
ロストワックス鋳造法による繊維強化圧力容器およびその製造方法

【課題】耐蝕性があり、コンパクトで軽量で安価な繊維強化高圧圧力容器の構造とその製造方法に関するものである。
【解決手段】耐蝕性が有るステンレスを用い、ロストワックス鋳造法で金属ライナーを製作し、切削加工で胴部の厚さを調整して、炭素繊維を樹脂ともに巻きつけて、自緊圧力をコントロールして耐力の約半分の圧縮応力を内在させる事で、疲労試験圧力での寿命を最適に設計している。更に、時効硬化ステンレスを採用して、金属ライナーの内面側だけを硬化させる事で、亀裂発生を抑えて且つ靭性を確保して、より安全な構造の高圧圧力容器が製造できた。
【解決手段】耐蝕性が有るステンレスを用い、ロストワックス鋳造法で金属ライナーを製作し、切削加工で胴部の厚さを調整して、炭素繊維を樹脂ともに巻きつけて、自緊圧力をコントロールして耐力の約半分の圧縮応力を内在させる事で、疲労試験圧力での寿命を最適に設計している。更に、時効硬化ステンレスを採用して、金属ライナーの内面側だけを硬化させる事で、亀裂発生を抑えて且つ靭性を確保して、より安全な構造の高圧圧力容器が製造できた。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高圧でも液化しにくい医療用の酸素ガスや特殊ガスや天然ガスや水素ガス等を安全に収納する、コンパクトで軽量で安価な繊維強化圧力容器の構造およびその製造方法に関するものである。
【背景技術】
【0002】
従来の高圧用ボンベは、高耐力のMn鋼やアルミ合金を塑性加工や熱間塑性鍛造などにより加工して、又は切削加工した口金とプレス鏡板を嵌め込み溶接した物と継ぎ目無し管とを周溶接して製造していた。
【0003】
その容器は、安全率や疲労強度考慮して厚くなるために、大きく重たかった。
【0004】
高圧にすると、コンパクトにできるが肉厚が増す為、重くなる問題があった。
【0005】
耐蝕性が要求される標準ガスや毒性ガスなどの特殊高圧ガスボンベでは、ステンレスの切削加工で製造しており、ステンレスの耐力がひくい為にMn鋼の約3.5倍も厚くする必要があり、重いだけでなく運搬や輸送に不便だけではなく、製作費用も高くて実用的で無かった。
【発明の開示】
【発明が解決しようとする課題】
【0006】
より小型軽量で且つ大容量の高圧用ボンベを、安価で安全に提供する事が求められており、本発明はそれを目的としている。
【0007】
従来の軽量化方法としては、高圧ガスボンベが内圧のみの負荷なので、金属ライナーの外周部に合成樹脂で含浸した高強度の繊維束を巻きつけた構造で、自緊処理を施し、残留応力を内在させて、使用充填圧力から残留応力分だけ実働負荷を低下させる事が可能で、その応力低下分だけ疲労寿命が延びる為に、高圧ボンベの小型軽量化を図る方法である。
【0008】
具体的には、マンネス式又はエルハルト式の無継目パイプの両端又は片側をスピニングで縮管して口金を整形し、そこにネジを加工した金属ライナーに、そのドーム口金の周囲まで合成樹脂を含浸された繊維束を用いてヘリカル巻き繊維層で強化し、胴部をフープ巻き繊維層によって強化する圧力容器である。
【0009】
しかし、アルミ合金(AL6061:比重2.70)では、200〜400度に加熱してスピニングで口金を製造(加工時137N/平方ミリ)した後に、容体化処理のため加熱で515〜550度とし、後に時効効果のためのT6処理(155〜165度で18時間保持後に除冷・T6処理後の耐力250N/平方ミリ)が必要であり、且つ自緊処理を施す必要があり、製造に費用と時間が掛かり高価となってしまっていた。
【課題を解決するための手段】
【0010】
二層からなる高圧複合容器の寿命は、内側の金属ライナー耐力に依存する為、単位重量当りの耐力の大きいもの程、容器の軽量化が可能となる。表1に、種々の金属の耐力/比重を比較したものを示す。
【0011】
耐蝕性が良いステンレスでは、約21N/平方ミリと低いが、それと比較するとAL6061では約4倍、時効硬化ステンレスのシリコロイA2では約5倍となる。
【0012】
従って、その逆数に比例して高圧ガスの小型軽量化が図れる。
