
化粧シートおよびその製造方法
【課題】シートの破断、伸び、変形、劣化等のラミネート不良を招くことなく安定的に熱ラミネート加工可能であり、しかも接着強度や耐熱性、耐候性に優れ、塩素を含有しない化粧シートを得ること。
【解決手段】基材上に絵柄模様層、接着剤層、透明樹脂層が少なくともこの順に積層されてなることを特徴とする化粧シートにおいて、前記基材シートがポリオレフィン系樹脂からなり、前記透明樹脂層がアクリル系樹脂からなり、前記接着剤層がアクリルポリオールとヘキサメチレンジイソシアネートとからなる2液硬化型ウレタン樹脂からなることを特徴とする。
【解決手段】基材上に絵柄模様層、接着剤層、透明樹脂層が少なくともこの順に積層されてなることを特徴とする化粧シートにおいて、前記基材シートがポリオレフィン系樹脂からなり、前記透明樹脂層がアクリル系樹脂からなり、前記接着剤層がアクリルポリオールとヘキサメチレンジイソシアネートとからなる2液硬化型ウレタン樹脂からなることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、住宅等の建築物の内外装材や、造作材、建具等の建築資材、家具什器類、車両内装、住設機器や家電製品等の表面化粧等に使用するための化粧シートに関するものであり、特に、例えば玄関引戸等の耐候性、耐熱性が必要とされる建築部材の表面化粧用として好適な化粧シートに関するものである。
【背景技術】
【0002】
前記の様な各種用途に使用するための化粧シートとしては従来、安価で加工性に優れたポリ塩化ビニル樹脂製の化粧シートが最も一般的であった。この化粧シートには、ポリ塩化ビニル樹脂からなる基材シートの表面又は裏面に、木目等の適宜の所望の絵柄の印刷を施してなる、単層構成の化粧シートと、ポリ塩化ビニル樹脂からなる基材シートの表面に絵柄の印刷を施し、該印刷面上に透明なポリ塩化ビニル樹脂からなる透明樹脂層を積層してなる、複層構成の化粧シートとがある。中でも、後者の複層構成の化粧シートは、絵柄の印刷が表面からも裏面からもポリ塩化ビニル樹脂層によって保護され、加工上も耐久性上も有利である点や、基材シートの着色による高隠蔽化が容易である点などから、単層構成の化粧シートよりも広く一般的に使用されて来た。
【0003】
前記の他、ポリ塩化ビニル樹脂と他の熱可塑性樹脂との組み合わせによる化粧シートもあった。例えば、耐候性が要求される準外装用途には、耐候性に優れたアクリル系樹脂を透明樹脂層に使用したものがあり、鋼板用等の高鮮映性が要求される用途には、透明性や表面平滑性に優れたポリエステル系樹脂を透明樹脂層に使用したものがあった。そして、係る如く、ポリ塩化ビニル樹脂同士、或いはポリ塩化ビニル樹脂と他の熱可塑性樹脂との組み合わせによって構成される化粧シートは、ポリ塩化ビニル樹脂の持つ優れた熱接着性を利用して、熱ラミネート法によって製造するのが最も一般的であった。
【0004】
ところが、近年になって、ポリ塩化ビニル樹脂が燃焼時に塩素ガスや塩化水素ガス等を大量に発生し、有毒物質であるダイオキシンの発生の直接的又は間接的要因となることが指摘され、環境保護の観点からポリ塩化ビニル樹脂に替わる素材を使用した化粧シートの開発が要望される様になった。そして、係る要望に応えるものとして、例えばポリオレフィン系樹脂やアクリル系樹脂、ポリエステル系樹脂等の、ポリ塩化ビニル以外の塩素を含有しない熱可塑性樹脂を使用した化粧シートが既に開発、実用化され、ポリ塩化ビニル樹脂製の化粧シートの代替が徐々に進行しつつある。
【0005】
しかし、これらの代替樹脂はいずれも、ポリ塩化ビニル樹脂と比較して、熱接着性に劣っているので、従来のポリ塩化ビニル樹脂を使用した化粧シートの場合と同様に、熱ラミネート法によって化粧シートを製造しようとすると、必要な接着強度を得ることが困難であるという問題点があった。特に、ポリオレフィン系樹脂を使用する場合には、熱接着可能な温度条件の範囲が非常に狭く、しかも高温過ぎるので、シートの破断や伸び、変形、劣化等のラミネート不良を発生してしまう。また、これらの不都合の発生しない低温域で熱ラミネートを行っても、ラミネート強度が極端に低く、とても化粧シートとして実用に堪えるものを得ることはできない。
【0006】
係る問題点に対応すべく、基材シートと透明樹脂層との間に、塩化ビニル−酢酸ビニル共重合樹脂(以後塩酢ビと記す)−アクリル系樹脂からなる接着剤層を設ける方法なども提案されている(特許文献1)。この方法によれば、シートの破断や伸び、変形、劣化等の発生しない低温域において十分に熱活性化され接着性を発現する接着剤層を介在させて熱ラミネートを行うことによって、ラミネート不良を発生することなく十分なラミネート強度を達成することができる利点がある。
【0007】
しかしながら、前記塩酢ビ−アクリル系樹脂からなる接着剤層は、本質的に耐熱性に劣る樹脂からなるものであるから、得られた化粧シートは耐熱性に劣ったものであり、例えば準外装用途などにおいて直射日光により強熱されると、その熱によって接着剤層が軟化し、透明樹脂層が基材シートから剥離してしまうという問題点がある。この問題点は、熱軟化温度の高い熱接着性樹脂を使用すれば、理論的には改善されるであろうが、そうすると、必然的にラミネート温度を上げる必要があるから、結果的にはシートの破断、伸び、変形、劣化等のラミネート不良を招くことになり、所期の目的が達成できなくなってしまう。また、前記塩酢ビ−アクリル系樹脂に関しても、塩素を含有した熱接着樹脂となってしまう。
【0008】
そもそも接着剤層は、基材シートと透明樹脂層との間での熱ラミネート法による接着を可能とし、両層間での接着強度を発現させる目的で設けられるものであり、従来アクリル−ポリエステル−塩酢ビ系樹脂からなる熱接着性樹脂が採用されていた。この熱接着性樹脂は、加熱により容易に溶融し接着性を発現するアクリル系樹脂や塩酢ビ系樹脂の長所を活かしつつ、加熱下でも凝集力の低下の少ないポリエステル系樹脂の特性を加味したものであり、基材シートや透明樹脂層に破断や伸び、変形、劣化等の悪影響を与えることのない比較的低温の条件でも十分に接着性を発現して熱ラミネート加工可能であると同時に、準外装用途等における高温の使用条件下でも接着強度を失わず、十分な耐剥離性を維持する特性を有するものが知られている(特許文献2)。
【0009】
前記アクリル−ポリエステル−塩酢ビ系樹脂におけるアクリル樹脂、ポリエステル樹脂及び塩酢ビ樹脂の配合比は、アクリル樹脂10〜60重量%、ポリエステル系樹脂10〜60重量%、塩酢ビ樹脂10〜60重量%の範囲とすることが好ましく、中でもアクリル樹脂20〜50重量%、ポリエステル系樹脂20〜50重量%、塩酢ビ樹脂20〜50重量%の範囲が最も好ましいことがわかった(特許文献2)。
【0010】
但し、樹脂の種類によっては、耐温水性に乏しく、長時間の温水浸漬により前記接着性樹脂層に、細かな空隙が発生し、光の乱反射で表面を白化させる問題がある。また、前記アクリル−ポリエステル−塩酢ビ系樹脂に関しても、塩素を含有した接着性樹脂となってしまう。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特許第3853427号公報
【特許文献2】特許第3633367号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明は前記問題点を解決するためになされたものであり、シートの破断、伸び、変形、劣化等のラミネート不良を招くことなく安定的に熱ラミネート加工可能であり、しかも接着強度や耐熱性、耐候性に優れ、塩素を含有しない化粧シートを得ることができることを見出し、本発明を完成するに至ったものである。
