
バニシング穴あけ工具

【解決手段】一方のドリル溝4と一方のリーマ溝6との間にわたりシャフト2の外周には荒刃段差部12を形成している。他方のドリル溝4と他方のリーマ溝7との間、一方のリーマ溝6と他方のリーマ溝6との間にわたり仕上刃段差部17,18を形成している。荒刃段差部12と仕上刃段差部17,18とは、天井面14,20と外周面とを有している。シャフト2の外周面の半径R13,R19と荒刃段差部12の外周面の半径R15との寸法差W12を、0.1mm以上0.15mm以下に設定するとともに、シャフト2の外周面の半径R13,R19と仕上刃段差部17,18の外周面の半径R21との寸法差W17,W18を、0.3mm以上0.5mm以下に設定した。
【効果】特定のバニシング穴あけ工具において、撓み易い加工物に穴あけ加工をする際、加工時の弾性歪を避けて穴あけ精度を高めることができる。
【効果】特定のバニシング穴あけ工具において、撓み易い加工物に穴あけ加工をする際、加工時の弾性歪を避けて穴あけ精度を高めることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、穴あけと同時に穴内周面のバニシュ仕上げを行うバニシング穴あけ工具に関するものである。
【背景技術】
【0002】
下記特許文献1にかかるバニシングドリルは、下記のように構成されている。
シャンク1から連続する軸本体2(シャフト)の外周に一対のドリル溝3が軸本体2の頭頂部7(先端面)から中心軸線Lの方向(軸線方向)へ延設されている。この両ドリル溝3間で軸本体2の外周に二つのリーマ溝4が軸本体2の頭頂部7から中心軸線Lの方向へ延設されている。軸本体2の回転方向で互いに隣接する両ドリル溝3のうち、軸本体2の切削回転向きX側になる一方のドリル溝3と一方のリーマ溝4との間にわたり軸本体2の外周には軸本体2の頭頂部7に連続する荒刃段差部14が形成されている。軸本体2の切削回転向きXに対し反対向き側になる他方のドリル溝3と他方のリーマ溝4との間、一方のリーマ溝4と他方のリーマ溝4との間にわたり、それぞれ、軸本体2の外周には軸本体2の頭頂部7に連続する仕上刃段差部15が形成されている。この荒刃段差部14は、軸本体2の外周面との境界縁から中心軸線L側へ延びる天井面と、軸本体2の頭頂部7との境界縁から中心軸線Lの方向へこの天井面まで延びる外周面とを有している。この両仕上刃段差部15は、軸本体2の外周面との境界縁から中心軸線L側へ延びるすくい面16と、軸本体2の頭頂部7との境界縁から中心軸線Lの方向へこのすくい面16まで延びる外周面とを有している。
【0003】
下記特許文献1では、軸本体2の外周面の半径と荒刃段差部14の外周面の半径との寸法差が0.015mm以上0.02mm以下、すなわちそれらの直径差が0.03mm以上0.04mm以下に設定されているとともに、軸本体2の外周面の半径と両仕上刃段差部15の外周面の半径との寸法差が、軸本体2の外周面の半径と荒刃段差部14の外周面の半径との寸法差よりも大きく設定されていることがそれぞれ明示されている。
【特許文献1】実公平6−45287号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
従来、撓み易い加工物に穴あけ加工をする際、加工時の弾性歪を避けるため、複雑な加工物固定手段を採用したり、数工程にわたる穴あけを行ったりしていた。このように加工時の弾性歪を防止する特別な穴あけ手段を採用すると、製造コストが高くなる問題があった。
【0005】
そこで、後記実施形態で詳述するように、加工時の弾性歪を防止する特別な穴あけ手段を採用することなく、従来のバニシングドリルにより、撓み易い加工物に穴あけ加工を行い、加工径と加工深さとの関係について実際の穿孔デ−タを調べた。その結果、図3(a)(b)(c)の破線で示すように、従来のバニシングドリルでは加工深さが大きくなると10H7(10.000mm〜10.015mmの範囲)を超えてしまうおそれがあることが分かった。
【0006】
この発明は、特定のバニシング穴あけ工具において、撓み易い加工物に穴あけ加工をする際、加工時の弾性歪を避けて穴あけ精度を高めることを目的としている。
【課題を解決するための手段】
【0007】
後記実施形態の図面(図1〜3)の符号を援用して本発明を説明する。
請求項1の発明にかかるバニシング穴あけ工具(1)は下記のように構成されている。
シャンク(3)から連続するシャフト(2)の外周に複数のドリル溝(4)をシャフト(2)の先端面(5)から軸線方向(X)へ延設している。この各ドリル溝(4)間でシャフト(2)の外周に少なくとも一つのリーマ溝(6,7)をシャフト(2)の先端面(5)から軸線方向(X)へ延設している。シャフト(2)の回転方向(P)で互いに隣接する両ドリル溝(4)のうち、シャフト(2)の切削回転向き(PF)側になる一方のドリル溝(4)とリーマ溝(6)との間にわたりシャフト(2)の外周(この一方のドリル溝4とリーマ溝6との間の荒刃突条部8の外周)にはシャフト(2)の先端面(5)に連続する荒刃段差部(12)を形成している。ちなみに、このシャフト(2)の先端面(5)にはこの一方のドリル溝(4)との境界縁で切刃(16)を形成している。シャフト(2)の切削回転向き(PF)に対し反対向き(PB)側になる他方のドリル溝(4)とリーマ溝(6)との間にわたりシャフト(2)の外周(このリーマ溝6と他方のドリル溝4との間の仕上刃突条部9,10の外周)にはシャフト(2)の先端面(5)に連続する仕上刃段差部(17,18)を形成している。この荒刃段差部(12)と仕上刃段差部(17,18)とは、いずれも、シャフト(2)の外周面(13,19)との境界縁(14a,20a)から回転中心線(2a)側へ延びる天井面(14,20)と、シャフト(2)の先端面(5)との境界縁(15a,21a)から軸線方向(X)へこの天井面(14,20)まで延びる外周面(15,21)とを有している。ちなみに、この仕上刃段差部(17,18)において、天井面(20)は、すくい面であって、シャフト(2)の外周面(19)との境界縁(20a)で切刃(23)を有している。特に、シャフト(2)の外周面(13)の半径(R13)と荒刃段差部(12)の外周面(15)の半径(R15)との寸法差(W12)を、シャフト(2)の外周面(19)の半径(R19)と仕上刃段差部(17,18)の外周面(21)の半径(R21)との寸法差(W17,W18)よりも小さく設定するとともに、0.1mm以上0.15mm以下に設定している。