高張力鋼NKH540では、ステンレスに対する値の約3倍となるので、アルミより軽量化できないが、溶接でライナーを製造し、熱処理や塑性加工費をコストダウンする事が期待できる。
【0013】
耐蝕性が良いステンレスは、アルミの様な塑性加工では変形抵抗が大きく、加工温度も更に高温とする必要があり、その塑性加工がいまだ実用化されていない。
【0014】
別の製造方法としては鋳物も考えられるが、従来の鋳物では肉厚が厚いものしか製造できず、更に硬くて脆かったた為、靭性を要求される高圧タンクの金属ライナーとして考慮されず、実際に採用された例も無かった。
【0015】
時効硬化ステンレスのシリコロイA2TMでは、アルミより軽量化の可能性が有り、且つSUS304より耐蝕性が優れている(硫酸には弱い)ので、耐蝕性を要求される標準ガスや毒性ガスの高圧軽量ボンベに最適である。
【0016】
本発明では、時効硬化ステンレスのシリコロイA2TMを鋳造*2し、容体化処理だけして、時効硬化処理*4を実施しない事でその靭性を生かすという、熱処理費用と時間を低減するという、一石二鳥のアイデアである。
【0017】
【表1】

【0018】
時効硬化ステンレスのシリコロイA2TMは、マルテンサイト系ステンレスの一種であり、Cr10.8% ,Ni6.4% ,Si3.50% ,Mn1.0% ,C0.02% ,Fe-Bal,Mo,Cu,Nb等の組成であり、時効硬化ステンレスのシリコロイXV1TMも、マルテンサイト系ステンレスの一種であり、Cr10.5% ,Ni6.5% ,Si3.60% ,Mn1.0% ,C0.02% ,Fe-Bal ,Mo,Co,Tl等の組成である。
【0019】
【表2】
【0020】
【表3】
【0021】
その特徴として、カーボンCを低くしてシリコンSi成分で硬度や機械的性質をコントロールしている。
【0022】
アルミでは加熱塑性変形で製造しているが、本発明は鋳造や鋳造後に(切削)加工して金属ライナーとしている。
【0023】
外部にファイバーを巻きつけて、樹脂を加熱乾燥*3(〜200℃)を数時間行なうが、*4 時効硬化温度(300〜600℃)より低いので問題なく、その後に内面硬化処理を行う。
【発明の効果】
【0024】
シリコロイA2は、時効硬化処理*4(480℃〜空冷)すると、*4耐力が1600N/平方ミリと極端に大きくなり、硬度がHRC34*2からHRC50±2*4と硬くなりすぎる。
【0025】
高圧タンクライナーとしての用途では、靭性を生かす為に時効硬化処理*4を実施せずに、タンク内表面だけ高周波熱処理やマイクロディンプル処理を実施し、タンク内表面だけ時効硬化処理が可能な為、内側表面だけ析出硬化して硬く緻密な結晶になり、内表面の組織費の微細化で、亀裂の発生が抑えられる。
【0026】
溶接部の場合でも内面研磨と電解研磨後のマイクロディンプル処理により、内表面だけ時効硬化可能であり、亀裂発生防止と寿命延長効果が得られる。
【0027】
内表面以外の金属部分は靭性が有るために、内側からの亀裂発生が防止できる、圧力容器としての理想的な構造が得られる。
【0028】
炭素繊維等の外郭強度により、自緊処理で応力を約半分に抑えられる為、疲労限以下の設計でも軽量化が可能である。
【0029】
口金と鏡板を鋳造で一体成型可能な為に、応力を低下させるための任意板厚で製造可能であり、欠陥の入り易い溶接やろう接が不要な為に、FEMの設計どおりの厚さの曲線に製作可能である。
【0030】
高圧ボンベの軽量化は、表1に示す物性値で制限されるが、制作費は従来は不可能と考えられていた鋳造が利用できる事と、溶接や熱処理工程の削除により低減が可能である。
図1の方が、フープ巻きとヘリカル巻きが互層となり強度が増して寿命も長い。
【発明を実施するための最良の形態】
【0031】
時効硬化性ステンレス シリコロイA2を用いてロストワックス法で製作し、口金を設けたドームを備えた半割り金属ライナーを、その中央胴部で周溶接して一体に製造した金属ライナーを、胴部とドームの口金周囲までヘリカル巻き繊維層によって強化し、胴部をフープ巻き繊維層によって強化する事を特徴とする、繊維強化圧力容器の構造とその製造方法に関している。