【課題を解決するための手段】
【0013】
本発明は前記課題を解決するためになされたものであり、その請求項1記載の発明は、基材上に絵柄模様層、接着剤層、透明樹脂層が少なくともこの順に積層されてなることを特徴とする化粧シートにおいて、前記基材シートがポリオレフィン系樹脂からなり、前記透明樹脂層がアクリル系樹脂からなり、前記接着剤層がアクリルポリオールとヘキサメチレンジイソシアネートとからなる2液硬化型ウレタン樹脂からなることを特徴とする化粧シートである。
【0014】
またその請求項2記載の発明は、基材シートに絵柄模様を印刷し、接着剤を介して透明樹脂シートを貼り合わせてなる化粧シートの製造方法において、前記基材シートがポリオレフィン系樹脂からなり、前記透明樹脂シートがアクリル系樹脂からなり、前記接着剤がアクリルポリオールとヘキサメチレンジイソシアネートとからなる2液硬化型ウレタン樹脂からなり、前記基材シートと前記透明樹脂シートとを熱ラミネートしてなることを特徴とする化粧シートの製造方法である。
【発明の効果】
【0015】
本発明はその請求項1記載の発明により、接着剤層をアクリルポリオールとヘキサメチレンジイソシアネートとからなる2液硬化型ウレタン樹脂とすることで、ポリオレフィン系樹脂からなる基材シートとアクリル系樹脂からなる透明樹脂層とを熱ラミネートを可能とし、さらに耐熱性、耐候性にも優れた、準外装用途にも十分に使用可能な接着強度に優れた化粧シートを得ることを可能とした。
【0016】
本発明はその請求項2記載の発明により、従来のポリ塩化ビニル樹脂系の化粧シートと同等またはそれ以上の性能を具備する化粧シートを、従来のポリ塩化ビニル樹脂系の化粧シートの場合と同様の熱ラミネート法によって、簡便に製造することが可能となる。
【図面の簡単な説明】
【0017】
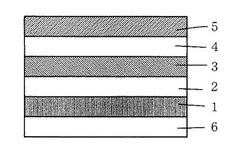
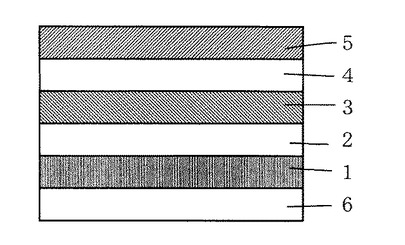
【図1】本発明の化粧シートの一実施例の断面の形状を示す説明図である。
【発明を実施するための形態】
【0018】
以下に本発明の化粧シート及び化粧材を図面に基づき詳細に説明する。
本発明の化粧シートは、例えば図1に示す様に、熱可塑性樹脂からなる基材シート1の表面に、所望により適宜の絵柄を印刷してなる絵柄模様層2が設けられ、その上に、接着剤層3を介して、透明樹脂層4が設けられてなり、所望により表面にトップコート5、裏面にプライマー層6が設けられてなる。
【0019】
基材シート1としてはポリオレフィン系樹脂を用いる。具体的には、ポリエチレン、ポリプロピレン、ポリブテン、ポリメチルペンテン又はこれらから選ばれる2種又は3種以上の共重合体や混合物、複合体、積層体等を使用することができる。中でも化粧シート用基材シートの素材として最も好適なのはポリプロピレン系樹脂、すなわちポリプロピレンを主成分とする単独又は共重合体であり、具体的には、例えばホモポリプロピレン樹脂、ランダムポリプロピレン樹脂、ブロックポリプロピレン樹脂、及び、ポリプロピレン結晶部を有し、且つプロピレン以外の炭素数2〜20のα−オレフィン、好ましくはエチレン、ブテン−1、4−メチルペンテン−1、ヘキセン−1又はオクテン−1、のコモノマーを15モル%以上含有するプロピレン−α−オレフィン共重合体などを例示することができる。また、通常ポリプロピレン系樹脂の柔軟化に用いられるエチレン−α−オレフィン共重合体、エチレン−プロピレン共重合ゴム、エチレン−プロピレン−非共役ジエン共重合体ゴム等の改質剤を添加することもできる。
【0020】
本発明の様な化粧シートには一般に、被貼着基材の表面の色彩や欠陥に対する隠蔽性が必要とされる場合が多い。そこで、目的の化粧シートに十分な隠蔽性を持たせる為に、基材シート1を構成する熱可塑性樹脂に隠蔽性顔料を添加することにより、基材シート1を隠蔽性とすることもできる。また、基材シート1を隠蔽性とする替わりに、基材シート1の表面又は裏面に、隠蔽性顔料を含有する印刷インキ組成物による隠蔽ベタ印刷層を設けても良いし、両者を併用することも勿論可能である。
【0021】
前記隠蔽性顔料としては、高屈折率で隠蔽性に優れた無機顔料を使用することが望ましい。具体的には、例えば黄鉛、黄色酸化鉄、カドミウムイエロー、チタンイエロー、バリウムイエロー、キナクリドン、オーレオリン、モリブデートオレンジ、カドミウムレッド、弁柄、鉛丹、辰砂、マルスバイオレット、マンガンバイオレット、コバルトバイオレット、コバルトブルー、セルリアンブルー、群青、紺青、エメラルドグリーン、クロムバーミリオン、酸化クロム、ビリジアン、鉄黒、カーボンブラック等の有色顔料や、例えば酸化チタン(チタン白、チタニウムホワイト)、酸化亜鉛(亜鉛華)、塩基性炭酸鉛(鉛白)、塩基性硫酸鉛、硫化亜鉛、リトポン、チタノックス等の白色顔料等を使用することができる。
【0022】
中でも、隠蔽性や耐光性に優れ、意匠面でも色調的に化粧シート用に好適な顔料として、有色顔料としては弁柄、黄色酸化鉄、鉄黒等の酸化鉄系顔料、白色顔料としては酸化チタン系顔料を使用することが最も望ましい。勿論、色調の調整等の目的で他の隠蔽性又は非隠蔽性の無機顔料又は有機顔料を併用することも可能であり、その場合には無機顔料であれば例えばコバルトブルー、カーボンブラック等、有機顔料であればフタロシアニンブルー等のフタロシアニン系顔料等、耐候性に優れた顔料を使用することが好ましい。その他、必要に応じて例えばシリカ、炭酸カルシウム、硫酸バリウム等の体質顔料を併用することもできる。
【0023】
その他、基材シート1や透明樹脂層4を構成する熱可塑性樹脂には、目的とする化粧シートの用途により必要に応じて、例えば酸化防止剤、紫外線吸収剤、光安定剤、熱安定剤、可塑剤、滑剤、帯電防止剤、難燃剤、充填剤等の従来公知の各種の添加剤の1種以上が添加されていても良い。
【0024】
酸化防止剤としては例えばフェノール系、硫黄系、リン系等、紫外線吸収剤としては例えばベンゾフェノン系、ベンゾトリアゾール系、サリシレート系、シアノアクリレート系、ホルムアミジン系、オキザニリド系等、光安定剤としては例えばヒンダードアミン系、ニッケル錯体系等、熱安定剤としては例えばヒンダードフェノール系、硫黄系、ヒドラジン系等、可塑剤としては樹脂の種類にもよるが例えばフタル酸エステル系、リン酸エステル系、脂肪酸エステル系、脂肪族二塩基酸エステル系、オキシ安息香酸エステル系、エポキシ系、ポリエステル系等、滑剤としては例えば脂肪酸エステル系、脂肪酸系、金属石鹸系、脂肪酸アミド系、高級アルコール系、パラフィン系等、帯電防止剤としては例えばカチオン系、アニオン系、ノニオン系、両イオン系等、難燃剤としては例えば臭素系、リン系、塩素系、窒素系、アルミニウム系、アンチモン系、マグネシウム系、硼素系、ジルコニウム系等、充填剤としては例えば炭酸カルシウム、硫酸バリウム、滑石、蝋石、カオリン等から選ばれる1種又は2種以上の混合系で使用される。
【0025】
基材シート1と透明樹脂層4との間に後述する絵柄模様層2が設けられる場合には、透明樹脂層4は少なくともその下の絵柄模様層2を透視可能な程度の透明性を有している必要があり、無色透明であることが最も望ましいが、着色透明や半透明であっても良い。その限りにおいて、透明樹脂層4は着色剤や充填剤を含有していても良い。
【0026】
基材シート1や透明樹脂層4の厚さには特に制限はなく、例えば従来の一般の化粧シートにおけるそれらと同様の厚さとすることができる。具体的には、化粧シートの用途や樹脂の種類にもよるが、一般的には基材シート1の厚さは20〜300μm程度、より好ましくは50〜200μm程度、透明樹脂層4の厚さは10〜200μm程度、より好ましくは10〜100μm程度の範囲内とするのが良い。
