
Fターム[3C037EE05]の内容
穴あけ工具 (3,056) | 他の加工具との組合せ (91) | リーマ工具 (21)
Fターム[3C037EE05]に分類される特許
1 - 20 / 21
切削工具、切削装置、及びそれを用いた切削加工物の製造方法
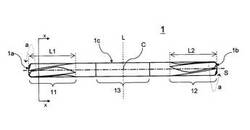
【課題】 優れた穴加工性と優れた耐折損性とを兼ね備えた切削工具を提供する。
【解決手段】 円柱状の本体部10と、 本体部10の回転軸S方向の一端部1aに位置しているとともに第1切刃11aを有する第1切削部11と、 本体部10の回転軸S方向の他端部1bに位置しているとともに第2切刃12aを有する第2切削部12と、 本体部10の第1切削部11と第2切削部12との間に位置しているシャンク部13と、を備え、 本体部10の回転軸S方向の中点Cを通るとともに回転軸Sに直交する基準線Lを基準にして反転したときに、反転前の第1切刃11aと反転後の第2切刃12aとが異なる位置に存在する切削工具1とする。
(もっと読む)
切削加工用工具

【課題】切削加工用工具において、軸方向に沿って複数の切刃部を有する場合においても、先端側の刃部で生じた切屑の影響を受けることなく切削を高精度に行うことができ加工精度の向上を図る。
【解決手段】ドリルリーマ10は、ボディ12の先端に形成されるドリル刃18a〜18dと、該ドリル刃18a〜18dに対して半径外方向に突出した第1リーマ刃部22a、22bと、該第1リーマ刃部22a、22bの基端側に設けられた第2リーマ刃部24a、24bとを有し、前記ドリル刃部18a〜18dで切削を行った際に切屑の排出されるドリル排出溝20a、20bと、前記第1リーマ刃部22a、22bで切削を行った際に切屑の排出される第1リーマ排出溝26a、26bとを、前記ボディ12の基端側(矢印B方向)で連通させている。一方、第2リーマ排出溝28a、28bは、ドリル排出溝20a、20b及び第1リーマ排出溝26a、26bに対して非連通に形成される。
(もっと読む)
穴あけ/リーマ加工工具
【課題】穴あけ/リーマ加工工具を改善する。
【解決手段】穴あけ/リーマ加工工具(4)は、少なくとも1つの端面穴あけ主切れ刃(14)と、円周面に配設されたリーマ加工切れ刃(22)を有するリーマヘッド(10)を有する。主切れ刃(14)には、第1のらせん角(α1)で巻き付けられた主フルート(8)が割り当てられ、複数のリーマ加工切れ刃(22)には、それぞれ第2のらせん角(α2)で巻き付けられたリーマフルート(24)が割り当てられる。リーマ加工切れ刃(22)によって生成されるリーマ加工の切粉を効率的に搬出するために、リーマフルート(24)は、主フルート(8)に合流し、さらに遠くへと搬出するために、動作中に、切粉がリーマフルート(24)の外へ、主フルート(8)の中へと導かれる。第2のらせん角(α2)が第1のらせん角(α1)より大きく、リーマフルート(24)が主フルート(8)に開口するように提供される。
(もっと読む)
ドリルリーマ
【課題】十分なガイド機能と切粉排出性とを兼ね備えたドリルリーマを提供すること。
【解決手段】ドリルリーマ1は、ドリルボディ11に形成された一対のドリル溝12a,12b及びこれらドリル溝の回転方向後方側の端縁に設けられたドリル刃用のチップ31a,31bと、一対のリーマ溝13a,13b及びこれらリーマ溝の回転方向後方側の端部に設けられたリーマ刃用のチップ32a,32bと、を備える。ドリルボディ11には、ドリル刃用のチップ31a,31bと連設しリーマ用のチップ32a,32bの最大外径と略同径の第1丸ランド35a,35bと、リーマ刃用のチップ32a,32bと連設しこれらチップの最大外径と略同径の第2丸ランド37a,37bと、が形成され、ドリル溝12a,12bは、断面視で略二等辺三角形であり、その回転方向前方側の端縁には、第2丸ランド37a,37bと略同径の第3丸ランド38a,38bが形成されている。
(もっと読む)
バニシングドリルリーマ
【課題】加工穴の位置精度および加工径精度を高めることの可能なバニシングドリルリーマを提供する。
【解決手段】シャンク2に連なるドリル本体3に形成されたウェブの径外側に、軸方向から見て略扇状の3個の枝部7が軸方向に延びて形成される。この3個の枝部7のそれぞれ回転方向後方に、3個の分岐枝8が軸方向に延びて形成される。3個の枝部7の軸方向前端に3枚のドリル刃11が形成される。3個の分岐枝8の軸方向前端に3枚のリーマ刃12が形成される。このリーマ刃12の径方向最外端から連なる3枚の案内面14が分岐枝の径方向外側に形成される。穴あけ加工を行う際、3枚のドリル刃11がバニシングドリルリーマ1を回転方向に位相の異なる三方から支持するので、バニシングドリルリーマ1に作用する応力が均衡し、軸ブレが抑制される。この状態で、3枚のリーマ刃12により穴の内壁に精密な仕上げ加工が行なわれる。