【0032】
溶接した胴部は、薄肉化の為に旋盤で切削加工すると胴部の厚さの精度を上げる事ができて、自緊処理が正確になり、寿命も延びる。
【0033】
胴部と両側ドーム口金を備えた金属ライナーを、時効硬化性ステンレス シリコロイA2のロストワックス法で一体製造し、合成樹脂を含浸させた繊維束を用いて胴部とドームの口金周囲までヘリカル巻き繊維層によって強化し、胴部をフープ巻き繊維層によって強化した事を特徴とする、繊維強化圧力容器の構造とその製造方法に関している。
【0034】
基本的に円形断面をもつ一軸回転体なので、鋳物では中子を細かく砕くか分解しない限り、内面の空間は形成できない。
【0035】
中空のワックス型が作れれば、その型の内外面に超高微粒子ケイ酸SiO2のゾルやエチルシリケート等の耐火材を積層乾燥させて型を作り、過熱焼結してワックスを溶融排除して、ロストワックス型が出来上がる。
【0036】
そこに、シリコロイA2やライナー用金属を鋳造*2し、中子と外型を破砕して洗浄して、内部を電解研磨したり、外部を第2図の様に切削研磨する。
【0037】
特に一回の鋳造で製造する場合は、温度管理の他に型を回転させて遠心力を利用すると、均一の肉厚となり巣もでき難くなる。
【0038】
更に、口金のネジ加工で、金属ライナーは完成する。
【0039】
しかし問題は、どうすれば中空ワックス原型を精度良くて且つ安く製造できるかである。
【実施例】
【0040】
第一の方法は、中心軸より細いパイプの周囲に半割りの中子外金型を組み合わせて、ソルブリワックスで中子を射出整形する。
【0041】
その中子外金型を取り外し、中心パイプの周りに半割りのライナー外金型を付けて、くるむ様にパターンワックスを用いて射出成型して、金型を取り外す。
【0042】
その後で、3%希塩酸又は水で、ソルブリワックスを溶出させると目的の中空ワックス原型が製作できる。
【0043】
これを基に、ロストワックス法で中空ライナーを製造すると、収縮率が一定である為に、特に金属ライナーの胴部の厚さを均一にできる。
【0044】
更にFEMで計算された口金とドーム部の微妙な肉厚と曲線構造も正確に再現性良く鋳造が可能である。
【0045】
第二の方法は、半割りの中後外金型の内面に超微粒子計算SiO2のゾルやエチレンシリケート等の耐火材を積層乾燥させて、外型を外して加熱焼結して、中子型をつくり、中心に穴を穿孔して中心軸より細いパイプを通す。
【0046】
前記中子の付いた細いパイプを利用して、中心を合わせた半割りのライナー外砂型を組み付けて、その間にシリコロイA2やライナー金属を鋳造する。
【0047】
第二の方法は、ライナー胴部が偏芯し易く均一に成りにくい事と、型の収縮率の違いが有る為に厚さ管理が難しいが、確実に中子を保持できる利点がある。
【0048】
前記半割り中子金型やライナー外金型、縦割りと横割りが可能であるが、縦割りは半円形断面の為に、ライナーワックス型を外し易いが縦筋が入る。
【0049】
横割りは、中央部に円形筋が入るが、ドーム方向に緩いテーパーを設けないと、取り外しがこんなんとなったり、ワックス型が欠けたりして生産性が悪い。
【0050】
第三の方法は、光造形を用いて中空タンクの内・外型プロフィールを同時に、粉末の積層成型で作る方法で、フェノール系シリカ砂/ジルコン砂を用いている。
【0051】
その成型後に、250〜300℃の炉でフェノールを飛ばして、鋳型とする。
【0052】
第四の方法は、光造形を用いて中空のワックス原型をアクリル系スチレンで粉末の焼結による積層成型で製造し、使用室模型として利用する方法である。
【0053】
第三の方法と第四の方法は、CAD図面から直接製造可能であるが、装置が高価であり、積層に時間が掛かる為に、コスト的に問題がある。
【0054】
特に、大型や長いボンベの製造には、大容量の三次元造型機の設備投資が必要な事と、一つ製造する為に長時間機械を占有する生産性の低い為に、試作の様な複雑な構造に向くが、ボンベの大量生産には向かない。
【産業上の利用可能性】
【0055】
自緊処理圧力は、鋳造時の肉厚精度に依存するが、胴部の薄肉化は外周切削精度で補正可能である。