【0027】
基材シート1や透明樹脂層4の成形方法にも特に制限はなく、例えば押出成形法、インフレーション成形法、カレンダー成形法、キャスト成形法等の従来公知の任意の成形方法によって製膜されたフィルム乃至シートを使用することができる。
【0028】
絵柄模様層2は、目的とする化粧シートに任意の所望の絵柄の意匠性を付与する目的で設けられるものである。従って、例えば単なる表面着色や色彩調整のみを目的とした無地の化粧シートの様に、基材シート1の着色や隠蔽ベタ印刷層の形成等によって十分に前記表面着色や色彩調整が達せられる場合や、基材シート1自体に顔料の練り込みや昇華性乃至溶融移行性染料の移行等により絵柄が施されている場合等には、絵柄模様層2は特に設けられない場合もある。しかし一般的には、基材シート1の表面又は透明樹脂層4の裏面に、印刷法等の手段により適宜の絵柄模様を有する絵柄模様層2が設けられる場合が多い。
【0029】
基材シート1及び/又は透明樹脂層4が複数層からなる場合には、基材シート1及び/又は透明樹脂層4を構成する各層のいずれかの層間に絵柄模様層2を設けることも出来る(但し、当該箇所より表面側の全ての樹脂層が透明性を有する限りにおいて)。また、これらの層間と、基材シート1と透明樹脂層4との層間とから選ばれる複数箇所に絵柄模様層2を設けることによって、深み感や立体感のある優れた意匠性を化粧シートに付与することもできる。
【0030】
絵柄模様層2の構成材料や形成方法には一切制限はなく、従来より係る化粧シートの絵柄模様層に適用されて来た任意の画像形成材料や画像形成方法を適宜適用することができる。具体的には例えば、染料又は顔料等の着色剤を、適当な結着剤樹脂と共に、適当な溶剤中に溶解又は分散してなる印刷インキ又はコーティング剤等を使用することができる。
【0031】
前記着色剤としては、例えばカーボンブラック、チタン白、亜鉛華、弁柄、紺青、カドミウムレッド等の無機顔料や、アゾ顔料、レーキ顔料、アントラキノン顔料、フタロシアニン顔料、キナクリドン顔料、イソインドリノン顔料、ジオキサジン顔料等の有機顔料、金粉、銀粉、銅粉、アルミニウム粉、ブロンズ粉等の金属粉顔料、魚鱗粉、塩基性炭酸鉛、酸化塩化ビスマス、酸化チタン被覆雲母等の真珠光沢顔料、蛍光顔料、夜光顔料等、又はこれらから選ばれる2種以上の混合物等を使用することができる。
【0032】
また、前記結着剤樹脂としては、例えば、アクリル系樹脂、スチレン系樹脂、ポリエステル系樹脂、ウレタン系樹脂、ポリビニル系樹脂、アルキド系樹脂、石油系樹脂、ケトン樹脂、エポキシ系樹脂、メラミン系樹脂、フッ素系樹脂、シリコーン系樹脂、繊維素誘導体、ゴム系樹脂等の各種合成樹脂類、又はそれらの2種以上の混合物、共重合体等を使用することができる。
【0033】
前記溶剤としては、例えばヘキサン、ヘプタン、オクタン、トルエン、キシレン、エチルベンゼン、シクロヘキサン、メチルシクロヘキサン等の石油系有機溶剤や、酢酸エチル、酢酸ブチル、酢酸−2−メトキシエチル、酢酸−2−エトキシエチル等のエステル系有機溶剤、メチルアルコール、エチルアルコール、ノルマルプロピルアルコール、イソプロピルアルコール、イソブチルアルコール、エチレングリコール、プロピレングリコール等のアルコール系有機溶剤、アセトン、メチルエチルケトン、メチルイソブチルケトン、シクロヘキサノン等のケトン系有機溶剤、ジエチルエーテル、ジオキサン、テトラヒドロフラン等のエーテル系有機溶剤、ジクロロメタン、四塩化炭素、トリクロロエチレン、テトラクロロエチレン等の塩素系有機溶剤等の各種有機溶剤や、水等の無機溶剤、又はそれらの2種以上の混合溶剤等を使用することができる。
【0034】
その他、必要に応じて例えば体質顔料や可塑剤、分散剤、界面活性剤、粘着付与剤、接着助剤、乾燥剤、安定剤、硬化剤、硬化促進剤又は硬化遅延剤等の各種の添加剤を適宜添加することもできる。
【0035】
目的の化粧シートに優れた層間密着性を持たせる為には、絵柄模様層2の結着剤樹脂としては接着性や凝集力の強い樹脂を使用することが好ましく、その観点からは熱硬化性樹脂又は電離放射線硬化性樹脂等の架橋硬化性樹脂を使用することが好ましい。中でも、架橋硬化後に高い凝集力を有しつつも適度の可撓性や柔軟性を有しており、ポリオレフィン系樹脂等の不活性な熱可塑性樹脂に対しても優れた接着性を示し、また本発明において接着剤層3に使用する2液硬化型ウレタン樹脂との接着性にも優れる点で、2液硬化型ウレタン系樹脂を使用することが最も望ましい。具体的には、ポリエステルポリオール系樹脂を主成分とする主剤100重量部に対して、キシレンジイソシアネート又はヘキサメチレンジイソシアネート等のイソシアネート化合物を3〜10重量部添加した印刷インキ組成物を印刷後、常温又は加熱下で架橋硬化させて絵柄模様層2を形成することが最も望ましい。
【0036】
絵柄模様層2の形成方法には特に制限はなく、例えばグラビア印刷法やオフセット印刷法、スクリーン印刷法、フレキソ印刷法、静電印刷法、インクジェット印刷法等の従来公知の各種の印刷方法を使用することができる。また、例えば全面ベタ状の場合には前記した各種の印刷方法の他、例えばロールコート法やナイフコート法、エアーナイフコート法、ダイコート法、リップコート法、コンマコート法、キスコート法、フローコート法、ディップコート法等の各種のコーティング方法によることもできる。その他、例えば手描き法、墨流し法、写真法、レーザービーム又は電子ビーム描画法、金属等の部分蒸着法やエッチング法等、又はこれらの方法を複数組み合わせて行うことも勿論可能である。
【0037】
また、絵柄模様層2の形成に先立ち必要に応じて、基材シート1の表面に例えばコロナ処理、オゾン処理、プラズマ処理、電離放射線処理、重クロム酸処理、アンカー又はプライマー処理等の表面処理を施すことによって、基材シート1と絵柄模様層2との間の密着性を向上することもできる。
【0038】
前記した絵柄模様層2が構成する絵柄の種類には特に制限はなく、例えば従来より係る化粧シートの分野において広く採用されている木目柄や、石目柄、布目柄、抽象柄、幾何学模様等、或いは単なる着色や色彩調整を目的とする場合には単色無地であっても良く、要するに、目的の化粧シートの用途に応じ任意の所望の絵柄を採用することができる。
【0039】
接着剤層3は、基材シート1と透明樹脂層4との間での熱ラミネート法による接着を可能とし、両層間での接着強度を発現させる目的で設けられるものであり、本発明ではアクリルポリオールとヘキサメチレンジイソシアネートとからなる2液硬化型ウレタン樹脂からなるものが用いられる。これらは、加熱により容易に溶融し接着性を発現するアクリルポリオールの長所を活かしつつ、ラミネート後に架橋効果させることにより、加熱下でも凝集力の低下の少ない樹脂の特性を加味したものであり、基材シート1や透明樹脂層4に破断や伸び、変形、劣化等の悪影響を与えることのない比較的低温の条件でも十分に接着性を発現して熱ラミネート加工可能であると同時に、準外装用途等における高温の使用条件下でも接着強度を失わず、十分な耐剥離性を維持する特性を有するものである。
【0040】
接着剤層3に用いる2液ウレタン硬化型樹脂としては、アクリルポリオール系樹脂を主成分とする主剤100重量部に対して、ヘキサメチレンジイソシアネートのイソシアネート化合物を3〜10重量部添加したものが好適であり、アクリル系のものを使用することにより、透明樹脂層4との密着性を向上させ、また耐候性向上に寄与する。ウレタン架橋をすることにより、絵柄模様層2との密着性を向上させ、また耐熱性を向上させる。
