
ユニバーサル圧延機
【課題】多様な圧下バランスの変化に対応しながら、被圧延材の曲がりを臨機に初期の搬送方向に矯正することのできるユニバーサル圧延機を提供すること。
【解決手段】被圧延材Sの搬送路を挟んで左右の位置にある一対の第1、第2の竪ロールチョック1A,1Bのそれぞれに回転自在に設けられた第1、第2の竪ロール2A,2Bおよび第1、第2の矯正ロール3A,3Bと、被圧延材Sの搬送路を挟んで上下の位置にある一対の第1、第2の水平ロール7A,7Bと、を少なくとも備えたユニバーサル圧延機10において、この圧延機10は、第1、第2の矯正ロール3A,3Bを搬送路に直交する方向にスライドさせる矯正ロールスライド機構をさらに備えている。
【解決手段】被圧延材Sの搬送路を挟んで左右の位置にある一対の第1、第2の竪ロールチョック1A,1Bのそれぞれに回転自在に設けられた第1、第2の竪ロール2A,2Bおよび第1、第2の矯正ロール3A,3Bと、被圧延材Sの搬送路を挟んで上下の位置にある一対の第1、第2の水平ロール7A,7Bと、を少なくとも備えたユニバーサル圧延機10において、この圧延機10は、第1、第2の矯正ロール3A,3Bを搬送路に直交する方向にスライドさせる矯正ロールスライド機構をさらに備えている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、被圧延材を圧延して各種形鋼を成形するユニバーサル圧延機に関するものである。
【背景技術】
【0002】
H形鋼やI形鋼などの各種形鋼は、ユニバーサル圧延機でユニバーサル圧延されることによって成形されている。このユニバーサル圧延機としては、たとえば特許文献1に開示されるように、上下一対の水平ロールと、左右一対の竪ロールと、一対の竪ロールを回動自在に軸支する一対の竪ロールチョックを有する形態が一般的である。そして、特許文献1で開示されるユニバーサル圧延機は、一対の竪ロールチョックにおける竪ロールよりも出側の位置に、竪ロールの回転方向と同じ方向に回転自在に軸支されて、圧延された被圧延材の左右方向の曲がりを矯正する矯正ロールを設けたことを特徴とするものである。
【0003】
形鋼成形においてはその長手方向の真直性を保証することが重要であるが、これまでのユニバーサル圧延機では圧延した被圧延材に上下方向の反りや左右方向の曲がりが生じることが多く、これらの曲がりをプレス等によって修正する制御が困難であるという課題を有するものであった。この課題に鑑み、特許文献1で開示されるユニバーサル圧延機では、竪ロールチョックにおける竪ロールよりも出側の位置にある矯正ロールによって被圧延材の左右方向の曲がりを矯正するようにしたことで、竪ロールと矯正ロールとの距離を可及的に狭めながら、圧延された被圧延材の先端が曲がる前に矯正ロールで曲がりを確実に矯正することを可能としたものである。なお、このユニバーサル圧延機においては、竪ロールや矯正ロール、バックアップロールが共に竪ロールチョックに対して固定された位置で回転自在となっている。
【0004】
ところで、形鋼等をユニバーサル圧延機で圧延するに当たり、形鋼等の左右の温度差等によって左右で圧下状態が異なり、左右の圧下状態の相異によって左右の圧下バランスが変化することにより、被圧延材は初期の搬送方向から曲がった方向に搬送されることになってしまう。
【0005】
この圧下バランスの変化の程度は、形鋼の左右の温度差や竪ロール、矯正ロールの径などによって多様に変化することが本発明者等によって特定されている。したがって、特許文献1で開示されるように、竪ロールや矯正ロール、バックアップロールが竪ロールチョックに対して固定された位置で回転自在な構成では、多様な圧下バランスの変化に対応しながら被圧延材の曲がりを臨機に初期の搬送方向に矯正することは極めて難しい。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2010−12497号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は上記する問題に鑑みてなされたものであり、多様な圧下バランスの変化に対応しながら、被圧延材の曲がりを臨機に初期の搬送方向に矯正することのできるユニバーサル圧延機を提供することを目的としている。
【課題を解決するための手段】
【0008】
前記目的を達成すべく、本発明によるユニバーサル圧延機は、被圧延材の搬送路を挟んで左右の位置にある一対の第1、第2の竪ロールチョックのそれぞれに回転自在に設けられた第1、第2の竪ロールおよび第1、第2の矯正ロールと、被圧延材の搬送路を挟んで上下の位置にある一対の第1、第2の水平ロールと、を備えたユニバーサル圧延機において、前記ユニバーサル圧延機は、前記第1、第2の矯正ロールを前記搬送路に直交する方向にスライドさせる矯正ロールスライド機構をさらに備えているものである。
【0009】
本発明のユニバーサル圧延機は、竪ロールチョックに竪ロールと矯正ロールがともに回転自在に設けられ、その上下位置に水平ロールを備えたユニバーサル圧延機において、矯正ロールが矯正ロールスライド機構にて竪ロールチョックに対して相対的にスライドすることのできる圧延機である。
【0010】
竪ロールチョックに対して矯正ロールが相対的にスライド自在であることから、一対の竪ロールおよび矯正ロールの間を搬送される被圧延材の左右の圧下バランスに応じて、左右いずれか一方の矯正ロールを被圧延材側にスライドさせたり、もしくは左右双方の矯正ロールをスライド量を異ならせながら被圧延材側にスライドさせる等の調整を図ることができる。
【0011】
ここで、被圧延材としては、H形鋼やI形鋼、C形鋼などの形鋼のほか、レールの軌条などを挙げることができる。被圧延材としてたとえばH形鋼を取り上げると、ユニバーサル圧延機をH形鋼が通過する過程で、上下の水平ロールでウェブが圧延され、左右の竪ロールで左右のフランジが圧延されることになる。
【0012】
圧延機による圧延時の被圧延材の左右の圧下バランスの変化は、被圧延材の左右の温度が異なること、左右の厚みが異なること、竪ロールのロール状態やその径などが異なること、といった複数の要因によって生じるものであり、したがって圧下バランスの変化の程度は一様でない。
【0013】
そこで、たとえば、実際のユニバーサル圧延に先んじて、形鋼等の搬送時の曲がりの程度を確認するべく、2,3の形鋼等を仮に搬送させて圧延し、搬送の際の曲がりの程度や傾向を作業員が目視等で確認した後に、矯正ロールスライド機構にて左右双方の矯正ロールもしくはいずれか一方の矯正ロールのスライド量を調整した後に、実際のユニバーサル圧延工程に移行することができる。
【0014】
本発明のユニバーサル圧延機によれば、竪ロールチョックに対して矯正ロールを相対的にスライド自在に構成したことで、多様な圧下バランスの変化に対応しながら、被圧延材の曲がりを臨機に初期の搬送方向に矯正することが可能となる。
【0015】
ここで、上記する矯正ロールスライド機構としては、たとえば、第1、第2の竪ロールチョックのそれぞれに、第1、第2のバックアップロールが回転自在で、かつ少なくとも第1、第2の矯正ロールのそれぞれに接した姿勢で設けられた構成の圧延機において、矯正ロールスライド機構が、竪ロールチョックに設けられた凹溝内でスライド自在で矯正ロールを回転自在に軸支する入れ子と、入れ子をバックアップロール側に付勢する引張ばねと、第1、第2のバックアップロールをスライドさせるバックアップロールスライド機構と、から構成される形態を挙げることができる。
【0016】
左右それぞれの竪ロールがともにバックアップロール(第1、第2のバックアップロール)に接していることで、圧延時に竪ロールに作用する圧延荷重を被圧延材と反対側に位置するバックアップロールで支持することができ、竪ロールやその回転軸等の破損を抑制することができる。
【0017】