内面研磨も、貫通軸があると自動化で溶接部だけなら自動化も可能である。
【0056】
大きいボンベの場合は、中央部や鏡部の周溶接する方が、内面研磨も広くなる為に、コストダウンが可能である。
【0057】
ボンベ周溶接部は、軸方向応力の半分となるので溶接施工が可能であるが、胴縦溶接部は熱影響部の強度低下を考慮して、厚く設計する必要がある。
【0058】
別な構造として、図3に示す様な、片側口金を不要として半球状ドームとした金属ライナーも鋳造で製作が可能であるが、製造を検討した。
【0059】
口金が一つで済む為に、軽量化には向いているが、内型と外型の中心を合わせる困難さと、ファイバーを巻く時の半球ドーム部のセンター保持の問題を克服しても、ファイバーが滑ったり、頂点が厚肉となったり製造するのに種々の工夫が必要である。
【図面の簡単な説明】
【0060】
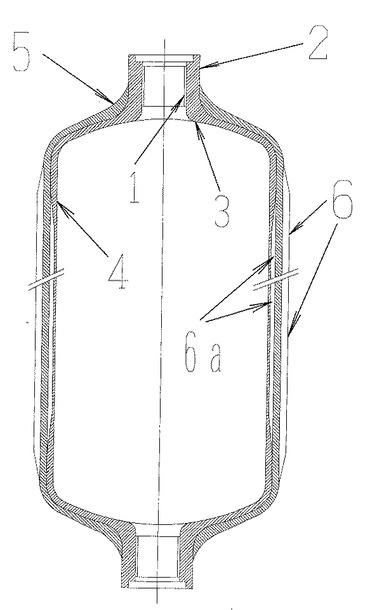
【図1】本発明の一般的な円形断面高圧複合容器の縦断面図である。
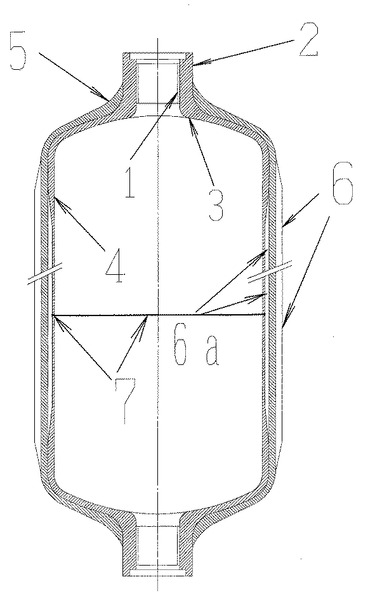
【図2】本発明の別の一般的な円形断面高圧複合容器の縦断面図である。
【図3】本発明の一つ口円形断面高圧複合容器の縦断面図である。
【図4】本発明の胴中央部を溶接タイプの高圧複合容器の縦断面図である。
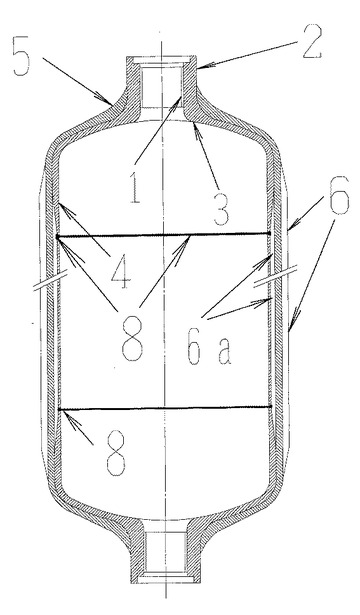
【図5】本発明の胴部二箇所溶接タイプの高圧複合容器の縦断面図である。
【符号の説明】
【0061】
1 口金のネジ部
2 口金ボス部
3 口金孔部
4 胴外面テーパー部
4a 胴内面テーパー部
5 樹脂含浸(炭素)繊維ヘリカル巻き部
6 樹脂含浸(炭素)繊維フープ巻き部
6a 樹脂含浸(炭素)繊維内側フープ巻き部
7 胴中央部の周溶接線
8 胴部二箇所の周溶接線
【技術分野】
【0001】
本発明は、高圧でも液化しにくい医療用の酸素ガスや特殊ガスや天然ガスや水素ガス等を安全に収納する、コンパクトで軽量で安価な繊維強化圧力容器の構造およびその製造方法に関するものである。
【背景技術】
【0002】
従来の高圧用ボンベは、高耐力のMn鋼やアルミ合金を塑性加工や熱間塑性鍛造などにより加工して、又は切削加工した口金とプレス鏡板を嵌め込み溶接した物と継ぎ目無し管とを周溶接して製造していた。
【0003】
その容器は、安全率や疲労強度考慮して厚くなるために、大きく重たかった。
【0004】
高圧にすると、コンパクトにできるが肉厚が増す為、重くなる問題があった。
【0005】
耐蝕性が要求される標準ガスや毒性ガスなどの特殊高圧ガスボンベでは、ステンレスの切削加工で製造しており、ステンレスの耐力がひくい為にMn鋼の約3.5倍も厚くする必要があり、重いだけでなく運搬や輸送に不便だけではなく、製作費用も高くて実用的で無かった。
【発明の開示】
【発明が解決しようとする課題】
【0006】
より小型軽量で且つ大容量の高圧用ボンベを、安価で安全に提供する事が求められており、本発明はそれを目的としている。
【0007】
従来の軽量化方法としては、高圧ガスボンベが内圧のみの負荷なので、金属ライナーの外周部に合成樹脂で含浸した高強度の繊維束を巻きつけた構造で、自緊処理を施し、残留応力を内在させて、使用充填圧力から残留応力分だけ実働負荷を低下させる事が可能で、その応力低下分だけ疲労寿命が延びる為に、高圧ボンベの小型軽量化を図る方法である。
【0008】
具体的には、マンネス式又はエルハルト式の無継目パイプの両端又は片側をスピニングで縮管して口金を整形し、そこにネジを加工した金属ライナーに、そのドーム口金の周囲まで合成樹脂を含浸された繊維束を用いてヘリカル巻き繊維層で強化し、胴部をフープ巻き繊維層によって強化する圧力容器である。
【0009】
しかし、アルミ合金(AL6061:比重2.70)では、200〜400度に加熱してスピニングで口金を製造(加工時137N/平方ミリ)した後に、容体化処理のため加熱で515〜550度とし、後に時効効果のためのT6処理(155〜165度で18時間保持後に除冷・T6処理後の耐力250N/平方ミリ)が必要であり、且つ自緊処理を施す必要があり、製造に費用と時間が掛かり高価となってしまっていた。