【0008】
請求項1の発明を前提とする請求項2の発明においては、シャフト(2)の外周面(19)の半径(R19)と仕上刃段差部(17,18)の外周面(21)の半径(R21)との寸法差(W17,W18)を、0.3mm以上0.5mm以下に設定している。
【0009】
請求項1または請求項2の発明を前提とする請求項3の発明においては、シャフト(2)の外周面(19)の半径(R19)と仕上刃段差部(17,18)の外周面(21)の半径(R21)との寸法差(W17,W18)と、シャフト(2)の外周面(13)の半径(R13)と荒刃段差部(12)の外周面(15)の半径(R15)との寸法差(W12)との半径差(G)を、0.15mm以上0.4mm以下に設定している。
【0010】
請求項1または請求項2または請求項3の発明を前提とする請求項4の発明においては、荒刃段差部(12)の外周面(15)でシャフト(2)の先端面(5)との境界縁(15a)から天井面(14)までの軸線方向長さ(H15)を、仕上刃段差部(17,18)の外周面(21)でシャフト(2)の先端面(5)との境界縁(21a)から天井面(20)までの軸線方向長さ(H21)よりも大きく設定するとともに、3.0mm以上6.0mm以下に設定している。
【0011】
請求項1または請求項2または請求項3の発明を前提とする請求項5の発明においては、仕上刃段差部(17,18)の外周面(21)でシャフト(2)の先端面(5)との境界縁(21a)から天井面(20)までの軸線方向長さ(H21)を、荒刃段差部(12)の外周面(15)でシャフト(2)の先端面(5)との境界縁(15a)から天井面(14)までの軸線方向長さ(H15)よりも小さく設定するとともに、0.4mm以上1.0mm以下に設定している。
【発明の効果】
【0012】
本発明は、特定のバニシング穴あけ工具において、撓み易い加工物に穴あけ加工をする際、加工時の弾性歪を避けて穴あけ精度を高めることができる。従って、加工時の弾性歪を防止する特別な穴あけ手段を採用する必要がなくなって製造コストを低減することができる。
【発明を実施するための最良の形態】
【0013】
以下、本発明の一実施形態にかかるバニシング穴あけ工具であるバニシングドリルについて図1〜3を参照して説明する。
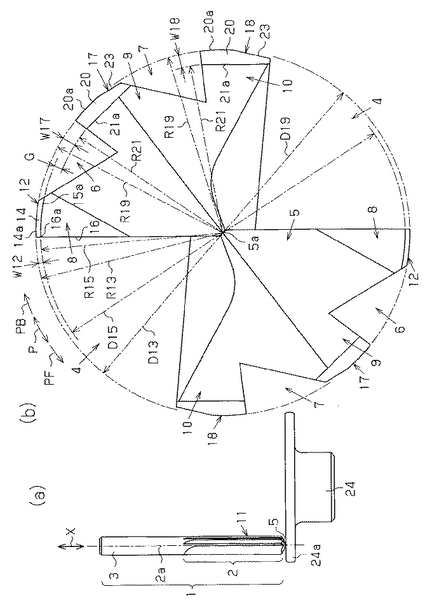
図1(a)に示すバニシングドリル1においては、後述する一対の刃部11を有するシャフト2がシャンク3から一体に連続するように形成されている。図1(b)及び図2(a)(b)に示すように、このシャフト2の外周には一対のドリル溝4がシャフト2の先端面5から軸線方向Xへ延設され、この両ドリル溝4により区画される両円周域でそれぞれシャフト2の外周に第一のリーマ溝6と第二のリーマ溝7とがシャフト2の先端面5から軸線方向Xへ延設されている。このシャフト2の先端面5は、シャフト2の回転中心線2a上にある頂部5a(回転中心部)からシャフト2の外周へ錐状に延びるように形成されているが、平坦状に形成してもよい。シャフト2の回転方向Pで互いに隣接する両ドリル溝4のうちシャフト2の切削回転向きPF側になる一方のドリル溝4と第一のリーマ溝6との間でシャフト2の外周に荒刃突条部8がシャフト2の軸線方向Xへ延設されている。第一のリーマ溝6と第二のリーマ溝7との間でシャフト2の外周に第一の仕上刃突条部9が軸線方向Xへ延設されているとともに、第二のリーマ溝7と他方のドリル溝4との間でシャフト2の外周に第二の仕上刃突条部10が軸線方向Xへ延設されている。すなわち、ドリル溝4と荒刃突条部8と第一のリーマ溝6と第一の仕上刃突条部9と第二のリーマ溝7と第二の仕上刃突条部10とが切削回転向きPFに対する反対向き(反切削回転向きPB)へ順次並設された一組の刃部11が一対形成され、これらはシャフト2の回転中心線2aを中心とした180度の点対称位置で互いに配設されている。この刃部11については、三組以上のものを点対称状に配設してもよいし、第一のリーマ溝6及び第一の仕上刃突条部9を省略して一つのリーマ溝7及び仕上刃突条部10のみを設けてもよい。
【0014】
前記荒刃突条部8の外周にはシャフト2の先端面5に連続する荒刃段差部12が形成されている。この荒刃段差部12は、荒刃突条部8の外周面13(回転中心線2aを中心とする円弧面)との境界縁14aから回転中心線2a側へ延びる天井面14(回転中心線2aに対し直交する平面)と、シャフト2の先端面5との境界縁15aから軸線方向Xへこの天井面14との交差縁15bまで延びる外周面15(回転中心線2aを中心とする略円弧状の面)とを有し、ドリル溝4と第一のリーマ溝6との間にわたりシャフト2の回転方向Pへ開放されている。この荒刃段差部12の外周面15はドリル溝4側から第一のリーマ溝6側へ向うに従い回転中心線2a側へ接近するように傾斜している。シャフト2の回転中心線2a上にある先端面5の頂部5aと荒刃突条部8の外周面15の境界縁15aにおけるドリル溝4側の角部16aとの間でシャフト2の先端面5には切刃16が形成されている。
【0015】
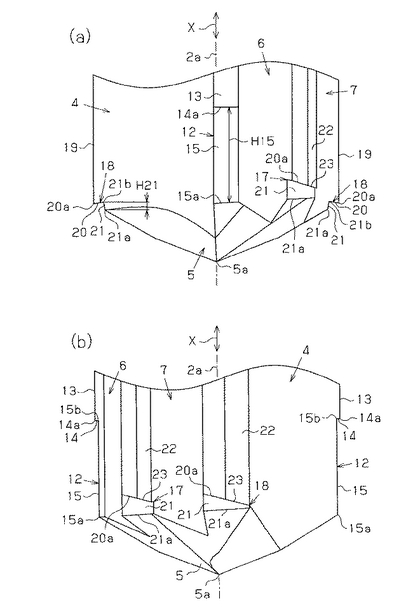