バックアップロールがバックアップロールスライド機構によってスライドするとともに、引張ばねで常時バックアップロール側に付勢されている矯正ロールを軸支する入れ子は、バックアップロールのスライドにともなって同調して竪ロールチョックの凹溝内をスライドする。
【0018】
ここで、バックアップロールを、その中心位置から偏心した位置にある偏心軸から構成し、偏心軸を中心に回動するようにしておくことで(すなわち、バックアップロールスライド機構を偏心軸から構成させる)、バックアップロールは自身がその偏心軸を中心に回動するのにともなって平面内でスライドすることができる。このバックアップロールの平面内におけるスライドにともない、引張ばねによってバックアップロール側に付勢されている入れ子の上に軸支された矯正ロールは、バックアップロールに接しながら同様に平面内でスライドすることになる。
【0019】
また、前記竪ロールも、竪ロールチョックに設けられた凹溝内でスライド自在な入れ子に回転自在に軸支され、該入れ子がバックアップロール側に別途の引張ばねによって付勢されている実施の形態であってもよい。
【0020】
すなわち、竪ロールと矯正ロールがともに固有の入れ子の上に軸支され、双方の入れ子が竪ロールチョックに設けられた凹溝内にスライド自在に収容された構成となっている。なお、その他にも、竪ロールチョックに大きめの凹溝を設けておき、この凹溝内に大きめの入れ子が収容され、この入れ子が引張ばねを介して竪ロールチョックに繋がれてバックアップロール側に付勢された構成とし、この大きめの入れ子に対して竪ロールは固定位置で回転自在に軸支され、矯正ロールは入れ子に設けられた凹溝内にある小さめの入れ子に回転自在に軸支され、この小さめの入れ子も引張ばねにてバックアップロール側に付勢された実施の形態などであってもよい。
【0021】
また、前記第1、第2のバックアップロールはともに2つずつあり、第1、第2のバックアップロールともに、2つのバックアップロールが竪ロールに接した姿勢で回転自在となっており、かついずれか一方のバックアップロールが矯正ロールにも接した姿勢で回転自在となっており、2つのバックアップロールが逆方向に回動して竪ロールを被圧延材側にδ1スライドさせ、かつ、矯正ロールをδ2スライドさせる実施の形態であってもよい。
【0022】
1つの竪ロールがこれに接する2つのバックアップロールで支持されることで、竪ロールからの圧延荷重を双方のバックアップロールに分担させることができ、バックアップロール自体の破損をも抑制することができる。
【0023】
そして、同径の2つのバックアップロールが逆方向に同じ回動量だけ回動し、したがって平面内で同じスライド量だけスライドすることにより、竪ロールを被圧延材の搬送方向に直交する方向であって、被圧延材に近づく向きに、もしくは被圧延材から遠ざかる向きに平面内でスライドさせることができる。
【0024】
また、第1、第2のバックアップロールの側面に設けられた側面歯(ウォームホイール)とそれぞれ噛み合いするギア歯であって双方のギア歯が逆むきとなっている第1、第2のギア(ウォームギア)を有する軸と、該軸を回転させるアクチュエータとからなる軸回転機構が第1、第2の竪ロールチョックのそれぞれに設けてあり、前記軸を回転させてそれぞれの側面歯を逆方向に回転させ、それぞれの側面歯が逆方向に回転することによって2つのバックアップロールを同時に逆方向に回動させ、もって該2つのバックアップロールを前記搬送路に直交する方向に同量スライドさせる実施の形態であってもよい。
【0025】
2つのバックアップロールを相互に逆方向に回動させるための具体的な実施の形態であるが、ギア歯が逆向きの2つのギア(ウォームギア)を軸によって連結して一体にしておき、それぞれのギア歯を各バックアップロールの側面に設けられた側面歯(ウォームホイール)に噛み合わせておき、サーボモータ等のアクチュエータにて軸を回転させて2つのウォームホイールを逆方向に回転させることで、双方のバックアップロールを同期して逆回転で回動させることが可能となる。
【0026】
また、前記ユニバーサル圧延機は、第1、第2の竪ロールチョックを前記搬送路に直交する方向にスライドさせる圧下装置をさらに備え、竪ロールが被圧延材側にδ1スライドしようとした際に、圧下装置が竪ロールチョックを被圧延材と反対側にδ1スライドさせて竪ロールのスライドを解消させるのが好ましい。
【0027】
被圧延材を圧下する竪ロールは、竪ロールチョックの同じ位置で回転しながら被圧延材の圧下をおこなうのが好ましく、被圧延材の搬送方向に曲がりが生じた際に左右のいずれか一方もしくは双方の矯正ロールのみが所望にスライドして被圧延材の曲がりを矯正することにより、被圧延材を所望に圧下しながら、その長手方向の真直性を保証することができる。
【0028】
その一方で、上記で挙げた実施の形態によれば、バックアップロールのスライドに応じて矯正ロールはδ2スライドするが、竪ロールもδ1スライドすることになる。
【0029】
そこで、ユニバーサル圧延機を構成する圧下装置にて竪ロールチョックを竪ロールと同じδ1だけ被圧延材と反対側にスライドさせて竪ロールのスライドを解消するものである。
【0030】
たとえば、矯正ロールのスライド量δ2を竪ロールのスライド量δ1よりも大きくなるように調整しておき、圧下装置にて竪ロールチョックを竪ロールのスライド方向と逆方向にδ1スライドさせて竪ロールのスライドを解消してもとの位置に留まらせた上で(したがって、被圧延材に対する竪ロールの位置は変化しない)、矯正ロールは被圧延材側にδ2−δ1だけスライドさせることができ、このスライド量によって被圧延材の曲がりを矯正することになる。
【0031】
また、本発明によるユニバーサル圧延機の他の実施の形態は、搬送路を搬送する被圧延材の第1の竪ロール側領域と第2の竪ロール側領域の圧下状態の異同を検知するセンサと、前記センサからのセンシングデータを受信し、圧下状態が異なる場合に矯正ロールスライド手段に信号を送信して、第1、第2の矯正ロールのいずれか一方もしくは双方を搬送路に直交する方向にスライドさせて双方の領域の圧下状態を同じに調整する制御部と、をさらに備える実施の形態であってもよい。
【0032】
前記センサとしては、被圧延材の第1の竪ロール側領域と第2の竪ロール側領域それぞれの温度を検知する温度センサ、もしくは、第1、第2の竪ロールに設けられた圧力センサ、もしくは、被圧延材の正規の搬送方向と実際の搬送方向の差分を検知する距離センサ、のうちのいずれか一種を挙げることができる。
【0033】
被圧延材の左右の圧下状態の異同や圧下バランスの程度を、既述するように作業員による目視によることなくセンサによって自動的に測定し、センシングデータに基づいた矯正ロールの自動制御をおこなうことで、被圧延材の圧下の際の曲がりを精緻に調整しながら、所望する搬送方向に圧下後の被圧延材を完全自動化の下で搬送して長手方向の真直性を保証することができる。
【発明の効果】
【0034】
以上の説明から理解できるように、本発明のユニバーサル圧延機によれば、搬送される被圧延材の左右の竪ロールチョックに回転自在に配された矯正ロールが当該竪ロールチョックに対して相対的にスライド自在に構成されていることで、被圧延材の左右の圧下バランスの程度に応じて左右いずれか一方もしくは双方の矯正ロールがスライドして、被圧延材の曲がりを所望に矯正することができ、被圧延材の長手方向の真直性を保証しながら圧下をおこなうことができる。
【図面の簡単な説明】
【0035】
【図1】本発明のユニバーサル圧延機の一実施の形態の平面図である。
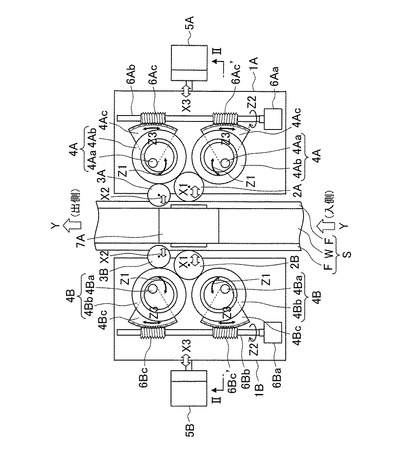
【図2】図1のII−II矢視図であって、ユニバーサル圧延機の縦断面図である。
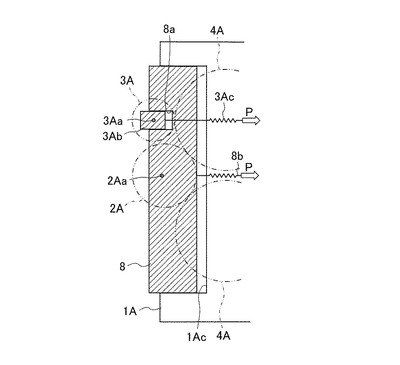
【図3】矯正ロールおよび竪ロールのそれぞれをスライドさせるスライド機構の一実施の形態を説明した模式図である。