【課題を解決するための手段】
【0010】
二層からなる高圧複合容器の寿命は、内側の金属ライナー耐力に依存する為、単位重量当りの耐力の大きいもの程、容器の軽量化が可能となる。表1に、種々の金属の耐力/比重を比較したものを示す。
【0011】
耐蝕性が良いステンレスでは、約21N/平方ミリと低いが、それと比較するとAL6061では約4倍、時効硬化ステンレスのシリコロイA2では約5倍となる。
【0012】
従って、その逆数に比例して高圧ガスの小型軽量化が図れる。
高張力鋼NKH540では、ステンレスに対する値の約3倍となるので、アルミより軽量化できないが、溶接でライナーを製造し、熱処理や塑性加工費をコストダウンする事が期待できる。
【0013】
耐蝕性が良いステンレスは、アルミの様な塑性加工では変形抵抗が大きく、加工温度も更に高温とする必要があり、その塑性加工がいまだ実用化されていない。
【0014】
別の製造方法としては鋳物も考えられるが、従来の鋳物では肉厚が厚いものしか製造できず、更に硬くて脆かったた為、靭性を要求される高圧タンクの金属ライナーとして考慮されず、実際に採用された例も無かった。
【0015】
時効硬化ステンレスのシリコロイA2TMでは、アルミより軽量化の可能性が有り、且つSUS304より耐蝕性が優れている(硫酸には弱い)ので、耐蝕性を要求される標準ガスや毒性ガスの高圧軽量ボンベに最適である。
【0016】
本発明では、時効硬化ステンレスのシリコロイA2TMを鋳造*2し、容体化処理だけして、時効硬化処理*4を実施しない事でその靭性を生かすという、熱処理費用と時間を低減するという、一石二鳥のアイデアである。
【0017】
【表1】
【0018】
時効硬化ステンレスのシリコロイA2TMは、マルテンサイト系ステンレスの一種であり、Cr10.8% ,Ni6.4% ,Si3.50% ,Mn1.0% ,C0.02% ,Fe-Bal,Mo,Cu,Nb等の組成であり、時効硬化ステンレスのシリコロイXV1TMも、マルテンサイト系ステンレスの一種であり、Cr10.5% ,Ni6.5% ,Si3.60% ,Mn1.0% ,C0.02% ,Fe-Bal ,Mo,Co,Tl等の組成である。
【0019】
【表2】
【0020】
【表3】
【0021】
その特徴として、カーボンCを低くしてシリコンSi成分で硬度や機械的性質をコントロールしている。
【0022】
アルミでは加熱塑性変形で製造しているが、本発明は鋳造や鋳造後に(切削)加工して金属ライナーとしている。
【0023】
外部にファイバーを巻きつけて、樹脂を加熱乾燥*3(〜200℃)を数時間行なうが、*4 時効硬化温度(300〜600℃)より低いので問題なく、その後に内面硬化処理を行う。
【発明の効果】
【0024】
シリコロイA2は、時効硬化処理*4(480℃〜空冷)すると、*4耐力が1600N/平方ミリと極端に大きくなり、硬度がHRC34*2からHRC50±2*4と硬くなりすぎる。
【0025】
高圧タンクライナーとしての用途では、靭性を生かす為に時効硬化処理*4を実施せずに、タンク内表面だけ高周波熱処理やマイクロディンプル処理を実施し、タンク内表面だけ時効硬化処理が可能な為、内側表面だけ析出硬化して硬く緻密な結晶になり、内表面の組織費の微細化で、亀裂の発生が抑えられる。
【0026】
溶接部の場合でも内面研磨と電解研磨後のマイクロディンプル処理により、内表面だけ時効硬化可能であり、亀裂発生防止と寿命延長効果が得られる。
【0027】
内表面以外の金属部分は靭性が有るために、内側からの亀裂発生が防止できる、圧力容器としての理想的な構造が得られる。
【0028】
炭素繊維等の外郭強度により、自緊処理で応力を約半分に抑えられる為、疲労限以下の設計でも軽量化が可能である。
【0029】
口金と鏡板を鋳造で一体成型可能な為に、応力を低下させるための任意板厚で製造可能であり、欠陥の入り易い溶接やろう接が不要な為に、FEMの設計どおりの厚さの曲線に製作可能である。
【0030】