前記第一の仕上刃突条部9の外周にはシャフト2の先端面5に連続する仕上刃段差部17が形成されている。前記第二の仕上刃突条部10の外周にはシャフト2の先端面5に連続する仕上刃段差部18が形成されている。これらの仕上刃段差部17,18は、いずれも、第一の仕上刃突条部9及び第二の仕上刃突条部10の外周面19(回転中心線2aを中心とする円弧面)との境界縁20aから回転中心線2a側へ延びる天井面20と、シャフト2の先端面5との境界縁21aから軸線方向Xへこの天井面20との交差縁21bまで延びる外周面21(回転中心線2aを中心とする略円弧状の面)とを有している。この仕上刃段差部17は第一のリーマ溝6と第二のリーマ溝7との間にわたりシャフト2の回転方向Pへ開放されている。この仕上刃段差部18は第二のリーマ溝7とドリル溝4との間にわたりシャフト2の回転方向Pへ開放されている。この仕上刃段差部17の天井面20は、すくい面であって、図2(b)に示すように第一のリーマ溝6側から第二のリーマ溝7側へ向うに従いシャフト2の先端面5側へ所定角度だけ傾斜するとともに、図2(a)に示すように前記外周面21との交差縁21b側から外周面19との境界縁20a側へ向うに従いシャフト2の先端面5側へ所定角度だけ傾斜している。この仕上刃段差部18の天井面20は、すくい面であって、図2(b)に示すように第二のリーマ溝7側からドリル溝4側へ向うに従いシャフト2の先端面5側へ所定角度だけ傾斜するとともに、図2(a)に示すように前記外周面21との交差縁21b側から外周面19との境界縁20a側へ向うに従いシャフト2の先端面5側へ所定角度だけ傾斜している。第一の仕上刃突条部9の外周面19には逃げ面22が仕上刃段差部17の天井面20との境界縁20aから第二のリーマ溝7に沿って延設され、その逃げ面22によりこの境界縁20aには第二のリーマ溝7から第一のリーマ溝6側へ延びる切刃23が形成されている。この仕上刃段差部17の切刃23は図1(b)に示すように第一のリーマ溝6側から第二のリーマ溝7側へ向うに従い回転中心線2a側へ傾斜し、この切刃23の半径は、荒刃突条部8及び仕上刃突条部9,10の外周面13,19の半径R13,R19(R13=R19)よりも小さく、仕上刃段差部17,18の外周面21の半径R21よりも大きい。第二の仕上刃突条部10の外周面19には逃げ面22が仕上刃段差部18の天井面20との境界縁20aからドリル溝4に沿って延設され、その逃げ面22によりこの境界縁20aにはドリル溝4から第二のリーマ溝7側へ延びる切刃23が形成されている。この仕上刃段差部18の切刃23は図1(b)に示すように第二のリーマ溝7側からドリル溝4側へ向うに従い回転中心線2a側へ傾斜し、この切刃23の半径は、荒刃突条部8及び仕上刃突条部9,10の外周面13,19の半径R13,R19(R13=R19)よりも小さく、仕上刃段差部17,18の外周面21の半径R21よりも大きい。
【0016】
特に、前記荒刃段差部12や仕上刃段差部17,18については、下記*のように設定されている。
*シャフト2の外周面13,19の半径R13,R19が1mm以上10mm以下、すなわちそれらの直径D13,D19が2mm以上20mm以下に設定されている。
【0017】
* 荒刃段差部12の外周面15の境界縁15aにおけるドリル溝4側の角部16a
の半径R15とシャフト2の外周面13の半径R13との寸法差W12は、仕上刃段差部17,18の外周面21の半径R21とシャフト2の外周面19の半径R19(=R13)との寸法差W17,W18(W17=W18)よりも小さく設定されているとともに、0.1mm以上0.15mm以下に設定されている。すなわち、それらの直径D13,D15間の差は0.2mm以上0.3mm以下に設定されている。
【0018】
* 上記寸法差W17,W18は0.3mm以上0.5mm以下に設定されている。
* 上記寸法差W17,W18と上記寸法差W12との半径差Gは0.15mm以上0.4mm以下に設定されている。
【0019】
* 荒刃段差部12の外周面15でシャフト2の先端面5との境界縁15aから天井面14までの軸線方向長さH15は、仕上刃段差部17,18の外周面21でシャフト2の先端面5との境界縁21aから天井面20までの軸線方向長さH21よりも大きく設定されているとともに、3.0mm以上6.0mm以下に設定されている。
【0020】
* 上記軸線方向長さH21は0.4mm以上1.0mm以下に設定されている。
さて、加工時の弾性歪を防止する特別な穴あけ手段を採用することなく、バニシングドリル1により、例えば図1(a)に示すワーク24のフランジ24aに対し穴をあける場合には下記の手順で行う。
【0021】
バニシングドリル1のシャンク3をボール盤等のチャック(図示せず)に挿着するとともに、ワーク24をボール盤等のテーブル(図示せず)に対し治具により固定する。このバニシングドリル1を切削回転向きPFへ回転させながらシャフト2の先端面5の頂部5aをフランジ24aに当接させてシャフト2を送り込むと、その先端面5の切刃16によりフランジ24aに穴があけられる。その際、冷却用クーラント液を供給する。この場合、荒刃突条部8の荒刃段差部12で切刃16の角部16aはシャフト2の外周面13よりも寸法差W12だけ回転中心線2a側へ凹んでいるため、その寸法差W12に対応する削りしろ部分を残してシャフト2の外周面13の直径D13(R13+R13)よりも小さい穴があけられる。さらに、バニシングドリル1のシャフト2を送り込むと、前述した切刃16による穴あけに連続してその穴の内周面には第一の仕上刃突条部9の仕上刃段差部17と第二の仕上刃突条部10の仕上刃段差部18とが順次衝突し、荒刃段差部12による切削時に穴の内周面に残った前記削りしろ部分がこれらの仕上刃段差部17,18の切刃23により切削される。
【0022】
図3(a)(b)(c)はそれぞれ本実施形態のバニシングドリル1と従来のバニシングドリルとを比較した穿孔データを示す。本実施形態のバニシングドリル1では、シャフト2の外周面13,19の半径R13,R19が5mm、すなわちシャフト2の直径D13,D19(R13+R13、R19+R19)が10mmであり、前記荒刃段差部12の寸法差W12が0.1mm以上0.15mm以下の範囲内である0.1mmまたは0.125mmまたは0.15mmの3種類に設定され、前記仕上刃段差部17,18の寸法差W17,W18が0.3mm以上0.5mm以下の範囲内である0.4mmに設定され、この寸法差W12と寸法差W17,W18との半径差Gが0.15mm以上0.4mm以下の範囲内である0.3mmまたは0.275mmまたは0.25mmの3種類に設定され、前記荒刃段差部12の軸線方向長さH15が3.0mm以上6.0mm以下の範囲内である5.0mmに設定され、前記仕上刃段差部17,18の軸線方向長さH21が0.4mm以上1.0mm以下の範囲内である0.7mmに設定されている。また、従来のバニシングドリルでは、前記寸法差W12が0.015mmまたは0.020mmまたは0.025mmの3種類に設定され、前記半径差Gが0.385mmまたは0.380mmまたは0.375mmの3種類に設定され、そのほかは本実施形態のバニシングドリル1と同様である。本実施形態のバニシングドリル1と従来のバニシングドリルとにより、厚さ12mmのアルミニウムに対し互いに同一条件(周速125m/min及び送り0.15mm/revなどの条件)で穴をあけ、加工深さ2mm、4mm、6mm、8mm、10mm、12mmごとに穴の内径を記録式真円度測定器により精密測定した。穴の寸法交差は10H7(10.000mm〜10.015mmの範囲)である。