【図4】矯正ロールおよび竪ロールのそれぞれをスライドさせるスライド機構の他の実施の形態を説明した模式図である。
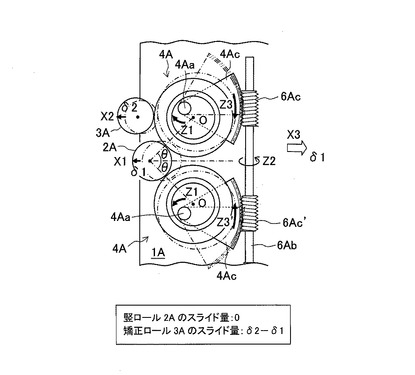
【図5】竪ロールのスライドに応じて竪ロールチョックが逆方向にスライドして竪ロールのスライドを解消している状況を説明した模式図である。
【発明を実施するための形態】
【0036】
以下、図面を参照して本発明のユニバーサル圧延機の実施の形態を説明する。なお、図示する圧延機では、竪ロールや水平ロール、矯正ロール、バックアップロールを回転もしくは回動させるアクチュエータの図示は省略している。また、図示する被圧延材はH形鋼であるが、圧延される被圧延材はこれ以外にも、I形鋼やC形鋼、レールの軌条などであってもよい。
【0037】
図1は、本発明のユニバーサル圧延機の一実施の形態の平面図であり、図2は、図1のII−II矢視図であって、ユニバーサル圧延機の縦断面図であり、図3は、矯正ロールおよび竪ロールのそれぞれをスライドさせるスライド機構の一実施の形態を説明した模式図である。
【0038】
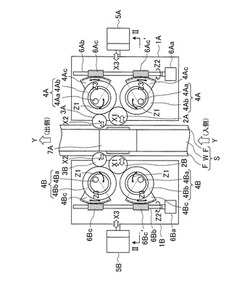
図示するユニバーサル圧延機10は、被圧延材Sの搬送路を挟んで左右の位置にある一対の第1、第2の竪ロールチョック1A,1Bと、それぞれの竪ロールチョック1A,1Bに回転自在に設けられた第1、第2の竪ロール2A,2Bおよび第1、第2の矯正ロール3A,3Bと、被圧延材Sの搬送路を挟んで上下の位置にある一対の第1、第2の水平ロール7A,7Bと、から大略構成されている。被圧延材Sがユニバーサル圧延機10に入ってくる(Y方向)入側に竪ロール2A,2Bが配され、被圧延材Sが出ていく(Y方向)出側に矯正ロール3A,3Bが配されており、H形鋼である被圧延材SのウェブWを上下の水平ロール7A,7Bが圧下し、左右のフランジF,Fを左右の竪ロール2A,2Bが圧下し、搬送される被圧延材Sの搬送方向の曲がりを矯正ロール3A,3Bのいずれか一方もしくは双方がスライドしながら(X2方向)調整するようになっている。
【0039】
図1,2からも明らかなように、装置構成は被圧延材Sの左右で同一であるため、以下、各構成部材の説明を被圧延材Sの右側の領域を取り上げて説明する。すなわち、以下の説明はそのまま被圧延材Sの左側の装置構成にも妥当するものである。
【0040】
竪ロール2Aは被圧延材Sと反対側にある2つのバックアップロール4A,4Aの双方に接しており、矯正ロール3Aは一方のバックアップロール4Aにのみ接している。
【0041】
図3で示すように、竪ロールチョック1Aには、2つの凹溝1Aa,1Abが設けてあり、凹溝1Aaには入れ子2Abが収容され、かつこの入れ子2Abは引張ばね2Acを介してバックアップロール4A側に付勢されており(付勢力P)、入れ子2Abに竪ロール2Aが回転軸2Aaを中心に回転自在に軸支されている。
【0042】
また、他方の凹溝1Abには別途の入れ子3Abが収容され、かつこの入れ子3Abは引張ばね3Acを介してバックアップロール4A側に付勢されており(付勢力P)、入れ子3Abに矯正ロール3Aが回転軸3Aaを中心に回転自在に軸支されている。
【0043】
図1で示すように、バックアップロール4Aは、その中心から偏心位置に回動軸を有する偏心軸4Aaと、その周囲のバックアップロール外筒4Abとから構成されており、バックアップロール4Aは自身がその偏心軸4Aaを中心に回動する(図1中のZ1方向)ことにともなって平面内でスライドすることができる。このバックアップロール4Aの平面内におけるスライドにともない、引張ばね2Ac,3Acによってバックアップロール側に付勢されている入れ子2Ab,3Abの上に軸支された竪ロール2A、矯正ロール3Aはともに、バックアップロール4Aに接しながら同様に平面内でスライドすることになる(X1方向、X2方向)。この偏心軸4Aaを中心に回動しながらスライドするバックアップロール4Aの該偏心軸4Aaがバックアップロールをスライドさせるバックアップロールスライド機構であり、この偏心軸4Aaと、入れ子3Abと、引張ばね3Acが矯正ロールスライド機構である。
【0044】
なお、図3で示す竪ロール2Aと矯正ロール3Aの付勢機構の変形例として、図4で示すように、竪ロールチョック1Aに大きめの凹溝1Acを設けておき、この凹溝1Ac内に大きめの入れ子8が収容されていて、入れ子8が引張ばね8bを介して竪ロールチョック1Aに繋がれてバックアップロール側に付勢された(付勢力P)実施の形態であってもよい。この大きめの入れ子8に対して竪ロール2Aは固定位置で回転自在に軸支され、矯正ロール3Aは入れ子8に設けられた凹溝8a内にある小さめの入れ子3Abに回転自在に軸支され、この小さめの入れ子3Abも引張ばね3Acにてバックアップロール側に付勢されている(付勢力P)。
【0045】
次に、図5を参照して、2つのバックアップロール4A,4Aを回動させながらスライドさせる機構について説明する。なお、同図において、2点鎖線はバックアップロールや竪ロール、矯正ロールがスライドする前の状態を示しており、実線はスライド後の状態を示している。
【0046】
2つのバックアップロール4A、4Aの側面にはいずれも、側面歯4Ac,4Acが装着されており、その側方には、それぞれの側面歯4Ac,4Ac(ウォームホイール)と噛み合いするギア歯を有するとともに双方のギア歯が逆向きとなっている第1、第2のギア6Ac,6Ac’と、第1、第2のギア6Ac,6Ac’ (ウォームギア)が一体となった軸6Abと、この軸6Abを回転させるサーボモータ6Aaからなる軸回転機構が配設されている。なお、図2で示すように、バックアップロール4Aや軸回転機構はケースC内に収容されており、偏心軸4Aaはベアリングを介して回動自在にケースCに取り付けられている。
【0047】
軸6Abを回転させて2つの側面歯4Ac,4Acを逆方向に回転させることにより(Z3方向、Z3’方向)、2つのバックアップロール4A,4Aを偏心軸4Aaを中心に同時に逆方向に回動させ(Z1方向、Z1’方向)、偏心軸4Aaを中心としたこの回動によって2つのバックアップロール4A,4Aを水平面内でそれぞれスライドさせる。
【0048】
同径の2つのバックアップロール4A,4Aの中心位置O点と中心角θをなして双方に付勢されて接している竪ロール2Aは、バックアップロール4A,4Aの同じスライド量によって被圧延材S側にδ1押出される。
【0049】
また、一方のバックアップロール4Aに付勢されて接している矯正ロール3Aは、当該バックアップロール4Aのスライドによって被圧延材S側にδ2押出される。
【0050】
このように、図示するスライド機構を適用することで、竪ロール2Aからの圧延荷重を2つのバックアップロール4A,4Aで安定的に支持でき、さらには、バックアップロール4A,4Aのスライドに応じて竪ロール2Aと矯正ロール3Aを同時にスライドさせることができる。
【0051】
ここで、被圧延材Sを圧下する竪ロール2Aは、竪ロールチョック1Aの同じ位置で回転しながら被圧延材Sの圧下をおこなうのが好ましく、被圧延材Sの搬送方向に曲がりが生じた際に左右のいずれか一方もしくは双方の矯正ロール3A,3Bのみが所望にスライドして被圧延材Sの曲がりを矯正することにより、被圧延材Sを所望に圧下しながら、その長手方向の真直性を保証することができる。
【0052】
しかしながら、図示するスライド機構を適用した際には、バックアップロールのスライドに応じて矯正ロールはδ2スライドする(δ2>δ1)が、竪ロールもδ1スライドすることになる。
【0053】
そこで、図1で示すように、図示するユニバーサル圧延機10は竪ロールチョック1A、1Bの全体を平面内でスライドさせる(X3方向)圧下装置5A,5Bをさらに備えており、たとえば竪ロールチョック1Aを竪ロール2Aと同じδ1だけ被圧延材Sと反対側にスライドさせることにより、竪ロール2Aのスライドを解消して被圧延材Sに対する竪ロール2Aの回転位置を変化させることなく、被圧延材Sの圧下をおこなうことを可能とするものである。