高圧ボンベの軽量化は、表1に示す物性値で制限されるが、制作費は従来は不可能と考えられていた鋳造が利用できる事と、溶接や熱処理工程の削除により低減が可能である。
図1の方が、フープ巻きとヘリカル巻きが互層となり強度が増して寿命も長い。
【発明を実施するための最良の形態】
【0031】
時効硬化性ステンレス シリコロイA2を用いてロストワックス法で製作し、口金を設けたドームを備えた半割り金属ライナーを、その中央胴部で周溶接して一体に製造した金属ライナーを、胴部とドームの口金周囲までヘリカル巻き繊維層によって強化し、胴部をフープ巻き繊維層によって強化する事を特徴とする、繊維強化圧力容器の構造とその製造方法に関している。
【0032】
溶接した胴部は、薄肉化の為に旋盤で切削加工すると胴部の厚さの精度を上げる事ができて、自緊処理が正確になり、寿命も延びる。
【0033】
胴部と両側ドーム口金を備えた金属ライナーを、時効硬化性ステンレス シリコロイA2のロストワックス法で一体製造し、合成樹脂を含浸させた繊維束を用いて胴部とドームの口金周囲までヘリカル巻き繊維層によって強化し、胴部をフープ巻き繊維層によって強化した事を特徴とする、繊維強化圧力容器の構造とその製造方法に関している。
【0034】
基本的に円形断面をもつ一軸回転体なので、鋳物では中子を細かく砕くか分解しない限り、内面の空間は形成できない。
【0035】
中空のワックス型が作れれば、その型の内外面に超高微粒子ケイ酸SiO2のゾルやエチルシリケート等の耐火材を積層乾燥させて型を作り、過熱焼結してワックスを溶融排除して、ロストワックス型が出来上がる。
【0036】
そこに、シリコロイA2やライナー用金属を鋳造*2し、中子と外型を破砕して洗浄して、内部を電解研磨したり、外部を第2図の様に切削研磨する。
【0037】
特に一回の鋳造で製造する場合は、温度管理の他に型を回転させて遠心力を利用すると、均一の肉厚となり巣もでき難くなる。
【0038】
更に、口金のネジ加工で、金属ライナーは完成する。
【0039】
しかし問題は、どうすれば中空ワックス原型を精度良くて且つ安く製造できるかである。
【実施例】
【0040】
第一の方法は、中心軸より細いパイプの周囲に半割りの中子外金型を組み合わせて、ソルブリワックスで中子を射出整形する。
【0041】
その中子外金型を取り外し、中心パイプの周りに半割りのライナー外金型を付けて、くるむ様にパターンワックスを用いて射出成型して、金型を取り外す。
【0042】
その後で、3%希塩酸又は水で、ソルブリワックスを溶出させると目的の中空ワックス原型が製作できる。
【0043】
これを基に、ロストワックス法で中空ライナーを製造すると、収縮率が一定である為に、特に金属ライナーの胴部の厚さを均一にできる。
【0044】
更にFEMで計算された口金とドーム部の微妙な肉厚と曲線構造も正確に再現性良く鋳造が可能である。
【0045】
第二の方法は、半割りの中後外金型の内面に超微粒子計算SiO2のゾルやエチレンシリケート等の耐火材を積層乾燥させて、外型を外して加熱焼結して、中子型をつくり、中心に穴を穿孔して中心軸より細いパイプを通す。
【0046】
前記中子の付いた細いパイプを利用して、中心を合わせた半割りのライナー外砂型を組み付けて、その間にシリコロイA2やライナー金属を鋳造する。
【0047】
第二の方法は、ライナー胴部が偏芯し易く均一に成りにくい事と、型の収縮率の違いが有る為に厚さ管理が難しいが、確実に中子を保持できる利点がある。
【0048】
前記半割り中子金型やライナー外金型、縦割りと横割りが可能であるが、縦割りは半円形断面の為に、ライナーワックス型を外し易いが縦筋が入る。
【0049】
横割りは、中央部に円形筋が入るが、ドーム方向に緩いテーパーを設けないと、取り外しがこんなんとなったり、ワックス型が欠けたりして生産性が悪い。
【0050】
第三の方法は、光造形を用いて中空タンクの内・外型プロフィールを同時に、粉末の積層成型で作る方法で、フェノール系シリカ砂/ジルコン砂を用いている。
【0051】
その成型後に、250〜300℃の炉でフェノールを飛ばして、鋳型とする。
【0052】