【0023】
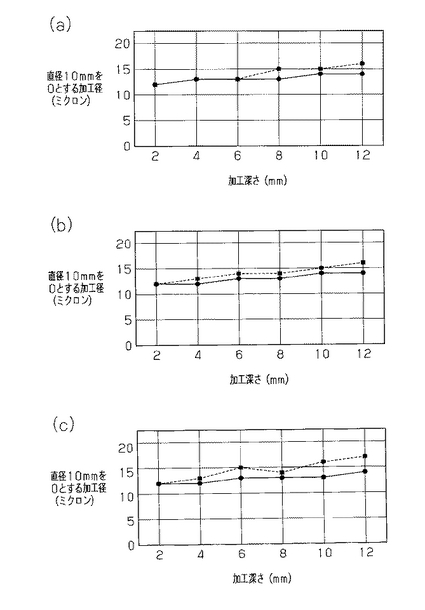
その結果を、加工径と加工深さとの関係で図3(a)(b)(c)に表した。本実施形態のバニシングドリル1における寸法差W12と従来のバニシングドリルにおける寸法差W12とについては、それぞれ、図3(a)で0.1mm(半径差G=0.3mm)と0.015mm(半径差G=0.385mm)、図3(b)で0.125mm(半径差=G0.275mm)と0.020mm(半径差=G0.380mm)、図3(c)で0.15mm(半径差G=0.25mm)と0.025mm(半径差G=0.375mm)である。図3(a)(b)(c)中、実線が本実施形態のバニシングドリル1の場合であり、破線が従来のバニシングドリルの場合である。本実施形態のバニシングドリル1では穴の寸法交差である10H7(10.000mm〜10.015mmの範囲)に収まっているが、従来のバニシングドリルでは加工深さが大きくなると10H7(10.000mm〜10.015mmの範囲)を超えてしまうおそれがあることが分かった。
【0024】
これを一般的に説明すると、下記の理由によると考えられる。すなわち、同一条件で前記寸法差W12を大きくすると、前記半径差Gが小さくなるため、荒刃段差部12による切削時に穴の内周面に残った削りしろ部分も小さくなり、その削りしろ部分を仕上刃段差部17,18の切刃23により切削する際の抵抗も小さくなる。従って、前記ワーク24のフランジ24aなど、穴あけ加工時に撓み易い加工物において、加工時の弾性歪を避けることができる。その弾性歪が小さくなれば、穴あけ精度を高めることができる。
【0025】
しかし、上記の理由のみで穴あけ加工時の弾性歪を十分に避けることができるかは疑問である。前記荒刃段差部12や仕上刃段差部17,18についての各部の寸法が穴あけ加工時の切削抵抗により弾性歪に影響を及ぼすと考えられたからである。かかる鑑点から、荒刃段差部12の寸法差W12を0.1mm以上0.15mm以下に設定するとともに、仕上刃段差部17,18の寸法差W17,W18とこの寸法差W12との半径差Gを0.15mm以上0.4mm以下に設定すべく、寸法差W17,W18を0.3mm以上0.5mm以下に設定すると、前述した穿孔データでも良い結果が得られた。また、仕上刃段差部17,18の軸線方向長さH21を0.4mm以上1.0mm以下に設定したのは、天井面20(すくい面)に所定の傾斜角度を持たせることを考慮した結果であり、荒刃段差部12の軸線方向長さH15を3.0mm以上6.0mm以下に設定したのは、荒刃段差部12で再生刃付けを考慮した結果である。
【図面の簡単な説明】
【0026】
【図1】(a)は本実施形態にかかるバニシング穴あけ工具の使用状態を示す部分断面図であり、(b)はこのバニシング穴あけ工具を示す部分拡大底面図である。
【図2】(a)は上記バニシング穴あけ工具を示す部分拡大正面図であり、(b)は同じく部分拡大側面図である。
【図3】(a)(b)(c)はそれぞれ上記バニシング穴あけ工具による穿孔データを示すグラフである。
【符号の説明】
【0027】
1…バニシングドリル(バニシング穴あけ工具)、2…シャフト、2a…回転中心線、3…シャンク、4…ドリル溝、5…シャフトの先端面、6,7…リーマ溝、12…荒刃段差部、13…シャフトの外周面、14…荒刃段差部の天井面、14a…境界縁、15…荒刃段差部の外周面、15a…境界縁、17,18…仕上刃段差部、19…シャフトの外周面、20…仕上刃段差部の天井面、20a…境界縁、21…仕上刃段差部の外周面、21a…境界縁、X…軸線方向、P…回転方向、G…半径差、PF…切削回転向き、PB…切削回転向きに対する反対向き、R13,R15,R19,R21…半径、W12,W17,W18…寸法差、H15,H21…軸線方向長さ。
【技術分野】
【0001】
本発明は、穴あけと同時に穴内周面のバニシュ仕上げを行うバニシング穴あけ工具に関するものである。
【背景技術】
【0002】
下記特許文献1にかかるバニシングドリルは、下記のように構成されている。
シャンク1から連続する軸本体2(シャフト)の外周に一対のドリル溝3が軸本体2の頭頂部7(先端面)から中心軸線Lの方向(軸線方向)へ延設されている。この両ドリル溝3間で軸本体2の外周に二つのリーマ溝4が軸本体2の頭頂部7から中心軸線Lの方向へ延設されている。軸本体2の回転方向で互いに隣接する両ドリル溝3のうち、軸本体2の切削回転向きX側になる一方のドリル溝3と一方のリーマ溝4との間にわたり軸本体2の外周には軸本体2の頭頂部7に連続する荒刃段差部14が形成されている。軸本体2の切削回転向きXに対し反対向き側になる他方のドリル溝3と他方のリーマ溝4との間、一方のリーマ溝4と他方のリーマ溝4との間にわたり、それぞれ、軸本体2の外周には軸本体2の頭頂部7に連続する仕上刃段差部15が形成されている。この荒刃段差部14は、軸本体2の外周面との境界縁から中心軸線L側へ延びる天井面と、軸本体2の頭頂部7との境界縁から中心軸線Lの方向へこの天井面まで延びる外周面とを有している。この両仕上刃段差部15は、軸本体2の外周面との境界縁から中心軸線L側へ延びるすくい面16と、軸本体2の頭頂部7との境界縁から中心軸線Lの方向へこのすくい面16まで延びる外周面とを有している。
【0003】
下記特許文献1では、軸本体2の外周面の半径と荒刃段差部14の外周面の半径との寸法差が0.015mm以上0.02mm以下、すなわちそれらの直径差が0.03mm以上0.04mm以下に設定されているとともに、軸本体2の外周面の半径と両仕上刃段差部15の外周面の半径との寸法差が、軸本体2の外周面の半径と荒刃段差部14の外周面の半径との寸法差よりも大きく設定されていることがそれぞれ明示されている。
【特許文献1】実公平6−45287号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