【0054】
圧下装置5Aにて竪ロールチョック1Aを竪ロール2Aのスライド方向X1と逆方向にδ1スライドさせて竪ロール2Aのスライドを解消してもとの位置に留まらせた上で、矯正ロール3Aは被圧延材S側にδ2−δ1だけスライドさせることができ、このスライド量によって被圧延材Sの曲がりを矯正することになる。
【0055】
ユニバーサル圧延機10による圧延時の被圧延材Sの左右(左フランジF、右フランジF)の圧下バランスの変化は、被圧延材Sの左右の温度が異なること、左右の厚みが異なること、竪ロール2A,2Bのロール状態やその径などが異なること、といった複数の要因によって生じるものであり、したがって圧下バランスの変化の程度は一様でない。そこで、実際にH形鋼からなる被圧延材Sのユニバーサル圧延をおこなう際には、実際のユニバーサル圧延に先んじて、被圧延材Sの搬送時の曲がりの程度を確認するべく、2,3の被圧延材Sを仮に搬送させて圧延し、搬送の際の曲がりの程度や傾向を作業員が目視等で確認した後に、矯正ロールスライド機構にて左右双方の矯正ロールもしくはいずれか一方の矯正ロール3A,3Bのスライド量を調整した後に、実際のユニバーサル圧延工程に移行することになる。
【0056】
図示するユニバーサル圧延機10によれば、搬送される被圧延材Sの左右の竪ロールチョック1A,1Bに回転自在に配された矯正ロール3A,3Bが当該竪ロールチョック1A,1Bに対して相対的にスライド自在に構成されていることで、被圧延材Sの左右の圧下バランスの程度に応じて左右いずれか一方もしくは双方の矯正ロール3A,3Bがスライドして、被圧延材Sの曲がりを所望に矯正することができ、被圧延材Sの長手方向の真直性を保証しながら圧下をおこなうことができる。
【0057】
また、図示を省略するが、搬送路を搬送する被圧延材の第1の竪ロール側領域と第2の竪ロール側領域の圧下状態の異同を検知するセンサと、センサからのセンシングデータを受信し、圧下状態が異なる場合に矯正ロールスライド手段に信号を送信して、第1、第2の矯正ロールのいずれか一方もしくは双方を搬送路に直交する方向にスライドさせて双方の領域の圧下状態を同じに調整する制御部と、をさらに備えたユニバーサル圧延機を適用することもできる。なお、ここでいうセンサとしては、被圧延材の第1の竪ロール側領域と第2の竪ロール側領域それぞれの温度を検知する温度センサや、第1、第2の竪ロールに設けられた圧力センサ、被圧延材の正規の搬送方向と実際の搬送方向の差分を検知する距離センサなどを挙げることができる。被圧延材の左右の圧下状態の異同や圧下バランスの程度を、既述するように作業員による目視によることなくセンサによって自動的に測定し、センシングデータに基づいた矯正ロールの自動制御をおこなうことで、被圧延材の圧下の際の曲がりを精緻に調整しながら、所望する搬送方向に圧下後の被圧延材を完全自動化の下で搬送して長手方向の真直性を保証することができる。
【0058】
以上、本発明の実施の形態を図面を用いて詳述してきたが、具体的な構成はこの実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲における設計変更等があっても、それらは本発明に含まれるものである。
【符号の説明】
【0059】
1A…第1の竪ロールチョック、1B…第2の竪ロールチョック、2A…第1の竪ロール、2B…第2の竪ロール、3A…第1の矯正ロール、3B…第2の矯正ロール、4A…第1のバックアップロール、4B…第2のバックアップロール、4Aa,4Ba…偏心軸、4Ab,4Bb…バックアップロール外筒、4Ac,4Bc…側面歯(ウォームホイール)、5A…第1の圧下装置、5B…第2の圧下装置、6Aa,6Ba…サーボモータ、6Ab,6Bb…軸、6Ac,6Bc…第1のギア(ウォームギア)、6Ac’,6Bc’…第2のギア(ウォームギア)、7A…第1の水平ロール、7B…第2の水平ロール、10…ユニバーサル圧延機、S…被圧延材、W…ウェブ、F…フランジ
【技術分野】
【0001】
本発明は、被圧延材を圧延して各種形鋼を成形するユニバーサル圧延機に関するものである。
【背景技術】
【0002】
H形鋼やI形鋼などの各種形鋼は、ユニバーサル圧延機でユニバーサル圧延されることによって成形されている。このユニバーサル圧延機としては、たとえば特許文献1に開示されるように、上下一対の水平ロールと、左右一対の竪ロールと、一対の竪ロールを回動自在に軸支する一対の竪ロールチョックを有する形態が一般的である。そして、特許文献1で開示されるユニバーサル圧延機は、一対の竪ロールチョックにおける竪ロールよりも出側の位置に、竪ロールの回転方向と同じ方向に回転自在に軸支されて、圧延された被圧延材の左右方向の曲がりを矯正する矯正ロールを設けたことを特徴とするものである。
【0003】
形鋼成形においてはその長手方向の真直性を保証することが重要であるが、これまでのユニバーサル圧延機では圧延した被圧延材に上下方向の反りや左右方向の曲がりが生じることが多く、これらの曲がりをプレス等によって修正する制御が困難であるという課題を有するものであった。この課題に鑑み、特許文献1で開示されるユニバーサル圧延機では、竪ロールチョックにおける竪ロールよりも出側の位置にある矯正ロールによって被圧延材の左右方向の曲がりを矯正するようにしたことで、竪ロールと矯正ロールとの距離を可及的に狭めながら、圧延された被圧延材の先端が曲がる前に矯正ロールで曲がりを確実に矯正することを可能としたものである。なお、このユニバーサル圧延機においては、竪ロールや矯正ロール、バックアップロールが共に竪ロールチョックに対して固定された位置で回転自在となっている。
【0004】
ところで、形鋼等をユニバーサル圧延機で圧延するに当たり、形鋼等の左右の温度差等によって左右で圧下状態が異なり、左右の圧下状態の相異によって左右の圧下バランスが変化することにより、被圧延材は初期の搬送方向から曲がった方向に搬送されることになってしまう。
【0005】
この圧下バランスの変化の程度は、形鋼の左右の温度差や竪ロール、矯正ロールの径などによって多様に変化することが本発明者等によって特定されている。したがって、特許文献1で開示されるように、竪ロールや矯正ロール、バックアップロールが竪ロールチョックに対して固定された位置で回転自在な構成では、多様な圧下バランスの変化に対応しながら被圧延材の曲がりを臨機に初期の搬送方向に矯正することは極めて難しい。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2010−12497号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は上記する問題に鑑みてなされたものであり、多様な圧下バランスの変化に対応しながら、被圧延材の曲がりを臨機に初期の搬送方向に矯正することのできるユニバーサル圧延機を提供することを目的としている。
【課題を解決するための手段】
【0008】
前記目的を達成すべく、本発明によるユニバーサル圧延機は、被圧延材の搬送路を挟んで左右の位置にある一対の第1、第2の竪ロールチョックのそれぞれに回転自在に設けられた第1、第2の竪ロールおよび第1、第2の矯正ロールと、被圧延材の搬送路を挟んで上下の位置にある一対の第1、第2の水平ロールと、を備えたユニバーサル圧延機において、前記ユニバーサル圧延機は、前記第1、第2の矯正ロールを前記搬送路に直交する方向にスライドさせる矯正ロールスライド機構をさらに備えているものである。
【0009】
本発明のユニバーサル圧延機は、竪ロールチョックに竪ロールと矯正ロールがともに回転自在に設けられ、その上下位置に水平ロールを備えたユニバーサル圧延機において、矯正ロールが矯正ロールスライド機構にて竪ロールチョックに対して相対的にスライドすることのできる圧延機である。