【0041】
基材シート1と透明樹脂層4とを接着剤層3を介して積層するにあたり、接着剤層3は予め基材シート1側に塗工形成しておいても良いし、透明樹脂層4側に塗工形成しておいても良い。また、フィルム状の接着剤層3が入手可能である場合には、基材シート1と透明樹脂層4との間にこれを挟持させた形で重ねて熱ラミネートを行うこともできる。但し、一般に接着剤層3は、塗工形成された熱可塑性樹脂層の面との接着性に優れる傾向があるので、貼り合わせるべき2層の熱可塑性樹脂層の両方の貼り合わせ面に予め接着剤層3を塗工形成しておくと、熱ラミネート法による最も優れた接着強度を得ることができる。
【0042】
基材シート1を同種又は異種の熱可塑性樹脂からなる複数層、例えば下層樹脂層と上層樹脂層との2層、の積層体から構成したり、及び/又は、透明樹脂層4を同種又は異種の熱可塑性樹脂からなる複数層の積層体から構成したりする場合には、それらの層間に、上述した樹脂組成物からなる接着剤層を設けることもできる。係る化粧シートは、予めフィルム状乃至シート状に成形され、ラミネート面に接着剤層が形成された3枚以上の熱可塑性樹脂層を重ねて同時に熱ラミネートすることにより、効率的に製造することができる。
【0043】
透明樹脂層4としてはアクリル系樹脂を用いる。例えばアクリロニトリル、メタクリロニトリル、アクリル酸、メタクリル酸、アクリル酸エステル又はメタクリル酸エステル等のアクリル酸誘導体を主成分として単独又は共重合して得られる各種の熱可塑性樹脂を挙げることができる。中でも、メチルメタクリレート等のメタクリル酸エステルを主成分とする樹脂であって、例えばメタクリル酸ブチル等のメタクリル酸の長鎖アルキルエステルや、アクリル酸メチル等のアクリル酸エステル、メタクリル酸又はアクリル酸等から選ばれる単量体を共重合成分として添加したり、スチレン−ブタジエンゴム又はメタクリル酸メチル−ブタジエンゴム等のゴム成分をグラフト共重合、ブロック共重合若しくはブレンドして、柔軟性や熱成形性を改善してなる樹脂などを好適に使用することができる。
【0044】
透明樹脂層4の表面には、従来公知の如く、必要に応じて所望の適宜の模様のエンボスを設けることもできる。エンボスの模様の種類にも特に制限はなく、例えば木目調(特に導管模様状)、石目調、布目調、和紙調、幾何学模様状等の各種模様状であっても良いし、或いは例えば単なる艶消状や砂目状、ヘアライン状、スウェード調等であっても良い。また、これらのエンボスの模様を絵柄模様層2の絵柄と同調させることによって更なる意匠性の向上を図ることも出来るが、その必要がなければ非同調であっても良く、また絵柄模様層2の絵柄と同調した模様と同調しない模様との両者を含む模様のエンボスを設けることもできる。
【0045】
エンボスの形成方法にも特に制限はないが、金属製のエンボス版を使用した機械エンボス法が最も一般的である。またエンボスの形成時期にも特に制限はなく、透明樹脂層4の基材シート1との積層前、積層と同時又は積層後の中から任意の時期を選択することができ、また前記の各時期から選ばれる複数の時期に同一又は異なる模様のエンボスを複数回に亘って施すこともできる。中でも特に、基材シート1と透明樹脂層4との熱ラミネート法による積層と同時にエンボスを施す方法によると、ラミネートとエンボスとを一工程で行うことができるので、生産効率の面からも熱エネルギー効率の面からも有利である。
【0046】
本発明の化粧シートは、従来の化粧シートと同様、木質系基材や無機質系基材等の各種の化粧板基材の表面に貼着(ラミネート)して使用するものであり、一般的には該貼付の際には例えばウレタン系や酢酸ビニル系等の適宜の接着剤が使用されるが、係る接着剤の種類によっては基材シート1を構成するポリオレフィン系樹脂との接着性が不十分である場合もある。係る場合に備えて、基材シート1の裏面に、ラミネート用接着剤との接着性に優れた樹脂からなるプライマー層6を設けておくことが好ましい。
【0047】
プライマー層6としては例えばウレタン系、アクリル系、エチレン−酢酸ビニル共重合体系、塩化ビニル−酢酸ビニル共重合体系等の各種のプライマー剤が知られており、これらの中から基材シート1を構成する熱可塑性樹脂に合わせたものを選んで使用する。なお、プライマー層6に例えばシリカ、アルミナ、炭酸カルシウム、硫酸バリウム等の粉末を添加しておくと、プライマー層6の表面が粗面化することによって化粧シートの巻取保存時のブロッキングが防止できると共に、投錨効果による前記ラミネート用接着剤との接着性の向上を図ることもできる。
【実施例1】
【0048】
基材シート1として厚さ90μmの着色ポリエチレン樹脂フィルム テクリア(登録商標)Eシリーズ(バンドー化学株式会社製)の表面に、ポリエステルポリオール系ビヒクルにイソシアネート硬化剤を3重量%配合してなる2液硬化型ウレタン樹脂系インキ(東洋インキ製造株式会社製)を使用してグラビア印刷法により絵柄模様層2を印刷し、更に該印刷面上に、アクリルポリオール系ビヒクルにヘキサメチレンジイソシアネート硬化剤を5重量%配合してなる2液硬化型ウレタン樹脂 UCシーラー(DIC株式会社製)の接着剤層3をグラビアコート法により乾燥後の塗布量2g/m2に塗工して接着剤層3を形成した。しかる後、該接着剤層3の面に、透明樹脂層4として厚さ50μmの透明アクリル樹脂フィルムHBS−006(三菱レイヨン株式会社製)を、フィルム表面温度130℃の条件で熱ラミネートして、本発明の化粧シートを作製した。
【0049】
<比較例1>
接着剤層3をアクリルポリオール系樹脂単体にした以外は実施例1と同様にして化粧シートを作製した。
【0050】
<比較例2>
接着剤層3をポリエステルポリオール系ビヒクルにイソシアネート硬化剤を3重量%配合してなる2液硬化型ウレタン樹脂にした以外は実施例1と同様にして本発明の化粧シート10を作製した。
【0051】
<性能比較>
以上のように作製した実施例1および比較例1乃至2の化粧シートについて、室温21℃から26℃の間で試験した(JIS K7100−1999)。厚み1.0mmのアルミ板に隙間間隔70μmのアプリケーターにて2液ウレタン樹脂接着剤(乾燥後の塗布量約30μm)塗工して直径125mm幅200mmのハンドゴムローラーにて積層して24時間室内放置して養生して化粧材を得て試験片とした。次に、密着性試験として化粧シート表面にクロスカットを施し、セロハンテープ剥離試験を実施し、上台に剥離のない場合を合格○とした。上台に剥離が発生した場合を不合格×とした。また、温水浸漬試験として試験体に70℃温水に48時間浸漬後、1時間放置し、化粧シート表面の温水白化性を確認した完全に絵柄模様層が見えない場合を×、僅かに白化した場合を△、白化が無い場合を○とした。また、温水密着性試験として試験体に70℃温水に48時間浸漬後、1時間放置し、上台に剥離のない場合を合格○とした。上台に剥離が発生した場合を不合格×とした。結果を表1に示す。
【0052】
【表1】

【産業上の利用可能性】
【0053】
本発明の化粧シートは、住宅等の建築物の内外装材や、造作材、建具等の建築資材、家具什器類、車両内装、住設機器や家電製品等の表面化粧等に利用可能であり、特に、例えば玄関引戸等の耐候性、耐熱性が必要とされる建築部材の表面化粧用として好適に利用可能である。
【符号の説明】
【0054】
1‥‥基材シート
2‥‥絵柄模様層
3‥‥接着剤層
4‥‥透明樹脂層
5‥‥トップコート層
6‥‥プライマー層
【技術分野】
【0001】
本発明は、住宅等の建築物の内外装材や、造作材、建具等の建築資材、家具什器類、車両内装、住設機器や家電製品等の表面化粧等に使用するための化粧シートに関するものであり、特に、例えば玄関引戸等の耐候性、耐熱性が必要とされる建築部材の表面化粧用として好適な化粧シートに関するものである。