従来、撓み易い加工物に穴あけ加工をする際、加工時の弾性歪を避けるため、複雑な加工物固定手段を採用したり、数工程にわたる穴あけを行ったりしていた。このように加工時の弾性歪を防止する特別な穴あけ手段を採用すると、製造コストが高くなる問題があった。
【0005】
そこで、後記実施形態で詳述するように、加工時の弾性歪を防止する特別な穴あけ手段を採用することなく、従来のバニシングドリルにより、撓み易い加工物に穴あけ加工を行い、加工径と加工深さとの関係について実際の穿孔デ−タを調べた。その結果、図3(a)(b)(c)の破線で示すように、従来のバニシングドリルでは加工深さが大きくなると10H7(10.000mm〜10.015mmの範囲)を超えてしまうおそれがあることが分かった。
【0006】
この発明は、特定のバニシング穴あけ工具において、撓み易い加工物に穴あけ加工をする際、加工時の弾性歪を避けて穴あけ精度を高めることを目的としている。
【課題を解決するための手段】
【0007】
後記実施形態の図面(図1〜3)の符号を援用して本発明を説明する。
請求項1の発明にかかるバニシング穴あけ工具(1)は下記のように構成されている。
シャンク(3)から連続するシャフト(2)の外周に複数のドリル溝(4)をシャフト(2)の先端面(5)から軸線方向(X)へ延設している。この各ドリル溝(4)間でシャフト(2)の外周に少なくとも一つのリーマ溝(6,7)をシャフト(2)の先端面(5)から軸線方向(X)へ延設している。シャフト(2)の回転方向(P)で互いに隣接する両ドリル溝(4)のうち、シャフト(2)の切削回転向き(PF)側になる一方のドリル溝(4)とリーマ溝(6)との間にわたりシャフト(2)の外周(この一方のドリル溝4とリーマ溝6との間の荒刃突条部8の外周)にはシャフト(2)の先端面(5)に連続する荒刃段差部(12)を形成している。ちなみに、このシャフト(2)の先端面(5)にはこの一方のドリル溝(4)との境界縁で切刃(16)を形成している。シャフト(2)の切削回転向き(PF)に対し反対向き(PB)側になる他方のドリル溝(4)とリーマ溝(6)との間にわたりシャフト(2)の外周(このリーマ溝6と他方のドリル溝4との間の仕上刃突条部9,10の外周)にはシャフト(2)の先端面(5)に連続する仕上刃段差部(17,18)を形成している。この荒刃段差部(12)と仕上刃段差部(17,18)とは、いずれも、シャフト(2)の外周面(13,19)との境界縁(14a,20a)から回転中心線(2a)側へ延びる天井面(14,20)と、シャフト(2)の先端面(5)との境界縁(15a,21a)から軸線方向(X)へこの天井面(14,20)まで延びる外周面(15,21)とを有している。ちなみに、この仕上刃段差部(17,18)において、天井面(20)は、すくい面であって、シャフト(2)の外周面(19)との境界縁(20a)で切刃(23)を有している。特に、シャフト(2)の外周面(13)の半径(R13)と荒刃段差部(12)の外周面(15)の半径(R15)との寸法差(W12)を、シャフト(2)の外周面(19)の半径(R19)と仕上刃段差部(17,18)の外周面(21)の半径(R21)との寸法差(W17,W18)よりも小さく設定するとともに、0.1mm以上0.15mm以下に設定している。
【0008】
請求項1の発明を前提とする請求項2の発明においては、シャフト(2)の外周面(19)の半径(R19)と仕上刃段差部(17,18)の外周面(21)の半径(R21)との寸法差(W17,W18)を、0.3mm以上0.5mm以下に設定している。
【0009】
請求項1または請求項2の発明を前提とする請求項3の発明においては、シャフト(2)の外周面(19)の半径(R19)と仕上刃段差部(17,18)の外周面(21)の半径(R21)との寸法差(W17,W18)と、シャフト(2)の外周面(13)の半径(R13)と荒刃段差部(12)の外周面(15)の半径(R15)との寸法差(W12)との半径差(G)を、0.15mm以上0.4mm以下に設定している。
【0010】
請求項1または請求項2または請求項3の発明を前提とする請求項4の発明においては、荒刃段差部(12)の外周面(15)でシャフト(2)の先端面(5)との境界縁(15a)から天井面(14)までの軸線方向長さ(H15)を、仕上刃段差部(17,18)の外周面(21)でシャフト(2)の先端面(5)との境界縁(21a)から天井面(20)までの軸線方向長さ(H21)よりも大きく設定するとともに、3.0mm以上6.0mm以下に設定している。
【0011】
請求項1または請求項2または請求項3の発明を前提とする請求項5の発明においては、仕上刃段差部(17,18)の外周面(21)でシャフト(2)の先端面(5)との境界縁(21a)から天井面(20)までの軸線方向長さ(H21)を、荒刃段差部(12)の外周面(15)でシャフト(2)の先端面(5)との境界縁(15a)から天井面(14)までの軸線方向長さ(H15)よりも小さく設定するとともに、0.4mm以上1.0mm以下に設定している。
【発明の効果】
【0012】
本発明は、特定のバニシング穴あけ工具において、撓み易い加工物に穴あけ加工をする際、加工時の弾性歪を避けて穴あけ精度を高めることができる。従って、加工時の弾性歪を防止する特別な穴あけ手段を採用する必要がなくなって製造コストを低減することができる。
【発明を実施するための最良の形態】
【0013】
以下、本発明の一実施形態にかかるバニシング穴あけ工具であるバニシングドリルについて図1〜3を参照して説明する。