【0010】
竪ロールチョックに対して矯正ロールが相対的にスライド自在であることから、一対の竪ロールおよび矯正ロールの間を搬送される被圧延材の左右の圧下バランスに応じて、左右いずれか一方の矯正ロールを被圧延材側にスライドさせたり、もしくは左右双方の矯正ロールをスライド量を異ならせながら被圧延材側にスライドさせる等の調整を図ることができる。
【0011】
ここで、被圧延材としては、H形鋼やI形鋼、C形鋼などの形鋼のほか、レールの軌条などを挙げることができる。被圧延材としてたとえばH形鋼を取り上げると、ユニバーサル圧延機をH形鋼が通過する過程で、上下の水平ロールでウェブが圧延され、左右の竪ロールで左右のフランジが圧延されることになる。
【0012】
圧延機による圧延時の被圧延材の左右の圧下バランスの変化は、被圧延材の左右の温度が異なること、左右の厚みが異なること、竪ロールのロール状態やその径などが異なること、といった複数の要因によって生じるものであり、したがって圧下バランスの変化の程度は一様でない。
【0013】
そこで、たとえば、実際のユニバーサル圧延に先んじて、形鋼等の搬送時の曲がりの程度を確認するべく、2,3の形鋼等を仮に搬送させて圧延し、搬送の際の曲がりの程度や傾向を作業員が目視等で確認した後に、矯正ロールスライド機構にて左右双方の矯正ロールもしくはいずれか一方の矯正ロールのスライド量を調整した後に、実際のユニバーサル圧延工程に移行することができる。
【0014】
本発明のユニバーサル圧延機によれば、竪ロールチョックに対して矯正ロールを相対的にスライド自在に構成したことで、多様な圧下バランスの変化に対応しながら、被圧延材の曲がりを臨機に初期の搬送方向に矯正することが可能となる。
【0015】
ここで、上記する矯正ロールスライド機構としては、たとえば、第1、第2の竪ロールチョックのそれぞれに、第1、第2のバックアップロールが回転自在で、かつ少なくとも第1、第2の矯正ロールのそれぞれに接した姿勢で設けられた構成の圧延機において、矯正ロールスライド機構が、竪ロールチョックに設けられた凹溝内でスライド自在で矯正ロールを回転自在に軸支する入れ子と、入れ子をバックアップロール側に付勢する引張ばねと、第1、第2のバックアップロールをスライドさせるバックアップロールスライド機構と、から構成される形態を挙げることができる。
【0016】
左右それぞれの竪ロールがともにバックアップロール(第1、第2のバックアップロール)に接していることで、圧延時に竪ロールに作用する圧延荷重を被圧延材と反対側に位置するバックアップロールで支持することができ、竪ロールやその回転軸等の破損を抑制することができる。
【0017】
バックアップロールがバックアップロールスライド機構によってスライドするとともに、引張ばねで常時バックアップロール側に付勢されている矯正ロールを軸支する入れ子は、バックアップロールのスライドにともなって同調して竪ロールチョックの凹溝内をスライドする。
【0018】
ここで、バックアップロールを、その中心位置から偏心した位置にある偏心軸から構成し、偏心軸を中心に回動するようにしておくことで(すなわち、バックアップロールスライド機構を偏心軸から構成させる)、バックアップロールは自身がその偏心軸を中心に回動するのにともなって平面内でスライドすることができる。このバックアップロールの平面内におけるスライドにともない、引張ばねによってバックアップロール側に付勢されている入れ子の上に軸支された矯正ロールは、バックアップロールに接しながら同様に平面内でスライドすることになる。
【0019】
また、前記竪ロールも、竪ロールチョックに設けられた凹溝内でスライド自在な入れ子に回転自在に軸支され、該入れ子がバックアップロール側に別途の引張ばねによって付勢されている実施の形態であってもよい。
【0020】
すなわち、竪ロールと矯正ロールがともに固有の入れ子の上に軸支され、双方の入れ子が竪ロールチョックに設けられた凹溝内にスライド自在に収容された構成となっている。なお、その他にも、竪ロールチョックに大きめの凹溝を設けておき、この凹溝内に大きめの入れ子が収容され、この入れ子が引張ばねを介して竪ロールチョックに繋がれてバックアップロール側に付勢された構成とし、この大きめの入れ子に対して竪ロールは固定位置で回転自在に軸支され、矯正ロールは入れ子に設けられた凹溝内にある小さめの入れ子に回転自在に軸支され、この小さめの入れ子も引張ばねにてバックアップロール側に付勢された実施の形態などであってもよい。
【0021】
また、前記第1、第2のバックアップロールはともに2つずつあり、第1、第2のバックアップロールともに、2つのバックアップロールが竪ロールに接した姿勢で回転自在となっており、かついずれか一方のバックアップロールが矯正ロールにも接した姿勢で回転自在となっており、2つのバックアップロールが逆方向に回動して竪ロールを被圧延材側にδ1スライドさせ、かつ、矯正ロールをδ2スライドさせる実施の形態であってもよい。
【0022】
1つの竪ロールがこれに接する2つのバックアップロールで支持されることで、竪ロールからの圧延荷重を双方のバックアップロールに分担させることができ、バックアップロール自体の破損をも抑制することができる。
【0023】
そして、同径の2つのバックアップロールが逆方向に同じ回動量だけ回動し、したがって平面内で同じスライド量だけスライドすることにより、竪ロールを被圧延材の搬送方向に直交する方向であって、被圧延材に近づく向きに、もしくは被圧延材から遠ざかる向きに平面内でスライドさせることができる。
【0024】
また、第1、第2のバックアップロールの側面に設けられた側面歯(ウォームホイール)とそれぞれ噛み合いするギア歯であって双方のギア歯が逆むきとなっている第1、第2のギア(ウォームギア)を有する軸と、該軸を回転させるアクチュエータとからなる軸回転機構が第1、第2の竪ロールチョックのそれぞれに設けてあり、前記軸を回転させてそれぞれの側面歯を逆方向に回転させ、それぞれの側面歯が逆方向に回転することによって2つのバックアップロールを同時に逆方向に回動させ、もって該2つのバックアップロールを前記搬送路に直交する方向に同量スライドさせる実施の形態であってもよい。
【0025】
2つのバックアップロールを相互に逆方向に回動させるための具体的な実施の形態であるが、ギア歯が逆向きの2つのギア(ウォームギア)を軸によって連結して一体にしておき、それぞれのギア歯を各バックアップロールの側面に設けられた側面歯(ウォームホイール)に噛み合わせておき、サーボモータ等のアクチュエータにて軸を回転させて2つのウォームホイールを逆方向に回転させることで、双方のバックアップロールを同期して逆回転で回動させることが可能となる。
【0026】
また、前記ユニバーサル圧延機は、第1、第2の竪ロールチョックを前記搬送路に直交する方向にスライドさせる圧下装置をさらに備え、竪ロールが被圧延材側にδ1スライドしようとした際に、圧下装置が竪ロールチョックを被圧延材と反対側にδ1スライドさせて竪ロールのスライドを解消させるのが好ましい。
【0027】
被圧延材を圧下する竪ロールは、竪ロールチョックの同じ位置で回転しながら被圧延材の圧下をおこなうのが好ましく、被圧延材の搬送方向に曲がりが生じた際に左右のいずれか一方もしくは双方の矯正ロールのみが所望にスライドして被圧延材の曲がりを矯正することにより、被圧延材を所望に圧下しながら、その長手方向の真直性を保証することができる。
【0028】
その一方で、上記で挙げた実施の形態によれば、バックアップロールのスライドに応じて矯正ロールはδ2スライドするが、竪ロールもδ1スライドすることになる。
【0029】
そこで、ユニバーサル圧延機を構成する圧下装置にて竪ロールチョックを竪ロールと同じδ1だけ被圧延材と反対側にスライドさせて竪ロールのスライドを解消するものである。