(もっと読む)
切削工具
【課題】バルブ穴のバルブステムガイド穴とバルブシート面とを同軸に切削加工するための切削工具において、工具本体先端部が小径化されても、このバルブシート面を切削するバイトを高い取付剛性で取付座に固定して高精度の切削加工を図る。
【解決手段】軸線O回りに回転される工具本体11の先端部に穴加工工具15が突出させられ、工具本体11の先端部外周には、外周側を向く壁面18Bと工具回転方向Tを向く底面18Aとを有して穴の開口部の切削加工を行うバイト19が取り付けられる取付座18が形成されるとともに、バイト19を工具回転方向T後方側に押圧して固定するクランプネジ22が螺着され、取付座18の底面18Aと壁面18Bおよびバイト19の底面18Aに密着する着座面19Aと壁面18Bに当接する側面19Bは、それぞれ互いに鋭角に交差する方向に形成されている。
(もっと読む)
バルブシート加工工具
【課題】より実用的なバルブシート加工工具を得る。
【解決手段】二点鎖線で示すように、リーマホルダ28を加工時における前進端位置より前方の着脱時位置へ前進させ、非円形の嵌合部256の非円形の嵌合穴96への嵌合により主体部26に対する相対回転を防止するとともに、フック340のV溝310への嵌入により軸方向の相対移動を防止する。作業者は主体部26,リーマホルダ28を一体的に回転させ、主軸32,リーマ軸232との軸方向の係合を解除してそれらから取り外し、工作機械外においてリーマホルダ28の主体部26からの取外し,取付けを行う。そのため、加工を中断することなく、リーマ262のリーマブッシュ194からの抜き出し,挿入作業を、リーマ262の刃先が損傷しないように慎重に行うことができる。作業者は、主体部26,リーマホルダ28を一体の組付体とした状態で主軸32,リーマ軸232に取り付ける。
(もっと読む)
シリンダヘッドのバルブシート面とバルブガイド孔の加工装置
【課題】 加工箇所に十分なクーラントを供給し加工精度を向上でき、1つのクーラント供給回路を切り換えることでバイトとリーマにクーラントを供給できるシリンダヘッドのバルブシート面とバルブガイド孔の加工装置を提供する。
【解決手段】 主軸4に通孔8と、主軸4の中心に貫通孔7を設ける。その貫通孔7に挿通されたリーマ13を進退する可動軸15の中心には、第1、第2クーラント供給路22,23が形成されている。主軸4と可動軸15間には、連通空間26が形成されている。可動軸15が後退した時、第1クーラント供給路22と通孔8とが連通空間26を介して連通し、バイト用のクーラント流路11にクーラントが供給される。また、可動軸15が前進した時、第1、第2クーラント供給路22,23が連通空間26を介して連通し、リーマ用のクーラント流路14にクーラントが供給される。
(もっと読む)
ドリル及び孔加工方法
【課題】作業工程が煩雑になるのを防ぎつつ、貫通孔の形成、貫通孔の端部の面取り加工及び貫通孔の内面を滑らかに仕上げる仕上げ加工を行えるようにする。
【解決手段】ドリルは、当該ドリルの先端部に設けられ、被加工物Wに穿孔することが可能な切削刃2aを有する穿孔部2と、穿孔部2の基端側に配設され、穿孔部2によって形成された貫通孔50の内面に回転しながら押し付けられることによりその貫通孔50の内面を押しならして滑らかにすることが可能な押しならし部4と、押しならし部4の先端側に連続して設けられ、貫通孔50の下端部に回転しながら押し付けられることにより、その下端部を面取りすることが可能な第1面取り部6と、押しならし部4の基端側に連続して設けられ、貫通孔50の上端部に回転しながら押し付けられることにより、その上端部を面取りすることが可能な第2面取り部8とを備えている。
(もっと読む)
ドリルリーマ
【課題】ドリルリーマによる加工能率を向上させる。