第四の方法は、光造形を用いて中空のワックス原型をアクリル系スチレンで粉末の焼結による積層成型で製造し、使用室模型として利用する方法である。
【0053】
第三の方法と第四の方法は、CAD図面から直接製造可能であるが、装置が高価であり、積層に時間が掛かる為に、コスト的に問題がある。
【0054】
特に、大型や長いボンベの製造には、大容量の三次元造型機の設備投資が必要な事と、一つ製造する為に長時間機械を占有する生産性の低い為に、試作の様な複雑な構造に向くが、ボンベの大量生産には向かない。
【産業上の利用可能性】
【0055】
自緊処理圧力は、鋳造時の肉厚精度に依存するが、胴部の薄肉化は外周切削精度で補正可能である。
内面研磨も、貫通軸があると自動化で溶接部だけなら自動化も可能である。
【0056】
大きいボンベの場合は、中央部や鏡部の周溶接する方が、内面研磨も広くなる為に、コストダウンが可能である。
【0057】
ボンベ周溶接部は、軸方向応力の半分となるので溶接施工が可能であるが、胴縦溶接部は熱影響部の強度低下を考慮して、厚く設計する必要がある。
【0058】
別な構造として、図3に示す様な、片側口金を不要として半球状ドームとした金属ライナーも鋳造で製作が可能であるが、製造を検討した。
【0059】
口金が一つで済む為に、軽量化には向いているが、内型と外型の中心を合わせる困難さと、ファイバーを巻く時の半球ドーム部のセンター保持の問題を克服しても、ファイバーが滑ったり、頂点が厚肉となったり製造するのに種々の工夫が必要である。
【図面の簡単な説明】
【0060】
【図1】本発明の一般的な円形断面高圧複合容器の縦断面図である。
【図2】本発明の別の一般的な円形断面高圧複合容器の縦断面図である。
【図3】本発明の一つ口円形断面高圧複合容器の縦断面図である。
【図4】本発明の胴中央部を溶接タイプの高圧複合容器の縦断面図である。
【図5】本発明の胴部二箇所溶接タイプの高圧複合容器の縦断面図である。
【符号の説明】
【0061】
1 口金のネジ部
2 口金ボス部
3 口金孔部
4 胴外面テーパー部
4a 胴内面テーパー部
5 樹脂含浸(炭素)繊維ヘリカル巻き部
6 樹脂含浸(炭素)繊維フープ巻き部
6a 樹脂含浸(炭素)繊維内側フープ巻き部
7 胴中央部の周溶接線
8 胴部二箇所の周溶接線
【特許請求の範囲】
【請求項1】
円筒形もしくは類似の形状の断面を有する胴部の両端に、口金を設けたドームを備えた金属ライナーを、合成樹脂が含浸した繊維束を用いて胴部とドームの口金周囲までヘリカル巻き繊維層によって強化し、胴部をフープ巻き繊維層によって強化する圧力容器において、胴部とドーム口金を時効硬化性ステンレスのロストワックス法で製作し、且つ金属ライナーをその中央胴部で周溶接して製造した事を特徴とする、繊維強化圧力容器およびその製造方法
【請求項2】
円筒形もしくは類似の形状の断面を有する胴部の両端に、口金を設けたドームを備えた金属ライナーを、合成樹脂が含浸した繊維束を用いて胴部とドームの口金周囲までヘリカル巻き繊維層によって強化し、胴部をフープ巻き繊維層によって強化する圧力容器において、胴部と両側ドーム口金を時効硬化性ステンレスのロストワックス法で一体製造した事を特徴とする、繊維強化圧力容器およびその製造方法
【請求項3】
円筒形もしくは類似の形状の断面を有する胴部の両端に、口金を設けたドームを備えた金属ライナーを、合成樹脂が含浸した繊維束を用いて胴部とドームの口金周囲までヘリカル巻き繊維層によって強化し、胴部をフープ巻き繊維層によって強化する圧力容器において、ドーム口金を時効硬化性ステンレスのロストワックス法で製作し、且つ胴部を継ぎ目無しステンレス管を採用してその胴部両端で周溶接して金属ライナーを製造する事を特徴とする、繊維強化圧力容器およびその製造方法
【請求項4】
円筒形もしくは類似の形状の断面を有する胴部の両端に、口金を設けたドームを備えた金属ライナーを、合成樹脂が含浸した繊維束を用いて胴部とドームの口金周囲までヘリカル巻き繊維層によって強化し、胴部をフープ巻き繊維層によって強化する圧力容器において、胴部の一部をテーパー状に薄肉化して応力集中を避け、且つ繊維束をフープとヘリカルの互層が可能になる構造として、胴部と両側ドーム口金を時効硬化性ステンレスのロストワックス法で一体製造した事を特徴とする、繊維強化圧力容器およびその製造方法