【0030】
たとえば、矯正ロールのスライド量δ2を竪ロールのスライド量δ1よりも大きくなるように調整しておき、圧下装置にて竪ロールチョックを竪ロールのスライド方向と逆方向にδ1スライドさせて竪ロールのスライドを解消してもとの位置に留まらせた上で(したがって、被圧延材に対する竪ロールの位置は変化しない)、矯正ロールは被圧延材側にδ2−δ1だけスライドさせることができ、このスライド量によって被圧延材の曲がりを矯正することになる。
【0031】
また、本発明によるユニバーサル圧延機の他の実施の形態は、搬送路を搬送する被圧延材の第1の竪ロール側領域と第2の竪ロール側領域の圧下状態の異同を検知するセンサと、前記センサからのセンシングデータを受信し、圧下状態が異なる場合に矯正ロールスライド手段に信号を送信して、第1、第2の矯正ロールのいずれか一方もしくは双方を搬送路に直交する方向にスライドさせて双方の領域の圧下状態を同じに調整する制御部と、をさらに備える実施の形態であってもよい。
【0032】
前記センサとしては、被圧延材の第1の竪ロール側領域と第2の竪ロール側領域それぞれの温度を検知する温度センサ、もしくは、第1、第2の竪ロールに設けられた圧力センサ、もしくは、被圧延材の正規の搬送方向と実際の搬送方向の差分を検知する距離センサ、のうちのいずれか一種を挙げることができる。
【0033】
被圧延材の左右の圧下状態の異同や圧下バランスの程度を、既述するように作業員による目視によることなくセンサによって自動的に測定し、センシングデータに基づいた矯正ロールの自動制御をおこなうことで、被圧延材の圧下の際の曲がりを精緻に調整しながら、所望する搬送方向に圧下後の被圧延材を完全自動化の下で搬送して長手方向の真直性を保証することができる。
【発明の効果】
【0034】
以上の説明から理解できるように、本発明のユニバーサル圧延機によれば、搬送される被圧延材の左右の竪ロールチョックに回転自在に配された矯正ロールが当該竪ロールチョックに対して相対的にスライド自在に構成されていることで、被圧延材の左右の圧下バランスの程度に応じて左右いずれか一方もしくは双方の矯正ロールがスライドして、被圧延材の曲がりを所望に矯正することができ、被圧延材の長手方向の真直性を保証しながら圧下をおこなうことができる。
【図面の簡単な説明】
【0035】
【図1】本発明のユニバーサル圧延機の一実施の形態の平面図である。
【図2】図1のII−II矢視図であって、ユニバーサル圧延機の縦断面図である。
【図3】矯正ロールおよび竪ロールのそれぞれをスライドさせるスライド機構の一実施の形態を説明した模式図である。
【図4】矯正ロールおよび竪ロールのそれぞれをスライドさせるスライド機構の他の実施の形態を説明した模式図である。
【図5】竪ロールのスライドに応じて竪ロールチョックが逆方向にスライドして竪ロールのスライドを解消している状況を説明した模式図である。
【発明を実施するための形態】
【0036】
以下、図面を参照して本発明のユニバーサル圧延機の実施の形態を説明する。なお、図示する圧延機では、竪ロールや水平ロール、矯正ロール、バックアップロールを回転もしくは回動させるアクチュエータの図示は省略している。また、図示する被圧延材はH形鋼であるが、圧延される被圧延材はこれ以外にも、I形鋼やC形鋼、レールの軌条などであってもよい。
【0037】
図1は、本発明のユニバーサル圧延機の一実施の形態の平面図であり、図2は、図1のII−II矢視図であって、ユニバーサル圧延機の縦断面図であり、図3は、矯正ロールおよび竪ロールのそれぞれをスライドさせるスライド機構の一実施の形態を説明した模式図である。
【0038】
図示するユニバーサル圧延機10は、被圧延材Sの搬送路を挟んで左右の位置にある一対の第1、第2の竪ロールチョック1A,1Bと、それぞれの竪ロールチョック1A,1Bに回転自在に設けられた第1、第2の竪ロール2A,2Bおよび第1、第2の矯正ロール3A,3Bと、被圧延材Sの搬送路を挟んで上下の位置にある一対の第1、第2の水平ロール7A,7Bと、から大略構成されている。被圧延材Sがユニバーサル圧延機10に入ってくる(Y方向)入側に竪ロール2A,2Bが配され、被圧延材Sが出ていく(Y方向)出側に矯正ロール3A,3Bが配されており、H形鋼である被圧延材SのウェブWを上下の水平ロール7A,7Bが圧下し、左右のフランジF,Fを左右の竪ロール2A,2Bが圧下し、搬送される被圧延材Sの搬送方向の曲がりを矯正ロール3A,3Bのいずれか一方もしくは双方がスライドしながら(X2方向)調整するようになっている。
【0039】
図1,2からも明らかなように、装置構成は被圧延材Sの左右で同一であるため、以下、各構成部材の説明を被圧延材Sの右側の領域を取り上げて説明する。すなわち、以下の説明はそのまま被圧延材Sの左側の装置構成にも妥当するものである。
【0040】
竪ロール2Aは被圧延材Sと反対側にある2つのバックアップロール4A,4Aの双方に接しており、矯正ロール3Aは一方のバックアップロール4Aにのみ接している。
【0041】
図3で示すように、竪ロールチョック1Aには、2つの凹溝1Aa,1Abが設けてあり、凹溝1Aaには入れ子2Abが収容され、かつこの入れ子2Abは引張ばね2Acを介してバックアップロール4A側に付勢されており(付勢力P)、入れ子2Abに竪ロール2Aが回転軸2Aaを中心に回転自在に軸支されている。
【0042】
また、他方の凹溝1Abには別途の入れ子3Abが収容され、かつこの入れ子3Abは引張ばね3Acを介してバックアップロール4A側に付勢されており(付勢力P)、入れ子3Abに矯正ロール3Aが回転軸3Aaを中心に回転自在に軸支されている。
【0043】
図1で示すように、バックアップロール4Aは、その中心から偏心位置に回動軸を有する偏心軸4Aaと、その周囲のバックアップロール外筒4Abとから構成されており、バックアップロール4Aは自身がその偏心軸4Aaを中心に回動する(図1中のZ1方向)ことにともなって平面内でスライドすることができる。このバックアップロール4Aの平面内におけるスライドにともない、引張ばね2Ac,3Acによってバックアップロール側に付勢されている入れ子2Ab,3Abの上に軸支された竪ロール2A、矯正ロール3Aはともに、バックアップロール4Aに接しながら同様に平面内でスライドすることになる(X1方向、X2方向)。この偏心軸4Aaを中心に回動しながらスライドするバックアップロール4Aの該偏心軸4Aaがバックアップロールをスライドさせるバックアップロールスライド機構であり、この偏心軸4Aaと、入れ子3Abと、引張ばね3Acが矯正ロールスライド機構である。
【0044】
なお、図3で示す竪ロール2Aと矯正ロール3Aの付勢機構の変形例として、図4で示すように、竪ロールチョック1Aに大きめの凹溝1Acを設けておき、この凹溝1Ac内に大きめの入れ子8が収容されていて、入れ子8が引張ばね8bを介して竪ロールチョック1Aに繋がれてバックアップロール側に付勢された(付勢力P)実施の形態であってもよい。この大きめの入れ子8に対して竪ロール2Aは固定位置で回転自在に軸支され、矯正ロール3Aは入れ子8に設けられた凹溝8a内にある小さめの入れ子3Abに回転自在に軸支され、この小さめの入れ子3Abも引張ばね3Acにてバックアップロール側に付勢されている(付勢力P)。
【0045】
次に、図5を参照して、2つのバックアップロール4A,4Aを回動させながらスライドさせる機構について説明する。なお、同図において、2点鎖線はバックアップロールや竪ロール、矯正ロールがスライドする前の状態を示しており、実線はスライド後の状態を示している。
【0046】