【解決手段】ボデー12に回転軸線に平行に1対ずつのドリル溝14,リーマ溝16,逃げ溝18を形成し、ドリルランド20,案内ランド22,リーマランド24を1対ずつ設ける。ドリルランド20にドリル切れ刃40,リーディングエッジ46を形成し、ドリルランド20の外周部にリーディングエッジ46の回転方向後方側の部分を残して平取りを施し、マージン48を形成する。リーマランド24にリーマ切れ刃54を形成し、ドリル刃44による下穴の形成に続いてリーマ刃56に下穴内周面を仕上げ切削させる。1対のマージン48によるドリルリーマの支持,案内、ねじり角の大きいリーマ刃56による切削,案内ランド22の外周面が構成する案内面60の案内によりドリル食付き時の安定性,良好な仕上げ面粗さ,芯ずれ防止効果が得られ、加工精度を確保しつつドリルリーマの送り速度を高くすることができる。
(もっと読む)
切削工具
【課題】低切削抵抗で精度の良い加工を行うことができる切削工具を提供する。
【解決手段】工作機械の主軸2aに装着され、差動変速機構及びカム33を内蔵した切削工具1において、前記工作機械の主軸頭2に装着して回り止めされ、差動変速機構及びカム33が内蔵され、前記主軸2aに装着される軸部7を回転支持する工具ハウジング22と、前部にインサート95を取り付けた被駆動スライダ70と、前記被駆動スライダ70を前記主軸2aの軸線に対して斜めの方向に往復移動可能に案内するガイド71aと、前記工具ハウジング22に回転支持され、前記被駆動スライダ70及びガイド溝71aを設けた出力軸10と、前記カム33と係合し、前記被駆動スライダ70を前記ガイド溝71aに沿って往復移動させるカムフォロア19と、を具備する。
(もっと読む)
シート面加工工具およびシート面加工方法並びにそのシート面加工工具を用いたインジェクタの製造方法
【課題】穴加工と別の工作機器類で、被加工物回転、工具回転で、シート面を加工して、穴内径とシート面の同軸度精度を確保可能な、シート面加工工具およびシート面加工方法並びにそのシート面加工工具を用いたインジェクタの製造方法を提供する。
【解決手段】穴あけ加工が施された被加工物Wの加工穴Hに装入して、被加工物Wの加工穴Hにシート面の加工を施すためのシート面加工工具1である。
シート面加工工具1は、加工穴Hに装入可能な外径の長尺部材で構成し、旋盤装置2における工具駆動部3にチャックする基端部1aと、中間部位にテーパ状のシャンク部1bと、被加工物(W)の加工穴Hに案内するガイド部1cと、先端側に、加工穴H底部にシート面加工を施すための切削刃部1dを備えた。
(もっと読む)
管状体穿孔装置及び管状体穿孔方法
【課題】両管状体を貫通する貫通孔に、この管状体同士を連結する内周テーパ面を、手間を要することなく精度良く形成する。
【解決手段】リーマ2の根元付近に第1の切削刃5を設け、上記リーマで両管状体9、9を貫通する貫通孔11を形成するとともに、上記第1の切削刃で、上記リーマの突刺側の貫通孔の内面に内周テーパ面12を形成する。さらに、両管状体から突出したリーマの先端に、第2の切削刃13を上記第1の切削刃と対称に設け、この第2の切削刃で、上記リーマの突出側の貫通孔の内面に内周テーパ面を形成する。上記第1及び第2の切削刃はともにリーマに設けられているので上記貫通孔に形成された両内周テーパ面の同軸が保たれる。そのため、上記管状体同士を確実に連結することができる。また、作業の際に上記リーマを抜き差しする必要がないので、上記作業を、手間を要することなく行うことができる。
(もっと読む)
穿孔用回転切削工具
【課題】1本のツールで、下穴加である粗加工が可能で、かつ、ワークに形成される孔の真円度も更に良好にする。
【解決手段】穿孔用回転切削工具は、(1)ボディは、ねじれ角度が5〜30度のフルート部を有し、(2)マージン部に0.2mmの範囲で沿う様に多結晶ダイヤモンドチップ4を斜刃として配置し、(3)多結晶ダイヤモンドチップの、ツール進行方向の前側に先行刃部6が、後側には仕上げ刃部7が一体的に形成され、(4)刃食い付き部9,11の心高Hは0±0.2mmであり、以上の全ての条件を満たした穿孔用回転切削工具は、一本の工具でありながら、断続加工では無く、連続加工となることから粗加工をする能力があり、また、切粉を分断させながら切粉の排出抵抗を下げて、切粉の排出効率を向上させることができるので、切削時に切粉の影響を可能な限り排除することとなり、ワークに形成される孔の真円度を更に良好にする。
(もっと読む)
切削工具
【解決手段】シャンク1に対しドリル本体2の基端部3を経て連続するドリル本体2の主体部4を備えている。ドリル本体2の主体部4の先端部でドリル本体2の回転中心線2aの外周に、切刃を有する複数の切削端面6と、各切削端面6に隣接して開放した複数の切屑排出溝としての主溝7とをドリル本体2の回転方向へ交互に並べている。切削端面6の外周には切削油を主体部の先端部へ導くための複数の副溝10を設けている。主溝7と副溝10とはそれぞれドリル本体2の先端部側から基端部3側へ延設されている。ドリル本体2の主体部4では、外周円により囲まれる主溝7の断面積が先端部側から基端部3側へ向かうに従い漸増するとともに、外周円により囲まれる副溝10の断面積が先端部側から基端部3側へ向かうに従い漸減する。
