドルを螺合する雌ネジ部が形成され、操業開始時の大きな熱衝撃及びタンディッシュ上ノズル閉塞の際の衝撃が直接作用するストッパーヘッドの先端部に雌ネジ部が形成されていないから、先端部外表面と雌ネジ部間に亀裂が生じ難くなり、耐用寿命を延長することができる。
【0010】
また、ストッパーヘッド本体の外径をDとし、軸方向の全体の長さをHとした場合、D/Hが0.25〜0.83であるから、従来のストッパーヘッドに比べ雌ネジ部を延長することが可能となり、該雌ネジ部に作用する物理的応力を緩和でき、亀裂の発生を抑制でき耐用寿命を延長することができる。
【0011】
請求項2に記載したストッパーヘッドによれば、軸方向の全体の長さHが200〜700mmであって、前記雌ネジ部の最大内径が前記ストッパーヘッド本体の外径Dの40%以上であるから、スピンドルと雌ネジ部の接触面積を増加することが可能となり、該雌ネジ部に作用する物理的応力を緩和できるという効果がある。全体の長さHが200mm未満であると雌ネジ部の長さが十分に採れなくなり事故率が上昇する。また、全体の長さHが700mmを超えると機械的強度が低下して折損率が上昇する。
【0012】
請求項3に記載したストッパーヘッドによれば、黒鉛8〜30重量%、残部をアルミナ、ジルコニア、マグネシア若しくはスピネルの一種以上の耐火骨材を含む配合物としたストッパーヘッドの先端部と、ストッパーヘッド本体を構成するスリーブ煉瓦を、プレス成形により一体成形したから、ストッパーヘッドの先端部が均一で緻密な組織となり、先端部外表面と雌ネジ部間に亀裂が生じ難くなり、耐用寿命を延長することができる。また、先端部とストッパーヘッド本体とを一体成形するもので、ストッパー全体をプレス成形で一体成形するのに比べ製造コストを低減できる。
【発明を実施するための最良の形態】
【0013】
先端部外表面と雌ネジ部間に亀裂が生じにくい構成のストッパーヘッドを提供するという目的を、外径寸法が略等しく、操業時溶鋼にネジ部の全体が溶鋼中に浸漬しているストッパーヘッド本体に、直胴部の軸方向の略中心にスピンドルを螺合するための雌ネジ部を形成するとともに、該ストッパーヘッド本体の外径をDとし、軸方向の全体の長さをHとした場合、D/Hが0.25〜0.83となる構成とすることにより実現した。
【実施例】
【0014】
本発明の実施例を添付図面を参照して説明する。図1は、本実施例に係るストッパーヘッド1の断面図である。ストッパーヘッド1は、紡錘形の先端部2と外径が略等しいストッパーヘッド本体4とから構成されている。先端部2の組成は、黒鉛8〜30重量%、残部をアルミナ、ジルコニア、マグネシア若しくはスピネルの一種以上の耐火骨材を含む配合物から構成されている。ストッパーヘッド本体4は、ストッパー本体の最下部を構成するスリーブ煉瓦により構成されている。そして、先端部2とストッパーヘッド本体4は、静水圧プレスにより一体成形される。
【0015】
先端部2は、静水圧プレス成形により均一で緻密な組織に形成される。先細り状の穴3は、スピンドル(図示せず)を介して送給される冷却風を循環させるためのものである。ストッパーヘッド本体4の軸方向の略中心には、スピンドルを螺合するための雌ネジ部5が形成されている。雌ネジ部5の下端は、先端部2とストッパーヘッド本体4の接合面6よりも上部に位置している。ストッパーヘッド本体4は操業時に溶鋼に浸漬されて全体が湯面以下となり、雌ネジ部5の全体が溶鋼中に浸漬する。そして、先端部2の外表面とストッパーヘッド本体4の下端部に掛けて、酸化防止剤7が塗付されている。
【0016】
上記ストッパーヘッド1は、先端部2とストッパーヘッド本体4を含めた全体の長さHが200〜700mmである。雌ネジ部5の最大内径dは、ストッパーヘッド本体4の外径Dの30%好ましくは40%以上となるように40〜70mmに形成される。そして、雌ネジ部5のネジピッチが17mm以上に形成される。雌ネジ部5は、R3〜R8のネジが形成される。そして、ストッパーヘッド本体4の外径をDとし、軸方向の全体の長さをHとした場合、D/Hが0.25〜0.83である。全体の長さHが200mm未満であると雌ネジ部の長さが十分に採れなくなり事故率が上昇する。また、全体の長さHが700mmを超えると機械的強度が低下して折損率が上昇する。
【0017】
表1は、従来品のストッパーヘッドと本発明に係るストッパーヘッド1の具体的形状に基づく、引張り応力を作用させたときの雌ネジ部5に生じるせん断応力を比較したものである。
【0018】
【表1】
【0019】
上記従来品ではせん断応力が作用する面が少ない(スピンドルと螺合するネジで4山ネジ)為、単位面積当たりのせん断力が大きくなる。本発明品では、6山ネジとし、ネジ径を大きくすることで単位面積当たりのせん断力を小さくすることができる。これにより、ストッパーヘッド1の雌ネジ部5に作用する応力(冷間時では、引張り応力とせん断応力の合成応力が作用する)を低減できる。
【0020】
そして、鋳造開始時の大きな熱衝撃及びタンディッシュ上ノズル閉塞の際の衝撃が直接作用するストッパーヘッド1の先端部2に、スピンドルを螺合する雌ネジ部5が形成されていないから、先端部2の外表面と雌ネジ部5間に亀裂が生じ難くなり、耐用寿命を延長することができる。
【0021】