2つのバックアップロール4A、4Aの側面にはいずれも、側面歯4Ac,4Acが装着されており、その側方には、それぞれの側面歯4Ac,4Ac(ウォームホイール)と噛み合いするギア歯を有するとともに双方のギア歯が逆向きとなっている第1、第2のギア6Ac,6Ac’と、第1、第2のギア6Ac,6Ac’ (ウォームギア)が一体となった軸6Abと、この軸6Abを回転させるサーボモータ6Aaからなる軸回転機構が配設されている。なお、図2で示すように、バックアップロール4Aや軸回転機構はケースC内に収容されており、偏心軸4Aaはベアリングを介して回動自在にケースCに取り付けられている。
【0047】
軸6Abを回転させて2つの側面歯4Ac,4Acを逆方向に回転させることにより(Z3方向、Z3’方向)、2つのバックアップロール4A,4Aを偏心軸4Aaを中心に同時に逆方向に回動させ(Z1方向、Z1’方向)、偏心軸4Aaを中心としたこの回動によって2つのバックアップロール4A,4Aを水平面内でそれぞれスライドさせる。
【0048】
同径の2つのバックアップロール4A,4Aの中心位置O点と中心角θをなして双方に付勢されて接している竪ロール2Aは、バックアップロール4A,4Aの同じスライド量によって被圧延材S側にδ1押出される。
【0049】
また、一方のバックアップロール4Aに付勢されて接している矯正ロール3Aは、当該バックアップロール4Aのスライドによって被圧延材S側にδ2押出される。
【0050】
このように、図示するスライド機構を適用することで、竪ロール2Aからの圧延荷重を2つのバックアップロール4A,4Aで安定的に支持でき、さらには、バックアップロール4A,4Aのスライドに応じて竪ロール2Aと矯正ロール3Aを同時にスライドさせることができる。
【0051】
ここで、被圧延材Sを圧下する竪ロール2Aは、竪ロールチョック1Aの同じ位置で回転しながら被圧延材Sの圧下をおこなうのが好ましく、被圧延材Sの搬送方向に曲がりが生じた際に左右のいずれか一方もしくは双方の矯正ロール3A,3Bのみが所望にスライドして被圧延材Sの曲がりを矯正することにより、被圧延材Sを所望に圧下しながら、その長手方向の真直性を保証することができる。
【0052】
しかしながら、図示するスライド機構を適用した際には、バックアップロールのスライドに応じて矯正ロールはδ2スライドする(δ2>δ1)が、竪ロールもδ1スライドすることになる。
【0053】
そこで、図1で示すように、図示するユニバーサル圧延機10は竪ロールチョック1A、1Bの全体を平面内でスライドさせる(X3方向)圧下装置5A,5Bをさらに備えており、たとえば竪ロールチョック1Aを竪ロール2Aと同じδ1だけ被圧延材Sと反対側にスライドさせることにより、竪ロール2Aのスライドを解消して被圧延材Sに対する竪ロール2Aの回転位置を変化させることなく、被圧延材Sの圧下をおこなうことを可能とするものである。
【0054】
圧下装置5Aにて竪ロールチョック1Aを竪ロール2Aのスライド方向X1と逆方向にδ1スライドさせて竪ロール2Aのスライドを解消してもとの位置に留まらせた上で、矯正ロール3Aは被圧延材S側にδ2−δ1だけスライドさせることができ、このスライド量によって被圧延材Sの曲がりを矯正することになる。
【0055】
ユニバーサル圧延機10による圧延時の被圧延材Sの左右(左フランジF、右フランジF)の圧下バランスの変化は、被圧延材Sの左右の温度が異なること、左右の厚みが異なること、竪ロール2A,2Bのロール状態やその径などが異なること、といった複数の要因によって生じるものであり、したがって圧下バランスの変化の程度は一様でない。そこで、実際にH形鋼からなる被圧延材Sのユニバーサル圧延をおこなう際には、実際のユニバーサル圧延に先んじて、被圧延材Sの搬送時の曲がりの程度を確認するべく、2,3の被圧延材Sを仮に搬送させて圧延し、搬送の際の曲がりの程度や傾向を作業員が目視等で確認した後に、矯正ロールスライド機構にて左右双方の矯正ロールもしくはいずれか一方の矯正ロール3A,3Bのスライド量を調整した後に、実際のユニバーサル圧延工程に移行することになる。
【0056】
図示するユニバーサル圧延機10によれば、搬送される被圧延材Sの左右の竪ロールチョック1A,1Bに回転自在に配された矯正ロール3A,3Bが当該竪ロールチョック1A,1Bに対して相対的にスライド自在に構成されていることで、被圧延材Sの左右の圧下バランスの程度に応じて左右いずれか一方もしくは双方の矯正ロール3A,3Bがスライドして、被圧延材Sの曲がりを所望に矯正することができ、被圧延材Sの長手方向の真直性を保証しながら圧下をおこなうことができる。
【0057】
また、図示を省略するが、搬送路を搬送する被圧延材の第1の竪ロール側領域と第2の竪ロール側領域の圧下状態の異同を検知するセンサと、センサからのセンシングデータを受信し、圧下状態が異なる場合に矯正ロールスライド手段に信号を送信して、第1、第2の矯正ロールのいずれか一方もしくは双方を搬送路に直交する方向にスライドさせて双方の領域の圧下状態を同じに調整する制御部と、をさらに備えたユニバーサル圧延機を適用することもできる。なお、ここでいうセンサとしては、被圧延材の第1の竪ロール側領域と第2の竪ロール側領域それぞれの温度を検知する温度センサや、第1、第2の竪ロールに設けられた圧力センサ、被圧延材の正規の搬送方向と実際の搬送方向の差分を検知する距離センサなどを挙げることができる。被圧延材の左右の圧下状態の異同や圧下バランスの程度を、既述するように作業員による目視によることなくセンサによって自動的に測定し、センシングデータに基づいた矯正ロールの自動制御をおこなうことで、被圧延材の圧下の際の曲がりを精緻に調整しながら、所望する搬送方向に圧下後の被圧延材を完全自動化の下で搬送して長手方向の真直性を保証することができる。
【0058】
以上、本発明の実施の形態を図面を用いて詳述してきたが、具体的な構成はこの実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲における設計変更等があっても、それらは本発明に含まれるものである。
【符号の説明】
【0059】
1A…第1の竪ロールチョック、1B…第2の竪ロールチョック、2A…第1の竪ロール、2B…第2の竪ロール、3A…第1の矯正ロール、3B…第2の矯正ロール、4A…第1のバックアップロール、4B…第2のバックアップロール、4Aa,4Ba…偏心軸、4Ab,4Bb…バックアップロール外筒、4Ac,4Bc…側面歯(ウォームホイール)、5A…第1の圧下装置、5B…第2の圧下装置、6Aa,6Ba…サーボモータ、6Ab,6Bb…軸、6Ac,6Bc…第1のギア(ウォームギア)、6Ac’,6Bc’…第2のギア(ウォームギア)、7A…第1の水平ロール、7B…第2の水平ロール、10…ユニバーサル圧延機、S…被圧延材、W…ウェブ、F…フランジ
【特許請求の範囲】
【請求項1】
被圧延材の搬送路を挟んで左右の位置にある一対の第1、第2の竪ロールチョックのそれぞれに回転自在に設けられた第1、第2の竪ロールおよび第1、第2の矯正ロールと、
被圧延材の搬送路を挟んで上下の位置にある一対の第1、第2の水平ロールと、を備えたユニバーサル圧延機において、
前記ユニバーサル圧延機は、前記第1、第2の矯正ロールを前記搬送路に直交する方向にスライドさせる矯正ロールスライド機構をさらに備えているユニバーサル圧延機。
【請求項2】
前記第1、第2の竪ロールチョックのそれぞれに、第1、第2のバックアップロールが回転自在で、かつ少なくとも第1、第2の矯正ロールのそれぞれに接した姿勢で設けられ、
前記矯正ロールスライド機構は、竪ロールチョックに設けられた凹溝内でスライド自在で矯正ロールを回転自在に軸支する入れ子と、入れ子をバックアップロール側に付勢する引張ばねと、第1、第2のバックアップロールをスライドさせるバックアップロールスライド機構と、から構成されている請求項1に記載のユニバーサル圧延機。
【請求項3】
前記バックアップロールスライド機構は、バックアップロールの中心から偏心位置にあってその回動中心となる偏心軸からなり、