【効果】切削工具の切屑排出機能を高めることができるばかりでなく、切削工具の強度の低下を抑制することができる。
(もっと読む)
プリント基板用ドリルビット
【課題】積層された複数枚のプリント基板に一回のドリリング工程で孔を加工するとともに、被削孔の内面粗度を向上させることができる仕上げ加工を実施するためのプリント基板用ドリルビットを提供する。
【解決手段】積層されたプリント基板に孔を加工するドリルビットであって、外周面にドリルの刃が形成され、被削材に接触して孔を形成するフルート部(20)と、前記フルート部(20)の後端に延設され、加工された孔の内面を仕上げする一つ以上のリーマーの刃(31)を備えるリーマー部(30)と、前記リーマー部(30)の後端に延設され、工作機械に装着されるシャンク部(10)とを含んでなる。
(もっと読む)
自動交換式切削工具
【課題】穴加工工具及び切刃を備えた切削工具であって、工作機械に自動運転にて交換可能な自動交換式切削工具を提供する。
【解決手段】工具本体2は、外周スリーブ11と中間スリーブ12と内周スリーブ13とが同軸状に配置されて構成され、工具本体2の取付部51はそれぞれのスリーブ11、12、13に形成された3つの連結部52、53、54で構成され、工具保持部60は3つの被連結部62,63,64が同軸状に配置されて構成され、連結部及び被連結部のうちの一方が連結軸部とされ他方が連結孔部とされ、連結軸部62,63,64に突出部と逃げ部とが周方向で交互に配置され、連結孔部52,53,54に切欠部55と係止爪部54とが周方向で交互に配置され、連結軸部62,63,64を連結孔部52,53,54に挿入して相対的に回転させることにより、工具本体2が工具保持部60に連結されることを特徴とする。
(もっと読む)
複合加工工具
【課題】 複合加工工具を従来の工具に比べ高価とならず自動工具交換可能に構成するとともにバルブシート及びバルブガイドを個別に制御することで加工精度を一段と高めたマシニングセンタ及び専用工作機械の両用に開発した複合加工工具を提供する。
【解決手段】 工作機械(マシニングセンタ)の主軸30の先端の主軸保持部(テーパー穴)30Aに、工具連結部31Aを挿入して主軸に離脱手段COで結合する工具本体31であって、中間筒35内に挿通した内周筒37の先端にリーマ40が装着されるとともに、上記中間筒35の先端側に上記切刃(バイト)Bが繋がれ、上記外周筒内の中間筒と内周筒とが上記軸線Lの周りに回転可能に且つ軸線方向に移動可能に配置され、リーマ40を取り付けるチャック手段Cを備えた複合加工工具100である。
(もっと読む)
バニシング穴あけ工具
【解決手段】一方のドリル溝4と一方のリーマ溝6との間にわたりシャフト2の外周には荒刃段差部12を形成している。他方のドリル溝4と他方のリーマ溝7との間、一方のリーマ溝6と他方のリーマ溝6との間にわたり仕上刃段差部17,18を形成している。荒刃段差部12と仕上刃段差部17,18とは、天井面14,20と外周面とを有している。シャフト2の外周面の半径R13,R19と荒刃段差部12の外周面の半径R15との寸法差W12を、0.1mm以上0.15mm以下に設定するとともに、シャフト2の外周面の半径R13,R19と仕上刃段差部17,18の外周面の半径R21との寸法差W17,W18を、0.3mm以上0.5mm以下に設定した。
【効果】特定のバニシング穴あけ工具において、撓み易い加工物に穴あけ加工をする際、加工時の弾性歪を避けて穴あけ精度を高めることができる。
(もっと読む)
穴明け工具
【課題】加工した穴の内面に所望の面粗さを付与することのできる穴明け工具を提供する。
【解決手段】軸上のシャンク3の先端部に切刃部を構成する超砥粒としてのダイヤモンドコンパクト17を取付ける。ダイヤモンドコンパクトの裏側には、超硬合金製の裏打ち19が配置されている。ダイヤモンドコンパクトの外周部にはマージン部17aが設けられ、その面粗さをRz1.0μm以上で、加工する穴の内面に要求される面粗さに対応した粗さとしてある。裏打ちの外周部に形成されたマージン部19aも同じ面粗さにしてある。
(もっと読む)
1 - 20 / 21
[ Back to top ]