【背景技術】
【0002】
前記の様な各種用途に使用するための化粧シートとしては従来、安価で加工性に優れたポリ塩化ビニル樹脂製の化粧シートが最も一般的であった。この化粧シートには、ポリ塩化ビニル樹脂からなる基材シートの表面又は裏面に、木目等の適宜の所望の絵柄の印刷を施してなる、単層構成の化粧シートと、ポリ塩化ビニル樹脂からなる基材シートの表面に絵柄の印刷を施し、該印刷面上に透明なポリ塩化ビニル樹脂からなる透明樹脂層を積層してなる、複層構成の化粧シートとがある。中でも、後者の複層構成の化粧シートは、絵柄の印刷が表面からも裏面からもポリ塩化ビニル樹脂層によって保護され、加工上も耐久性上も有利である点や、基材シートの着色による高隠蔽化が容易である点などから、単層構成の化粧シートよりも広く一般的に使用されて来た。
【0003】
前記の他、ポリ塩化ビニル樹脂と他の熱可塑性樹脂との組み合わせによる化粧シートもあった。例えば、耐候性が要求される準外装用途には、耐候性に優れたアクリル系樹脂を透明樹脂層に使用したものがあり、鋼板用等の高鮮映性が要求される用途には、透明性や表面平滑性に優れたポリエステル系樹脂を透明樹脂層に使用したものがあった。そして、係る如く、ポリ塩化ビニル樹脂同士、或いはポリ塩化ビニル樹脂と他の熱可塑性樹脂との組み合わせによって構成される化粧シートは、ポリ塩化ビニル樹脂の持つ優れた熱接着性を利用して、熱ラミネート法によって製造するのが最も一般的であった。
【0004】
ところが、近年になって、ポリ塩化ビニル樹脂が燃焼時に塩素ガスや塩化水素ガス等を大量に発生し、有毒物質であるダイオキシンの発生の直接的又は間接的要因となることが指摘され、環境保護の観点からポリ塩化ビニル樹脂に替わる素材を使用した化粧シートの開発が要望される様になった。そして、係る要望に応えるものとして、例えばポリオレフィン系樹脂やアクリル系樹脂、ポリエステル系樹脂等の、ポリ塩化ビニル以外の塩素を含有しない熱可塑性樹脂を使用した化粧シートが既に開発、実用化され、ポリ塩化ビニル樹脂製の化粧シートの代替が徐々に進行しつつある。
【0005】
しかし、これらの代替樹脂はいずれも、ポリ塩化ビニル樹脂と比較して、熱接着性に劣っているので、従来のポリ塩化ビニル樹脂を使用した化粧シートの場合と同様に、熱ラミネート法によって化粧シートを製造しようとすると、必要な接着強度を得ることが困難であるという問題点があった。特に、ポリオレフィン系樹脂を使用する場合には、熱接着可能な温度条件の範囲が非常に狭く、しかも高温過ぎるので、シートの破断や伸び、変形、劣化等のラミネート不良を発生してしまう。また、これらの不都合の発生しない低温域で熱ラミネートを行っても、ラミネート強度が極端に低く、とても化粧シートとして実用に堪えるものを得ることはできない。
【0006】
係る問題点に対応すべく、基材シートと透明樹脂層との間に、塩化ビニル−酢酸ビニル共重合樹脂(以後塩酢ビと記す)−アクリル系樹脂からなる接着剤層を設ける方法なども提案されている(特許文献1)。この方法によれば、シートの破断や伸び、変形、劣化等の発生しない低温域において十分に熱活性化され接着性を発現する接着剤層を介在させて熱ラミネートを行うことによって、ラミネート不良を発生することなく十分なラミネート強度を達成することができる利点がある。
【0007】
しかしながら、前記塩酢ビ−アクリル系樹脂からなる接着剤層は、本質的に耐熱性に劣る樹脂からなるものであるから、得られた化粧シートは耐熱性に劣ったものであり、例えば準外装用途などにおいて直射日光により強熱されると、その熱によって接着剤層が軟化し、透明樹脂層が基材シートから剥離してしまうという問題点がある。この問題点は、熱軟化温度の高い熱接着性樹脂を使用すれば、理論的には改善されるであろうが、そうすると、必然的にラミネート温度を上げる必要があるから、結果的にはシートの破断、伸び、変形、劣化等のラミネート不良を招くことになり、所期の目的が達成できなくなってしまう。また、前記塩酢ビ−アクリル系樹脂に関しても、塩素を含有した熱接着樹脂となってしまう。
【0008】
そもそも接着剤層は、基材シートと透明樹脂層との間での熱ラミネート法による接着を可能とし、両層間での接着強度を発現させる目的で設けられるものであり、従来アクリル−ポリエステル−塩酢ビ系樹脂からなる熱接着性樹脂が採用されていた。この熱接着性樹脂は、加熱により容易に溶融し接着性を発現するアクリル系樹脂や塩酢ビ系樹脂の長所を活かしつつ、加熱下でも凝集力の低下の少ないポリエステル系樹脂の特性を加味したものであり、基材シートや透明樹脂層に破断や伸び、変形、劣化等の悪影響を与えることのない比較的低温の条件でも十分に接着性を発現して熱ラミネート加工可能であると同時に、準外装用途等における高温の使用条件下でも接着強度を失わず、十分な耐剥離性を維持する特性を有するものが知られている(特許文献2)。
【0009】
前記アクリル−ポリエステル−塩酢ビ系樹脂におけるアクリル樹脂、ポリエステル樹脂及び塩酢ビ樹脂の配合比は、アクリル樹脂10〜60重量%、ポリエステル系樹脂10〜60重量%、塩酢ビ樹脂10〜60重量%の範囲とすることが好ましく、中でもアクリル樹脂20〜50重量%、ポリエステル系樹脂20〜50重量%、塩酢ビ樹脂20〜50重量%の範囲が最も好ましいことがわかった(特許文献2)。
【0010】
但し、樹脂の種類によっては、耐温水性に乏しく、長時間の温水浸漬により前記接着性樹脂層に、細かな空隙が発生し、光の乱反射で表面を白化させる問題がある。また、前記アクリル−ポリエステル−塩酢ビ系樹脂に関しても、塩素を含有した接着性樹脂となってしまう。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特許第3853427号公報
【特許文献2】特許第3633367号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明は前記問題点を解決するためになされたものであり、シートの破断、伸び、変形、劣化等のラミネート不良を招くことなく安定的に熱ラミネート加工可能であり、しかも接着強度や耐熱性、耐候性に優れ、塩素を含有しない化粧シートを得ることができることを見出し、本発明を完成するに至ったものである。
【課題を解決するための手段】
【0013】
本発明は前記課題を解決するためになされたものであり、その請求項1記載の発明は、基材上に絵柄模様層、接着剤層、透明樹脂層が少なくともこの順に積層されてなることを特徴とする化粧シートにおいて、前記基材シートがポリオレフィン系樹脂からなり、前記透明樹脂層がアクリル系樹脂からなり、前記接着剤層がアクリルポリオールとヘキサメチレンジイソシアネートとからなる2液硬化型ウレタン樹脂からなることを特徴とする化粧シートである。
【0014】
またその請求項2記載の発明は、基材シートに絵柄模様を印刷し、接着剤を介して透明樹脂シートを貼り合わせてなる化粧シートの製造方法において、前記基材シートがポリオレフィン系樹脂からなり、前記透明樹脂シートがアクリル系樹脂からなり、前記接着剤がアクリルポリオールとヘキサメチレンジイソシアネートとからなる2液硬化型ウレタン樹脂からなり、前記基材シートと前記透明樹脂シートとを熱ラミネートしてなることを特徴とする化粧シートの製造方法である。
【発明の効果】
【0015】
本発明はその請求項1記載の発明により、接着剤層をアクリルポリオールとヘキサメチレンジイソシアネートとからなる2液硬化型ウレタン樹脂とすることで、ポリオレフィン系樹脂からなる基材シートとアクリル系樹脂からなる透明樹脂層とを熱ラミネートを可能とし、さらに耐熱性、耐候性にも優れた、準外装用途にも十分に使用可能な接着強度に優れた化粧シートを得ることを可能とした。