図1(a)に示すバニシングドリル1においては、後述する一対の刃部11を有するシャフト2がシャンク3から一体に連続するように形成されている。図1(b)及び図2(a)(b)に示すように、このシャフト2の外周には一対のドリル溝4がシャフト2の先端面5から軸線方向Xへ延設され、この両ドリル溝4により区画される両円周域でそれぞれシャフト2の外周に第一のリーマ溝6と第二のリーマ溝7とがシャフト2の先端面5から軸線方向Xへ延設されている。このシャフト2の先端面5は、シャフト2の回転中心線2a上にある頂部5a(回転中心部)からシャフト2の外周へ錐状に延びるように形成されているが、平坦状に形成してもよい。シャフト2の回転方向Pで互いに隣接する両ドリル溝4のうちシャフト2の切削回転向きPF側になる一方のドリル溝4と第一のリーマ溝6との間でシャフト2の外周に荒刃突条部8がシャフト2の軸線方向Xへ延設されている。第一のリーマ溝6と第二のリーマ溝7との間でシャフト2の外周に第一の仕上刃突条部9が軸線方向Xへ延設されているとともに、第二のリーマ溝7と他方のドリル溝4との間でシャフト2の外周に第二の仕上刃突条部10が軸線方向Xへ延設されている。すなわち、ドリル溝4と荒刃突条部8と第一のリーマ溝6と第一の仕上刃突条部9と第二のリーマ溝7と第二の仕上刃突条部10とが切削回転向きPFに対する反対向き(反切削回転向きPB)へ順次並設された一組の刃部11が一対形成され、これらはシャフト2の回転中心線2aを中心とした180度の点対称位置で互いに配設されている。この刃部11については、三組以上のものを点対称状に配設してもよいし、第一のリーマ溝6及び第一の仕上刃突条部9を省略して一つのリーマ溝7及び仕上刃突条部10のみを設けてもよい。
【0014】
前記荒刃突条部8の外周にはシャフト2の先端面5に連続する荒刃段差部12が形成されている。この荒刃段差部12は、荒刃突条部8の外周面13(回転中心線2aを中心とする円弧面)との境界縁14aから回転中心線2a側へ延びる天井面14(回転中心線2aに対し直交する平面)と、シャフト2の先端面5との境界縁15aから軸線方向Xへこの天井面14との交差縁15bまで延びる外周面15(回転中心線2aを中心とする略円弧状の面)とを有し、ドリル溝4と第一のリーマ溝6との間にわたりシャフト2の回転方向Pへ開放されている。この荒刃段差部12の外周面15はドリル溝4側から第一のリーマ溝6側へ向うに従い回転中心線2a側へ接近するように傾斜している。シャフト2の回転中心線2a上にある先端面5の頂部5aと荒刃突条部8の外周面15の境界縁15aにおけるドリル溝4側の角部16aとの間でシャフト2の先端面5には切刃16が形成されている。
【0015】
前記第一の仕上刃突条部9の外周にはシャフト2の先端面5に連続する仕上刃段差部17が形成されている。前記第二の仕上刃突条部10の外周にはシャフト2の先端面5に連続する仕上刃段差部18が形成されている。これらの仕上刃段差部17,18は、いずれも、第一の仕上刃突条部9及び第二の仕上刃突条部10の外周面19(回転中心線2aを中心とする円弧面)との境界縁20aから回転中心線2a側へ延びる天井面20と、シャフト2の先端面5との境界縁21aから軸線方向Xへこの天井面20との交差縁21bまで延びる外周面21(回転中心線2aを中心とする略円弧状の面)とを有している。この仕上刃段差部17は第一のリーマ溝6と第二のリーマ溝7との間にわたりシャフト2の回転方向Pへ開放されている。この仕上刃段差部18は第二のリーマ溝7とドリル溝4との間にわたりシャフト2の回転方向Pへ開放されている。この仕上刃段差部17の天井面20は、すくい面であって、図2(b)に示すように第一のリーマ溝6側から第二のリーマ溝7側へ向うに従いシャフト2の先端面5側へ所定角度だけ傾斜するとともに、図2(a)に示すように前記外周面21との交差縁21b側から外周面19との境界縁20a側へ向うに従いシャフト2の先端面5側へ所定角度だけ傾斜している。この仕上刃段差部18の天井面20は、すくい面であって、図2(b)に示すように第二のリーマ溝7側からドリル溝4側へ向うに従いシャフト2の先端面5側へ所定角度だけ傾斜するとともに、図2(a)に示すように前記外周面21との交差縁21b側から外周面19との境界縁20a側へ向うに従いシャフト2の先端面5側へ所定角度だけ傾斜している。第一の仕上刃突条部9の外周面19には逃げ面22が仕上刃段差部17の天井面20との境界縁20aから第二のリーマ溝7に沿って延設され、その逃げ面22によりこの境界縁20aには第二のリーマ溝7から第一のリーマ溝6側へ延びる切刃23が形成されている。この仕上刃段差部17の切刃23は図1(b)に示すように第一のリーマ溝6側から第二のリーマ溝7側へ向うに従い回転中心線2a側へ傾斜し、この切刃23の半径は、荒刃突条部8及び仕上刃突条部9,10の外周面13,19の半径R13,R19(R13=R19)よりも小さく、仕上刃段差部17,18の外周面21の半径R21よりも大きい。第二の仕上刃突条部10の外周面19には逃げ面22が仕上刃段差部18の天井面20との境界縁20aからドリル溝4に沿って延設され、その逃げ面22によりこの境界縁20aにはドリル溝4から第二のリーマ溝7側へ延びる切刃23が形成されている。この仕上刃段差部18の切刃23は図1(b)に示すように第二のリーマ溝7側からドリル溝4側へ向うに従い回転中心線2a側へ傾斜し、この切刃23の半径は、荒刃突条部8及び仕上刃突条部9,10の外周面13,19の半径R13,R19(R13=R19)よりも小さく、仕上刃段差部17,18の外周面21の半径R21よりも大きい。
【0016】
特に、前記荒刃段差部12や仕上刃段差部17,18については、下記*のように設定されている。
*シャフト2の外周面13,19の半径R13,R19が1mm以上10mm以下、すなわちそれらの直径D13,D19が2mm以上20mm以下に設定されている。
【0017】
* 荒刃段差部12の外周面15の境界縁15aにおけるドリル溝4側の角部16a
の半径R15とシャフト2の外周面13の半径R13との寸法差W12は、仕上刃段差部17,18の外周面21の半径R21とシャフト2の外周面19の半径R19(=R13)との寸法差W17,W18(W17=W18)よりも小さく設定されているとともに、0.1mm以上0.15mm以下に設定されている。すなわち、それらの直径D13,D15間の差は0.2mm以上0.3mm以下に設定されている。
【0018】
* 上記寸法差W17,W18は0.3mm以上0.5mm以下に設定されている。
* 上記寸法差W17,W18と上記寸法差W12との半径差Gは0.15mm以上0.4mm以下に設定されている。
【0019】
* 荒刃段差部12の外周面15でシャフト2の先端面5との境界縁15aから天井面14までの軸線方向長さH15は、仕上刃段差部17,18の外周面21でシャフト2の先端面5との境界縁21aから天井面20までの軸線方向長さH21よりも大きく設定されているとともに、3.0mm以上6.0mm以下に設定されている。