前記偏心軸を中心にバックアップロールを回動させることによってバックアップロールをスライドさせ、バックアップロールのスライドに応じて入れ子と矯正ロールがスライドする請求項2に記載のユニバーサル圧延機。
【請求項4】
前記竪ロールも、竪ロールチョックに設けられた凹溝内でスライド自在な入れ子に回転自在に軸支され、該入れ子がバックアップロール側に別途の引張ばねによって付勢されている請求項2または3に記載のユニバーサル圧延機。
【請求項5】
前記第1、第2のバックアップロールはともに2つずつあり、
第1、第2のバックアップロールともに、2つのバックアップロールが竪ロールに接した姿勢で回転自在となっており、かついずれか一方のバックアップロールが矯正ロールにも接した姿勢で回転自在となっており、
2つのバックアップロールが逆方向に回動して竪ロールを被圧延材側にδ1スライドさせ、かつ、矯正ロールをδ2スライドさせる請求項2〜4のいずれかに記載のユニバーサル圧延機。
【請求項6】
第1、第2のバックアップロールの側面に設けられた側面歯とそれぞれ噛み合いするギア歯であって双方のギア歯が逆むきとなっている第1、第2のギアを有する軸と、該軸を回転させるアクチュエータとからなる軸回転機構が第1、第2の竪ロールチョックのそれぞれに設けてあり、
前記軸を回転させて2つのバックアップロールを同時に逆方向に回動させ、もって該2つのバックアップロールを前記搬送路に直交する方向に同量スライドさせる請求項5に記載のユニバーサル圧延機。
【請求項7】
前記ユニバーサル圧延機は、第1、第2の竪ロールチョックを前記搬送路に直交する方向にスライドさせる圧下装置をさらに備え、
竪ロールが被圧延材側にδ1スライドしようとした際に圧下装置が竪ロールチョックを被圧延材と反対側にδ1スライドさせて竪ロールのスライドを解消させる請求項5または6に記載のユニバーサル圧延機。
【請求項8】
前記ユニバーサル圧延機は、
搬送路を搬送する被圧延材の第1の竪ロール側領域と第2の竪ロール側領域の圧下状態の異同を検知するセンサと、
前記センサからのセンシングデータを受信し、圧下状態が異なる場合に矯正ロールスライド手段に信号を送信して、第1、第2の矯正ロールのいずれか一方もしくは双方を搬送路に直交する方向にスライドさせて双方の領域の圧下状態を同じに調整する制御部と、をさらに備える請求項1〜7のいずれかに記載のユニバーサル圧延機。
【請求項9】
前記センサが、被圧延材の第1の竪ロール側領域と第2の竪ロール側領域それぞれの温度を検知する温度センサ、もしくは、第1、第2の竪ロールに設けられた圧力センサ、もしくは、被圧延材の正規の搬送方向と実際の搬送方向の差分を検知する距離センサ、のうちのいずれか一種からなる請求項8に記載のユニバーサル圧延機。
【請求項1】
被圧延材の搬送路を挟んで左右の位置にある一対の第1、第2の竪ロールチョックのそれぞれに回転自在に設けられた第1、第2の竪ロールおよび第1、第2の矯正ロールと、
被圧延材の搬送路を挟んで上下の位置にある一対の第1、第2の水平ロールと、を備えたユニバーサル圧延機において、
前記ユニバーサル圧延機は、前記第1、第2の矯正ロールを前記搬送路に直交する方向にスライドさせる矯正ロールスライド機構をさらに備えているユニバーサル圧延機。
【請求項2】
前記第1、第2の竪ロールチョックのそれぞれに、第1、第2のバックアップロールが回転自在で、かつ少なくとも第1、第2の矯正ロールのそれぞれに接した姿勢で設けられ、
前記矯正ロールスライド機構は、竪ロールチョックに設けられた凹溝内でスライド自在で矯正ロールを回転自在に軸支する入れ子と、入れ子をバックアップロール側に付勢する引張ばねと、第1、第2のバックアップロールをスライドさせるバックアップロールスライド機構と、から構成されている請求項1に記載のユニバーサル圧延機。
【請求項3】
前記バックアップロールスライド機構は、バックアップロールの中心から偏心位置にあってその回動中心となる偏心軸からなり、
前記偏心軸を中心にバックアップロールを回動させることによってバックアップロールをスライドさせ、バックアップロールのスライドに応じて入れ子と矯正ロールがスライドする請求項2に記載のユニバーサル圧延機。
【請求項4】
前記竪ロールも、竪ロールチョックに設けられた凹溝内でスライド自在な入れ子に回転自在に軸支され、該入れ子がバックアップロール側に別途の引張ばねによって付勢されている請求項2または3に記載のユニバーサル圧延機。
【請求項5】
前記第1、第2のバックアップロールはともに2つずつあり、
第1、第2のバックアップロールともに、2つのバックアップロールが竪ロールに接した姿勢で回転自在となっており、かついずれか一方のバックアップロールが矯正ロールにも接した姿勢で回転自在となっており、
2つのバックアップロールが逆方向に回動して竪ロールを被圧延材側にδ1スライドさせ、かつ、矯正ロールをδ2スライドさせる請求項2〜4のいずれかに記載のユニバーサル圧延機。
【請求項6】
第1、第2のバックアップロールの側面に設けられた側面歯とそれぞれ噛み合いするギア歯であって双方のギア歯が逆むきとなっている第1、第2のギアを有する軸と、該軸を回転させるアクチュエータとからなる軸回転機構が第1、第2の竪ロールチョックのそれぞれに設けてあり、
前記軸を回転させて2つのバックアップロールを同時に逆方向に回動させ、もって該2つのバックアップロールを前記搬送路に直交する方向に同量スライドさせる請求項5に記載のユニバーサル圧延機。
【請求項7】
前記ユニバーサル圧延機は、第1、第2の竪ロールチョックを前記搬送路に直交する方向にスライドさせる圧下装置をさらに備え、
竪ロールが被圧延材側にδ1スライドしようとした際に圧下装置が竪ロールチョックを被圧延材と反対側にδ1スライドさせて竪ロールのスライドを解消させる請求項5または6に記載のユニバーサル圧延機。
【請求項8】
前記ユニバーサル圧延機は、
搬送路を搬送する被圧延材の第1の竪ロール側領域と第2の竪ロール側領域の圧下状態の異同を検知するセンサと、
前記センサからのセンシングデータを受信し、圧下状態が異なる場合に矯正ロールスライド手段に信号を送信して、第1、第2の矯正ロールのいずれか一方もしくは双方を搬送路に直交する方向にスライドさせて双方の領域の圧下状態を同じに調整する制御部と、をさらに備える請求項1〜7のいずれかに記載のユニバーサル圧延機。
【請求項9】
前記センサが、被圧延材の第1の竪ロール側領域と第2の竪ロール側領域それぞれの温度を検知する温度センサ、もしくは、第1、第2の竪ロールに設けられた圧力センサ、もしくは、被圧延材の正規の搬送方向と実際の搬送方向の差分を検知する距離センサ、のうちのいずれか一種からなる請求項8に記載のユニバーサル圧延機。
【図1】


【図2】

【図3】

【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−228725(P2012−228725A)
【公開日】平成24年11月22日(2012.11.22)
【国際特許分類】
【出願番号】特願2011−99680(P2011−99680)
【出願日】平成23年4月27日(2011.4.27)
【出願人】(306022513)新日鉄エンジニアリング株式会社 (897)
【出願人】(390022873)日鐵プラント設計株式会社 (275)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【公開日】平成24年11月22日(2012.11.22)
【国際特許分類】
【出願日】平成23年4月27日(2011.4.27)
【出願人】(306022513)新日鉄エンジニアリング株式会社 (897)
【出願人】(390022873)日鐵プラント設計株式会社 (275)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
[ Back to top ]