【0016】
本発明はその請求項2記載の発明により、従来のポリ塩化ビニル樹脂系の化粧シートと同等またはそれ以上の性能を具備する化粧シートを、従来のポリ塩化ビニル樹脂系の化粧シートの場合と同様の熱ラミネート法によって、簡便に製造することが可能となる。
【図面の簡単な説明】
【0017】
【図1】本発明の化粧シートの一実施例の断面の形状を示す説明図である。
【発明を実施するための形態】
【0018】
以下に本発明の化粧シート及び化粧材を図面に基づき詳細に説明する。
本発明の化粧シートは、例えば図1に示す様に、熱可塑性樹脂からなる基材シート1の表面に、所望により適宜の絵柄を印刷してなる絵柄模様層2が設けられ、その上に、接着剤層3を介して、透明樹脂層4が設けられてなり、所望により表面にトップコート5、裏面にプライマー層6が設けられてなる。
【0019】
基材シート1としてはポリオレフィン系樹脂を用いる。具体的には、ポリエチレン、ポリプロピレン、ポリブテン、ポリメチルペンテン又はこれらから選ばれる2種又は3種以上の共重合体や混合物、複合体、積層体等を使用することができる。中でも化粧シート用基材シートの素材として最も好適なのはポリプロピレン系樹脂、すなわちポリプロピレンを主成分とする単独又は共重合体であり、具体的には、例えばホモポリプロピレン樹脂、ランダムポリプロピレン樹脂、ブロックポリプロピレン樹脂、及び、ポリプロピレン結晶部を有し、且つプロピレン以外の炭素数2〜20のα−オレフィン、好ましくはエチレン、ブテン−1、4−メチルペンテン−1、ヘキセン−1又はオクテン−1、のコモノマーを15モル%以上含有するプロピレン−α−オレフィン共重合体などを例示することができる。また、通常ポリプロピレン系樹脂の柔軟化に用いられるエチレン−α−オレフィン共重合体、エチレン−プロピレン共重合ゴム、エチレン−プロピレン−非共役ジエン共重合体ゴム等の改質剤を添加することもできる。
【0020】
本発明の様な化粧シートには一般に、被貼着基材の表面の色彩や欠陥に対する隠蔽性が必要とされる場合が多い。そこで、目的の化粧シートに十分な隠蔽性を持たせる為に、基材シート1を構成する熱可塑性樹脂に隠蔽性顔料を添加することにより、基材シート1を隠蔽性とすることもできる。また、基材シート1を隠蔽性とする替わりに、基材シート1の表面又は裏面に、隠蔽性顔料を含有する印刷インキ組成物による隠蔽ベタ印刷層を設けても良いし、両者を併用することも勿論可能である。
【0021】
前記隠蔽性顔料としては、高屈折率で隠蔽性に優れた無機顔料を使用することが望ましい。具体的には、例えば黄鉛、黄色酸化鉄、カドミウムイエロー、チタンイエロー、バリウムイエロー、キナクリドン、オーレオリン、モリブデートオレンジ、カドミウムレッド、弁柄、鉛丹、辰砂、マルスバイオレット、マンガンバイオレット、コバルトバイオレット、コバルトブルー、セルリアンブルー、群青、紺青、エメラルドグリーン、クロムバーミリオン、酸化クロム、ビリジアン、鉄黒、カーボンブラック等の有色顔料や、例えば酸化チタン(チタン白、チタニウムホワイト)、酸化亜鉛(亜鉛華)、塩基性炭酸鉛(鉛白)、塩基性硫酸鉛、硫化亜鉛、リトポン、チタノックス等の白色顔料等を使用することができる。
【0022】
中でも、隠蔽性や耐光性に優れ、意匠面でも色調的に化粧シート用に好適な顔料として、有色顔料としては弁柄、黄色酸化鉄、鉄黒等の酸化鉄系顔料、白色顔料としては酸化チタン系顔料を使用することが最も望ましい。勿論、色調の調整等の目的で他の隠蔽性又は非隠蔽性の無機顔料又は有機顔料を併用することも可能であり、その場合には無機顔料であれば例えばコバルトブルー、カーボンブラック等、有機顔料であればフタロシアニンブルー等のフタロシアニン系顔料等、耐候性に優れた顔料を使用することが好ましい。その他、必要に応じて例えばシリカ、炭酸カルシウム、硫酸バリウム等の体質顔料を併用することもできる。
【0023】
その他、基材シート1や透明樹脂層4を構成する熱可塑性樹脂には、目的とする化粧シートの用途により必要に応じて、例えば酸化防止剤、紫外線吸収剤、光安定剤、熱安定剤、可塑剤、滑剤、帯電防止剤、難燃剤、充填剤等の従来公知の各種の添加剤の1種以上が添加されていても良い。
【0024】
酸化防止剤としては例えばフェノール系、硫黄系、リン系等、紫外線吸収剤としては例えばベンゾフェノン系、ベンゾトリアゾール系、サリシレート系、シアノアクリレート系、ホルムアミジン系、オキザニリド系等、光安定剤としては例えばヒンダードアミン系、ニッケル錯体系等、熱安定剤としては例えばヒンダードフェノール系、硫黄系、ヒドラジン系等、可塑剤としては樹脂の種類にもよるが例えばフタル酸エステル系、リン酸エステル系、脂肪酸エステル系、脂肪族二塩基酸エステル系、オキシ安息香酸エステル系、エポキシ系、ポリエステル系等、滑剤としては例えば脂肪酸エステル系、脂肪酸系、金属石鹸系、脂肪酸アミド系、高級アルコール系、パラフィン系等、帯電防止剤としては例えばカチオン系、アニオン系、ノニオン系、両イオン系等、難燃剤としては例えば臭素系、リン系、塩素系、窒素系、アルミニウム系、アンチモン系、マグネシウム系、硼素系、ジルコニウム系等、充填剤としては例えば炭酸カルシウム、硫酸バリウム、滑石、蝋石、カオリン等から選ばれる1種又は2種以上の混合系で使用される。
【0025】
基材シート1と透明樹脂層4との間に後述する絵柄模様層2が設けられる場合には、透明樹脂層4は少なくともその下の絵柄模様層2を透視可能な程度の透明性を有している必要があり、無色透明であることが最も望ましいが、着色透明や半透明であっても良い。その限りにおいて、透明樹脂層4は着色剤や充填剤を含有していても良い。
【0026】
基材シート1や透明樹脂層4の厚さには特に制限はなく、例えば従来の一般の化粧シートにおけるそれらと同様の厚さとすることができる。具体的には、化粧シートの用途や樹脂の種類にもよるが、一般的には基材シート1の厚さは20〜300μm程度、より好ましくは50〜200μm程度、透明樹脂層4の厚さは10〜200μm程度、より好ましくは10〜100μm程度の範囲内とするのが良い。
【0027】
基材シート1や透明樹脂層4の成形方法にも特に制限はなく、例えば押出成形法、インフレーション成形法、カレンダー成形法、キャスト成形法等の従来公知の任意の成形方法によって製膜されたフィルム乃至シートを使用することができる。
【0028】
絵柄模様層2は、目的とする化粧シートに任意の所望の絵柄の意匠性を付与する目的で設けられるものである。従って、例えば単なる表面着色や色彩調整のみを目的とした無地の化粧シートの様に、基材シート1の着色や隠蔽ベタ印刷層の形成等によって十分に前記表面着色や色彩調整が達せられる場合や、基材シート1自体に顔料の練り込みや昇華性乃至溶融移行性染料の移行等により絵柄が施されている場合等には、絵柄模様層2は特に設けられない場合もある。しかし一般的には、基材シート1の表面又は透明樹脂層4の裏面に、印刷法等の手段により適宜の絵柄模様を有する絵柄模様層2が設けられる場合が多い。
【0029】
基材シート1及び/又は透明樹脂層4が複数層からなる場合には、基材シート1及び/又は透明樹脂層4を構成する各層のいずれかの層間に絵柄模様層2を設けることも出来る(但し、当該箇所より表面側の全ての樹脂層が透明性を有する限りにおいて)。また、これらの層間と、基材シート1と透明樹脂層4との層間とから選ばれる複数箇所に絵柄模様層2を設けることによって、深み感や立体感のある優れた意匠性を化粧シートに付与することもできる。