【0020】
* 上記軸線方向長さH21は0.4mm以上1.0mm以下に設定されている。
さて、加工時の弾性歪を防止する特別な穴あけ手段を採用することなく、バニシングドリル1により、例えば図1(a)に示すワーク24のフランジ24aに対し穴をあける場合には下記の手順で行う。
【0021】
バニシングドリル1のシャンク3をボール盤等のチャック(図示せず)に挿着するとともに、ワーク24をボール盤等のテーブル(図示せず)に対し治具により固定する。このバニシングドリル1を切削回転向きPFへ回転させながらシャフト2の先端面5の頂部5aをフランジ24aに当接させてシャフト2を送り込むと、その先端面5の切刃16によりフランジ24aに穴があけられる。その際、冷却用クーラント液を供給する。この場合、荒刃突条部8の荒刃段差部12で切刃16の角部16aはシャフト2の外周面13よりも寸法差W12だけ回転中心線2a側へ凹んでいるため、その寸法差W12に対応する削りしろ部分を残してシャフト2の外周面13の直径D13(R13+R13)よりも小さい穴があけられる。さらに、バニシングドリル1のシャフト2を送り込むと、前述した切刃16による穴あけに連続してその穴の内周面には第一の仕上刃突条部9の仕上刃段差部17と第二の仕上刃突条部10の仕上刃段差部18とが順次衝突し、荒刃段差部12による切削時に穴の内周面に残った前記削りしろ部分がこれらの仕上刃段差部17,18の切刃23により切削される。
【0022】
図3(a)(b)(c)はそれぞれ本実施形態のバニシングドリル1と従来のバニシングドリルとを比較した穿孔データを示す。本実施形態のバニシングドリル1では、シャフト2の外周面13,19の半径R13,R19が5mm、すなわちシャフト2の直径D13,D19(R13+R13、R19+R19)が10mmであり、前記荒刃段差部12の寸法差W12が0.1mm以上0.15mm以下の範囲内である0.1mmまたは0.125mmまたは0.15mmの3種類に設定され、前記仕上刃段差部17,18の寸法差W17,W18が0.3mm以上0.5mm以下の範囲内である0.4mmに設定され、この寸法差W12と寸法差W17,W18との半径差Gが0.15mm以上0.4mm以下の範囲内である0.3mmまたは0.275mmまたは0.25mmの3種類に設定され、前記荒刃段差部12の軸線方向長さH15が3.0mm以上6.0mm以下の範囲内である5.0mmに設定され、前記仕上刃段差部17,18の軸線方向長さH21が0.4mm以上1.0mm以下の範囲内である0.7mmに設定されている。また、従来のバニシングドリルでは、前記寸法差W12が0.015mmまたは0.020mmまたは0.025mmの3種類に設定され、前記半径差Gが0.385mmまたは0.380mmまたは0.375mmの3種類に設定され、そのほかは本実施形態のバニシングドリル1と同様である。本実施形態のバニシングドリル1と従来のバニシングドリルとにより、厚さ12mmのアルミニウムに対し互いに同一条件(周速125m/min及び送り0.15mm/revなどの条件)で穴をあけ、加工深さ2mm、4mm、6mm、8mm、10mm、12mmごとに穴の内径を記録式真円度測定器により精密測定した。穴の寸法交差は10H7(10.000mm〜10.015mmの範囲)である。
【0023】
その結果を、加工径と加工深さとの関係で図3(a)(b)(c)に表した。本実施形態のバニシングドリル1における寸法差W12と従来のバニシングドリルにおける寸法差W12とについては、それぞれ、図3(a)で0.1mm(半径差G=0.3mm)と0.015mm(半径差G=0.385mm)、図3(b)で0.125mm(半径差=G0.275mm)と0.020mm(半径差=G0.380mm)、図3(c)で0.15mm(半径差G=0.25mm)と0.025mm(半径差G=0.375mm)である。図3(a)(b)(c)中、実線が本実施形態のバニシングドリル1の場合であり、破線が従来のバニシングドリルの場合である。本実施形態のバニシングドリル1では穴の寸法交差である10H7(10.000mm〜10.015mmの範囲)に収まっているが、従来のバニシングドリルでは加工深さが大きくなると10H7(10.000mm〜10.015mmの範囲)を超えてしまうおそれがあることが分かった。
【0024】
これを一般的に説明すると、下記の理由によると考えられる。すなわち、同一条件で前記寸法差W12を大きくすると、前記半径差Gが小さくなるため、荒刃段差部12による切削時に穴の内周面に残った削りしろ部分も小さくなり、その削りしろ部分を仕上刃段差部17,18の切刃23により切削する際の抵抗も小さくなる。従って、前記ワーク24のフランジ24aなど、穴あけ加工時に撓み易い加工物において、加工時の弾性歪を避けることができる。その弾性歪が小さくなれば、穴あけ精度を高めることができる。
【0025】
しかし、上記の理由のみで穴あけ加工時の弾性歪を十分に避けることができるかは疑問である。前記荒刃段差部12や仕上刃段差部17,18についての各部の寸法が穴あけ加工時の切削抵抗により弾性歪に影響を及ぼすと考えられたからである。かかる鑑点から、荒刃段差部12の寸法差W12を0.1mm以上0.15mm以下に設定するとともに、仕上刃段差部17,18の寸法差W17,W18とこの寸法差W12との半径差Gを0.15mm以上0.4mm以下に設定すべく、寸法差W17,W18を0.3mm以上0.5mm以下に設定すると、前述した穿孔データでも良い結果が得られた。また、仕上刃段差部17,18の軸線方向長さH21を0.4mm以上1.0mm以下に設定したのは、天井面20(すくい面)に所定の傾斜角度を持たせることを考慮した結果であり、荒刃段差部12の軸線方向長さH15を3.0mm以上6.0mm以下に設定したのは、荒刃段差部12で再生刃付けを考慮した結果である。
【図面の簡単な説明】
【0026】
【図1】(a)は本実施形態にかかるバニシング穴あけ工具の使用状態を示す部分断面図であり、(b)はこのバニシング穴あけ工具を示す部分拡大底面図である。
【図2】(a)は上記バニシング穴あけ工具を示す部分拡大正面図であり、(b)は同じく部分拡大側面図である。
【図3】(a)(b)(c)はそれぞれ上記バニシング穴あけ工具による穿孔データを示すグラフである。