【請求項5】
円筒形もしくは類似の形状の断面を有する胴部の両端に、口金を設けたドームを備えた金属ライナーを、合成樹脂が含浸した繊維束を用いて胴部とドームの口金周囲までヘリカル巻き繊維層によって強化し、胴部をフープ巻き繊維層によって強化する圧力容器において、胴部と両側ドーム口金を時効硬化性ステンレスのロストワックス法で一体製造し、軸を利用し胴部の一部を台形テーパー状に切削加工により応力集中を避けて薄肉化して、且つ繊維束をフープとヘリカルの互層が可能とする構造とした事を特徴とする、繊維強化圧力容器およびその製造方法
【請求項1】
円筒形もしくは類似の形状の断面を有する胴部の両端に、口金を設けたドームを備えた金属ライナーを、合成樹脂が含浸した繊維束を用いて胴部とドームの口金周囲までヘリカル巻き繊維層によって強化し、胴部をフープ巻き繊維層によって強化する圧力容器において、胴部とドーム口金を時効硬化性ステンレスのロストワックス法で製作し、且つ金属ライナーをその中央胴部で周溶接して製造した事を特徴とする、繊維強化圧力容器およびその製造方法
【請求項2】
円筒形もしくは類似の形状の断面を有する胴部の両端に、口金を設けたドームを備えた金属ライナーを、合成樹脂が含浸した繊維束を用いて胴部とドームの口金周囲までヘリカル巻き繊維層によって強化し、胴部をフープ巻き繊維層によって強化する圧力容器において、胴部と両側ドーム口金を時効硬化性ステンレスのロストワックス法で一体製造した事を特徴とする、繊維強化圧力容器およびその製造方法
【請求項3】
円筒形もしくは類似の形状の断面を有する胴部の両端に、口金を設けたドームを備えた金属ライナーを、合成樹脂が含浸した繊維束を用いて胴部とドームの口金周囲までヘリカル巻き繊維層によって強化し、胴部をフープ巻き繊維層によって強化する圧力容器において、ドーム口金を時効硬化性ステンレスのロストワックス法で製作し、且つ胴部を継ぎ目無しステンレス管を採用してその胴部両端で周溶接して金属ライナーを製造する事を特徴とする、繊維強化圧力容器およびその製造方法
【請求項4】
円筒形もしくは類似の形状の断面を有する胴部の両端に、口金を設けたドームを備えた金属ライナーを、合成樹脂が含浸した繊維束を用いて胴部とドームの口金周囲までヘリカル巻き繊維層によって強化し、胴部をフープ巻き繊維層によって強化する圧力容器において、胴部の一部をテーパー状に薄肉化して応力集中を避け、且つ繊維束をフープとヘリカルの互層が可能になる構造として、胴部と両側ドーム口金を時効硬化性ステンレスのロストワックス法で一体製造した事を特徴とする、繊維強化圧力容器およびその製造方法
【請求項5】
円筒形もしくは類似の形状の断面を有する胴部の両端に、口金を設けたドームを備えた金属ライナーを、合成樹脂が含浸した繊維束を用いて胴部とドームの口金周囲までヘリカル巻き繊維層によって強化し、胴部をフープ巻き繊維層によって強化する圧力容器において、胴部と両側ドーム口金を時効硬化性ステンレスのロストワックス法で一体製造し、軸を利用し胴部の一部を台形テーパー状に切削加工により応力集中を避けて薄肉化して、且つ繊維束をフープとヘリカルの互層が可能とする構造とした事を特徴とする、繊維強化圧力容器およびその製造方法
【図1】

【図2】

【図3】

【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2007−198531(P2007−198531A)
【公開日】平成19年8月9日(2007.8.9)
【国際特許分類】
【出願番号】特願2006−19035(P2006−19035)
【出願日】平成18年1月27日(2006.1.27)
【出願人】(399042063)共立工業株式会社 (11)
【Fターム(参考)】
【公開日】平成19年8月9日(2007.8.9)
【国際特許分類】
【出願日】平成18年1月27日(2006.1.27)
【出願人】(399042063)共立工業株式会社 (11)
【Fターム(参考)】
[ Back to top ]