【0030】
絵柄模様層2の構成材料や形成方法には一切制限はなく、従来より係る化粧シートの絵柄模様層に適用されて来た任意の画像形成材料や画像形成方法を適宜適用することができる。具体的には例えば、染料又は顔料等の着色剤を、適当な結着剤樹脂と共に、適当な溶剤中に溶解又は分散してなる印刷インキ又はコーティング剤等を使用することができる。
【0031】
前記着色剤としては、例えばカーボンブラック、チタン白、亜鉛華、弁柄、紺青、カドミウムレッド等の無機顔料や、アゾ顔料、レーキ顔料、アントラキノン顔料、フタロシアニン顔料、キナクリドン顔料、イソインドリノン顔料、ジオキサジン顔料等の有機顔料、金粉、銀粉、銅粉、アルミニウム粉、ブロンズ粉等の金属粉顔料、魚鱗粉、塩基性炭酸鉛、酸化塩化ビスマス、酸化チタン被覆雲母等の真珠光沢顔料、蛍光顔料、夜光顔料等、又はこれらから選ばれる2種以上の混合物等を使用することができる。
【0032】
また、前記結着剤樹脂としては、例えば、アクリル系樹脂、スチレン系樹脂、ポリエステル系樹脂、ウレタン系樹脂、ポリビニル系樹脂、アルキド系樹脂、石油系樹脂、ケトン樹脂、エポキシ系樹脂、メラミン系樹脂、フッ素系樹脂、シリコーン系樹脂、繊維素誘導体、ゴム系樹脂等の各種合成樹脂類、又はそれらの2種以上の混合物、共重合体等を使用することができる。
【0033】
前記溶剤としては、例えばヘキサン、ヘプタン、オクタン、トルエン、キシレン、エチルベンゼン、シクロヘキサン、メチルシクロヘキサン等の石油系有機溶剤や、酢酸エチル、酢酸ブチル、酢酸−2−メトキシエチル、酢酸−2−エトキシエチル等のエステル系有機溶剤、メチルアルコール、エチルアルコール、ノルマルプロピルアルコール、イソプロピルアルコール、イソブチルアルコール、エチレングリコール、プロピレングリコール等のアルコール系有機溶剤、アセトン、メチルエチルケトン、メチルイソブチルケトン、シクロヘキサノン等のケトン系有機溶剤、ジエチルエーテル、ジオキサン、テトラヒドロフラン等のエーテル系有機溶剤、ジクロロメタン、四塩化炭素、トリクロロエチレン、テトラクロロエチレン等の塩素系有機溶剤等の各種有機溶剤や、水等の無機溶剤、又はそれらの2種以上の混合溶剤等を使用することができる。
【0034】
その他、必要に応じて例えば体質顔料や可塑剤、分散剤、界面活性剤、粘着付与剤、接着助剤、乾燥剤、安定剤、硬化剤、硬化促進剤又は硬化遅延剤等の各種の添加剤を適宜添加することもできる。
【0035】
目的の化粧シートに優れた層間密着性を持たせる為には、絵柄模様層2の結着剤樹脂としては接着性や凝集力の強い樹脂を使用することが好ましく、その観点からは熱硬化性樹脂又は電離放射線硬化性樹脂等の架橋硬化性樹脂を使用することが好ましい。中でも、架橋硬化後に高い凝集力を有しつつも適度の可撓性や柔軟性を有しており、ポリオレフィン系樹脂等の不活性な熱可塑性樹脂に対しても優れた接着性を示し、また本発明において接着剤層3に使用する2液硬化型ウレタン樹脂との接着性にも優れる点で、2液硬化型ウレタン系樹脂を使用することが最も望ましい。具体的には、ポリエステルポリオール系樹脂を主成分とする主剤100重量部に対して、キシレンジイソシアネート又はヘキサメチレンジイソシアネート等のイソシアネート化合物を3〜10重量部添加した印刷インキ組成物を印刷後、常温又は加熱下で架橋硬化させて絵柄模様層2を形成することが最も望ましい。
【0036】
絵柄模様層2の形成方法には特に制限はなく、例えばグラビア印刷法やオフセット印刷法、スクリーン印刷法、フレキソ印刷法、静電印刷法、インクジェット印刷法等の従来公知の各種の印刷方法を使用することができる。また、例えば全面ベタ状の場合には前記した各種の印刷方法の他、例えばロールコート法やナイフコート法、エアーナイフコート法、ダイコート法、リップコート法、コンマコート法、キスコート法、フローコート法、ディップコート法等の各種のコーティング方法によることもできる。その他、例えば手描き法、墨流し法、写真法、レーザービーム又は電子ビーム描画法、金属等の部分蒸着法やエッチング法等、又はこれらの方法を複数組み合わせて行うことも勿論可能である。
【0037】
また、絵柄模様層2の形成に先立ち必要に応じて、基材シート1の表面に例えばコロナ処理、オゾン処理、プラズマ処理、電離放射線処理、重クロム酸処理、アンカー又はプライマー処理等の表面処理を施すことによって、基材シート1と絵柄模様層2との間の密着性を向上することもできる。
【0038】
前記した絵柄模様層2が構成する絵柄の種類には特に制限はなく、例えば従来より係る化粧シートの分野において広く採用されている木目柄や、石目柄、布目柄、抽象柄、幾何学模様等、或いは単なる着色や色彩調整を目的とする場合には単色無地であっても良く、要するに、目的の化粧シートの用途に応じ任意の所望の絵柄を採用することができる。
【0039】
接着剤層3は、基材シート1と透明樹脂層4との間での熱ラミネート法による接着を可能とし、両層間での接着強度を発現させる目的で設けられるものであり、本発明ではアクリルポリオールとヘキサメチレンジイソシアネートとからなる2液硬化型ウレタン樹脂からなるものが用いられる。これらは、加熱により容易に溶融し接着性を発現するアクリルポリオールの長所を活かしつつ、ラミネート後に架橋効果させることにより、加熱下でも凝集力の低下の少ない樹脂の特性を加味したものであり、基材シート1や透明樹脂層4に破断や伸び、変形、劣化等の悪影響を与えることのない比較的低温の条件でも十分に接着性を発現して熱ラミネート加工可能であると同時に、準外装用途等における高温の使用条件下でも接着強度を失わず、十分な耐剥離性を維持する特性を有するものである。
【0040】
接着剤層3に用いる2液ウレタン硬化型樹脂としては、アクリルポリオール系樹脂を主成分とする主剤100重量部に対して、ヘキサメチレンジイソシアネートのイソシアネート化合物を3〜10重量部添加したものが好適であり、アクリル系のものを使用することにより、透明樹脂層4との密着性を向上させ、また耐候性向上に寄与する。ウレタン架橋をすることにより、絵柄模様層2との密着性を向上させ、また耐熱性を向上させる。
【0041】
基材シート1と透明樹脂層4とを接着剤層3を介して積層するにあたり、接着剤層3は予め基材シート1側に塗工形成しておいても良いし、透明樹脂層4側に塗工形成しておいても良い。また、フィルム状の接着剤層3が入手可能である場合には、基材シート1と透明樹脂層4との間にこれを挟持させた形で重ねて熱ラミネートを行うこともできる。但し、一般に接着剤層3は、塗工形成された熱可塑性樹脂層の面との接着性に優れる傾向があるので、貼り合わせるべき2層の熱可塑性樹脂層の両方の貼り合わせ面に予め接着剤層3を塗工形成しておくと、熱ラミネート法による最も優れた接着強度を得ることができる。
【0042】
基材シート1を同種又は異種の熱可塑性樹脂からなる複数層、例えば下層樹脂層と上層樹脂層との2層、の積層体から構成したり、及び/又は、透明樹脂層4を同種又は異種の熱可塑性樹脂からなる複数層の積層体から構成したりする場合には、それらの層間に、上述した樹脂組成物からなる接着剤層を設けることもできる。係る化粧シートは、予めフィルム状乃至シート状に成形され、ラミネート面に接着剤層が形成された3枚以上の熱可塑性樹脂層を重ねて同時に熱ラミネートすることにより、効率的に製造することができる。
【0043】