【符号の説明】
【0027】
1…バニシングドリル(バニシング穴あけ工具)、2…シャフト、2a…回転中心線、3…シャンク、4…ドリル溝、5…シャフトの先端面、6,7…リーマ溝、12…荒刃段差部、13…シャフトの外周面、14…荒刃段差部の天井面、14a…境界縁、15…荒刃段差部の外周面、15a…境界縁、17,18…仕上刃段差部、19…シャフトの外周面、20…仕上刃段差部の天井面、20a…境界縁、21…仕上刃段差部の外周面、21a…境界縁、X…軸線方向、P…回転方向、G…半径差、PF…切削回転向き、PB…切削回転向きに対する反対向き、R13,R15,R19,R21…半径、W12,W17,W18…寸法差、H15,H21…軸線方向長さ。
【特許請求の範囲】
【請求項1】
シャンクから連続するシャフトの外周に複数のドリル溝をシャフトの先端面から軸線方向へ延設するとともに、この各ドリル溝間でシャフトの外周に少なくとも一つのリーマ溝をシャフトの先端面から軸線方向へ延設し、シャフトの回転方向で互いに隣接する両ドリル溝のうち、シャフトの切削回転向き側になる一方のドリル溝とリーマ溝との間にわたりシャフトの外周にはシャフトの先端面に連続する荒刃段差部を形成するとともに、シャフトの切削回転向きに対し反対向き側になる他方のドリル溝とリーマ溝との間にわたりシャフトの外周にはシャフトの先端面に連続する仕上刃段差部を形成し、この荒刃段差部と仕上刃段差部とは、いずれも、シャフトの外周面との境界縁から回転中心線側へ延びる天井面と、シャフトの先端面との境界縁から軸線方向へこの天井面まで延びる外周面とを有し、
シャフトの外周面の半径と荒刃段差部の外周面の半径との寸法差を、シャフトの外周面の半径と仕上刃段差部の外周面の半径との寸法差よりも小さく設定するとともに、0.1mm以上0.15mm以下に設定した
ことを特徴とするバニシング穴あけ工具。
【請求項2】
シャフトの外周面の半径と仕上刃段差部の外周面の半径との寸法差を、0.3mm以上0.5mm以下に設定したことを特徴とする請求項1に記載のバニシング穴あけ工具。
【請求項3】
シャフトの外周面の半径と仕上刃段差部の外周面の半径との寸法差と、シャフトの外周面の半径と荒刃段差部の外周面の半径との寸法差との半径差を、0.15mm以上0.4mm以下に設定したことを特徴とする請求項1または請求項2に記載のバニシング穴あけ工具。
【請求項4】
荒刃段差部の外周面においてシャフトの先端面との境界縁から天井面までの軸線方向長さを、仕上刃段差部の外周面においてシャフトの先端面との境界縁から天井面までの軸線方向長さよりも大きく設定するとともに、3.0mm以上6.0mm以下に設定したことを特徴とする請求項1または請求項2または請求項3に記載のバニシング穴あけ工具。
【請求項5】
仕上刃段差部の外周面においてシャフトの先端面との境界縁から天井面までの軸線方向長さを、荒刃段差部の外周面においてシャフトの先端面との境界縁から天井面までの軸線方向長さよりも小さく設定するとともに、0.4mm以上1.0mm以下に設定したことを特徴とする請求項1または請求項2または請求項3に記載のバニシング穴あけ工具。
【請求項1】
シャンクから連続するシャフトの外周に複数のドリル溝をシャフトの先端面から軸線方向へ延設するとともに、この各ドリル溝間でシャフトの外周に少なくとも一つのリーマ溝をシャフトの先端面から軸線方向へ延設し、シャフトの回転方向で互いに隣接する両ドリル溝のうち、シャフトの切削回転向き側になる一方のドリル溝とリーマ溝との間にわたりシャフトの外周にはシャフトの先端面に連続する荒刃段差部を形成するとともに、シャフトの切削回転向きに対し反対向き側になる他方のドリル溝とリーマ溝との間にわたりシャフトの外周にはシャフトの先端面に連続する仕上刃段差部を形成し、この荒刃段差部と仕上刃段差部とは、いずれも、シャフトの外周面との境界縁から回転中心線側へ延びる天井面と、シャフトの先端面との境界縁から軸線方向へこの天井面まで延びる外周面とを有し、
シャフトの外周面の半径と荒刃段差部の外周面の半径との寸法差を、シャフトの外周面の半径と仕上刃段差部の外周面の半径との寸法差よりも小さく設定するとともに、0.1mm以上0.15mm以下に設定した
ことを特徴とするバニシング穴あけ工具。
【請求項2】
シャフトの外周面の半径と仕上刃段差部の外周面の半径との寸法差を、0.3mm以上0.5mm以下に設定したことを特徴とする請求項1に記載のバニシング穴あけ工具。
【請求項3】
シャフトの外周面の半径と仕上刃段差部の外周面の半径との寸法差と、シャフトの外周面の半径と荒刃段差部の外周面の半径との寸法差との半径差を、0.15mm以上0.4mm以下に設定したことを特徴とする請求項1または請求項2に記載のバニシング穴あけ工具。
【請求項4】
荒刃段差部の外周面においてシャフトの先端面との境界縁から天井面までの軸線方向長さを、仕上刃段差部の外周面においてシャフトの先端面との境界縁から天井面までの軸線方向長さよりも大きく設定するとともに、3.0mm以上6.0mm以下に設定したことを特徴とする請求項1または請求項2または請求項3に記載のバニシング穴あけ工具。
【請求項5】
仕上刃段差部の外周面においてシャフトの先端面との境界縁から天井面までの軸線方向長さを、荒刃段差部の外周面においてシャフトの先端面との境界縁から天井面までの軸線方向長さよりも小さく設定するとともに、0.4mm以上1.0mm以下に設定したことを特徴とする請求項1または請求項2または請求項3に記載のバニシング穴あけ工具。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2006−95662(P2006−95662A)
【公開日】平成18年4月13日(2006.4.13)
【国際特許分類】
【出願番号】特願2004−287623(P2004−287623)
【出願日】平成16年9月30日(2004.9.30)
【出願人】(000205052)大見工業株式会社 (27)
【Fターム(参考)】
【公開日】平成18年4月13日(2006.4.13)
【国際特許分類】
【出願日】平成16年9月30日(2004.9.30)
【出願人】(000205052)大見工業株式会社 (27)
【Fターム(参考)】
[ Back to top ]