また、ストッパーヘッド本体4の外径をDとし、軸方向の全体の長さをHとした場合、D/Hが0.25〜0.83としたから、従来のストッパーヘッドに比べ雌ネジ部5を延長することが可能となり、該雌ネジ部5への応力集中を緩和することができ、亀裂の発生を抑制でき、耐用寿命を延長できる。
【0022】
さらに、軸方向の全体の長さHが200〜700mmであって、雌ネジ部5の最大内径がストッパーヘッド本体4の外径Dの30%好ましくは40%以上であるから、スピンドルと雌ネジ部5の接触面積を増加することが可能となり、該雌ネジ部5に作用する物理的応力を緩和できる。
【0023】
そして、黒鉛8〜30重量%、残部をアルミナ、ジルコニア、マグネシア若しくはスピネルの一種以上の耐火骨材を含む配合物としたストッパーヘッド1の先端部2と、ストッパー本体の最下部を構成するスリーブ煉瓦からなるストッパーヘッド本体4を静水圧プレスにより一体成形したから、ストッパーヘッド1の先端部2が均一で緻密な組織となり、先端部2の外表面と雌ネジ部5間に亀裂が生じ難くなり、耐用寿命を延長することができる。また、ストッパーヘッド本体4をストッパー本体の最下部を構成するスリーブ煉瓦1個分までとすることにより、ストッパー全体を静水圧プレスにより製造するのに比べ製造コストを低減できる。
尚、静水圧プレス成形に代えて、油圧プレス成形又はフリクションプレス成形とすることもできる。
【0024】
図2は、ストッパーヘッドの先端部の脱落事故発生率を、本発明品、従来品及びロングストッパー(静水圧プレスで一体成形したもの)とで比較したグラフである。従来品及びロングストッパーに比べて、本発明品は事故発生率を大幅に低減することができた。
【0025】
図3は、製造コストを、本発明品、従来品及びロングストッパー(静水圧プレスで一体成形したもの)とで比較したグラフである。製造コストは、従来品に比べ若干高いが、ロングストッパーに比べると低くなっている。従来品より高くなる分は、事故発生率が低減される分により十分相殺できるものであり、本発明品は従来品に比べて経済性が高いことが分かる。
【図面の簡単な説明】
【0026】
【図1】ストッパーヘッドの断面図である。
【図2】事故率を比較したグラフである。
【図3】製造コストを比較したグラフである。
【図4】従来品の断面図である。
【符号の説明】
【0027】
1 ストッパーヘッド
2 先端部
4 ストッパーヘッド本体
5 雌ネジ部
【特許請求の範囲】
【請求項1】
タンディッシュからの溶鋼の流出を制御するストッパーのストッパーヘッドにおいて、
操業時溶鋼にネジ部の全体が溶鋼中に浸漬しているストッパーヘッド本体に、直胴部の軸方向の略中心にスピンドルを螺合するための雌ネジ部を形成するとともに、該ストッパーヘッド本体の外径をDとし、軸方向の全体の長さをHとした場合、D/Hが0.25〜0.83であることを特徴とするストッパーヘッド。
【請求項2】
軸方向の全体の長さHが200〜700mmであって、前記雌ネジ部の最大内径dが前記ストッパーヘッド本体の外径Dの30%以上好ましくは40%以上であることを特徴とする請求項1に記載のストッパーヘッド。
【請求項3】
黒鉛8〜30重量%、残部をアルミナ、ジルコニア、マグネシア若しくはスピネルの一種以上の耐火骨材を含む配合物としたストッパーヘッドの先端部と、ストッパーヘッド本体を構成するスリーブ煉瓦を、プレス成形により一体成形したことを特徴とする請求項1又は請求項2に記載のストッパーヘッド。
【請求項1】
タンディッシュからの溶鋼の流出を制御するストッパーのストッパーヘッドにおいて、
操業時溶鋼にネジ部の全体が溶鋼中に浸漬しているストッパーヘッド本体に、直胴部の軸方向の略中心にスピンドルを螺合するための雌ネジ部を形成するとともに、該ストッパーヘッド本体の外径をDとし、軸方向の全体の長さをHとした場合、D/Hが0.25〜0.83であることを特徴とするストッパーヘッド。
【請求項2】
軸方向の全体の長さHが200〜700mmであって、前記雌ネジ部の最大内径dが前記ストッパーヘッド本体の外径Dの30%以上好ましくは40%以上であることを特徴とする請求項1に記載のストッパーヘッド。
【請求項3】
黒鉛8〜30重量%、残部をアルミナ、ジルコニア、マグネシア若しくはスピネルの一種以上の耐火骨材を含む配合物としたストッパーヘッドの先端部と、ストッパーヘッド本体を構成するスリーブ煉瓦を、プレス成形により一体成形したことを特徴とする請求項1又は請求項2に記載のストッパーヘッド。
【図1】

【図2】
【図3】
【図4】

【図2】
【図3】
【図4】
【公開番号】特開2006−224124(P2006−224124A)
【公開日】平成18年8月31日(2006.8.31)
【国際特許分類】
【出願番号】特願2005−38849(P2005−38849)
【出願日】平成17年2月16日(2005.2.16)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【出願人】(000244176)明智セラミックス株式会社 (40)
【Fターム(参考)】
【公開日】平成18年8月31日(2006.8.31)
【国際特許分類】
【出願日】平成17年2月16日(2005.2.16)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【出願人】(000244176)明智セラミックス株式会社 (40)
【Fターム(参考)】
[ Back to top ]