透明樹脂層4としてはアクリル系樹脂を用いる。例えばアクリロニトリル、メタクリロニトリル、アクリル酸、メタクリル酸、アクリル酸エステル又はメタクリル酸エステル等のアクリル酸誘導体を主成分として単独又は共重合して得られる各種の熱可塑性樹脂を挙げることができる。中でも、メチルメタクリレート等のメタクリル酸エステルを主成分とする樹脂であって、例えばメタクリル酸ブチル等のメタクリル酸の長鎖アルキルエステルや、アクリル酸メチル等のアクリル酸エステル、メタクリル酸又はアクリル酸等から選ばれる単量体を共重合成分として添加したり、スチレン−ブタジエンゴム又はメタクリル酸メチル−ブタジエンゴム等のゴム成分をグラフト共重合、ブロック共重合若しくはブレンドして、柔軟性や熱成形性を改善してなる樹脂などを好適に使用することができる。
【0044】
透明樹脂層4の表面には、従来公知の如く、必要に応じて所望の適宜の模様のエンボスを設けることもできる。エンボスの模様の種類にも特に制限はなく、例えば木目調(特に導管模様状)、石目調、布目調、和紙調、幾何学模様状等の各種模様状であっても良いし、或いは例えば単なる艶消状や砂目状、ヘアライン状、スウェード調等であっても良い。また、これらのエンボスの模様を絵柄模様層2の絵柄と同調させることによって更なる意匠性の向上を図ることも出来るが、その必要がなければ非同調であっても良く、また絵柄模様層2の絵柄と同調した模様と同調しない模様との両者を含む模様のエンボスを設けることもできる。
【0045】
エンボスの形成方法にも特に制限はないが、金属製のエンボス版を使用した機械エンボス法が最も一般的である。またエンボスの形成時期にも特に制限はなく、透明樹脂層4の基材シート1との積層前、積層と同時又は積層後の中から任意の時期を選択することができ、また前記の各時期から選ばれる複数の時期に同一又は異なる模様のエンボスを複数回に亘って施すこともできる。中でも特に、基材シート1と透明樹脂層4との熱ラミネート法による積層と同時にエンボスを施す方法によると、ラミネートとエンボスとを一工程で行うことができるので、生産効率の面からも熱エネルギー効率の面からも有利である。
【0046】
本発明の化粧シートは、従来の化粧シートと同様、木質系基材や無機質系基材等の各種の化粧板基材の表面に貼着(ラミネート)して使用するものであり、一般的には該貼付の際には例えばウレタン系や酢酸ビニル系等の適宜の接着剤が使用されるが、係る接着剤の種類によっては基材シート1を構成するポリオレフィン系樹脂との接着性が不十分である場合もある。係る場合に備えて、基材シート1の裏面に、ラミネート用接着剤との接着性に優れた樹脂からなるプライマー層6を設けておくことが好ましい。
【0047】
プライマー層6としては例えばウレタン系、アクリル系、エチレン−酢酸ビニル共重合体系、塩化ビニル−酢酸ビニル共重合体系等の各種のプライマー剤が知られており、これらの中から基材シート1を構成する熱可塑性樹脂に合わせたものを選んで使用する。なお、プライマー層6に例えばシリカ、アルミナ、炭酸カルシウム、硫酸バリウム等の粉末を添加しておくと、プライマー層6の表面が粗面化することによって化粧シートの巻取保存時のブロッキングが防止できると共に、投錨効果による前記ラミネート用接着剤との接着性の向上を図ることもできる。
【実施例1】
【0048】
基材シート1として厚さ90μmの着色ポリエチレン樹脂フィルム テクリア(登録商標)Eシリーズ(バンドー化学株式会社製)の表面に、ポリエステルポリオール系ビヒクルにイソシアネート硬化剤を3重量%配合してなる2液硬化型ウレタン樹脂系インキ(東洋インキ製造株式会社製)を使用してグラビア印刷法により絵柄模様層2を印刷し、更に該印刷面上に、アクリルポリオール系ビヒクルにヘキサメチレンジイソシアネート硬化剤を5重量%配合してなる2液硬化型ウレタン樹脂 UCシーラー(DIC株式会社製)の接着剤層3をグラビアコート法により乾燥後の塗布量2g/m2に塗工して接着剤層3を形成した。しかる後、該接着剤層3の面に、透明樹脂層4として厚さ50μmの透明アクリル樹脂フィルムHBS−006(三菱レイヨン株式会社製)を、フィルム表面温度130℃の条件で熱ラミネートして、本発明の化粧シートを作製した。
【0049】
<比較例1>
接着剤層3をアクリルポリオール系樹脂単体にした以外は実施例1と同様にして化粧シートを作製した。
【0050】
<比較例2>
接着剤層3をポリエステルポリオール系ビヒクルにイソシアネート硬化剤を3重量%配合してなる2液硬化型ウレタン樹脂にした以外は実施例1と同様にして本発明の化粧シート10を作製した。
【0051】
<性能比較>
以上のように作製した実施例1および比較例1乃至2の化粧シートについて、室温21℃から26℃の間で試験した(JIS K7100−1999)。厚み1.0mmのアルミ板に隙間間隔70μmのアプリケーターにて2液ウレタン樹脂接着剤(乾燥後の塗布量約30μm)塗工して直径125mm幅200mmのハンドゴムローラーにて積層して24時間室内放置して養生して化粧材を得て試験片とした。次に、密着性試験として化粧シート表面にクロスカットを施し、セロハンテープ剥離試験を実施し、上台に剥離のない場合を合格○とした。上台に剥離が発生した場合を不合格×とした。また、温水浸漬試験として試験体に70℃温水に48時間浸漬後、1時間放置し、化粧シート表面の温水白化性を確認した完全に絵柄模様層が見えない場合を×、僅かに白化した場合を△、白化が無い場合を○とした。また、温水密着性試験として試験体に70℃温水に48時間浸漬後、1時間放置し、上台に剥離のない場合を合格○とした。上台に剥離が発生した場合を不合格×とした。結果を表1に示す。
【0052】
【表1】
【産業上の利用可能性】
【0053】
本発明の化粧シートは、住宅等の建築物の内外装材や、造作材、建具等の建築資材、家具什器類、車両内装、住設機器や家電製品等の表面化粧等に利用可能であり、特に、例えば玄関引戸等の耐候性、耐熱性が必要とされる建築部材の表面化粧用として好適に利用可能である。
【符号の説明】
【0054】
1‥‥基材シート
2‥‥絵柄模様層
3‥‥接着剤層
4‥‥透明樹脂層
5‥‥トップコート層
6‥‥プライマー層
【特許請求の範囲】
【請求項1】
基材上に絵柄模様層、接着剤層、透明樹脂層が少なくともこの順に積層されてなることを特徴とする化粧シートにおいて、前記基材シートがポリオレフィン系樹脂からなり、前記透明樹脂層がアクリル系樹脂からなり、前記接着剤層がアクリルポリオールとヘキサメチレンジイソシアネートとからなる2液硬化型ウレタン樹脂からなることを特徴とする化粧シート。
【請求項2】
基材シートに絵柄模様を印刷し、接着剤を介して透明樹脂シートを貼り合わせてなる化粧シートの製造方法において、前記基材シートがポリオレフィン系樹脂からなり、前記透明樹脂シートがアクリル系樹脂からなり、前記接着剤がアクリルポリオールとヘキサメチレンジイソシアネートとからなる2液硬化型ウレタン樹脂からなり、前記基材シートと前記透明樹脂シートとを熱ラミネートしてなることを特徴とする化粧シートの製造方法。
【請求項1】
基材上に絵柄模様層、接着剤層、透明樹脂層が少なくともこの順に積層されてなることを特徴とする化粧シートにおいて、前記基材シートがポリオレフィン系樹脂からなり、前記透明樹脂層がアクリル系樹脂からなり、前記接着剤層がアクリルポリオールとヘキサメチレンジイソシアネートとからなる2液硬化型ウレタン樹脂からなることを特徴とする化粧シート。
【請求項2】
基材シートに絵柄模様を印刷し、接着剤を介して透明樹脂シートを貼り合わせてなる化粧シートの製造方法において、前記基材シートがポリオレフィン系樹脂からなり、前記透明樹脂シートがアクリル系樹脂からなり、前記接着剤がアクリルポリオールとヘキサメチレンジイソシアネートとからなる2液硬化型ウレタン樹脂からなり、前記基材シートと前記透明樹脂シートとを熱ラミネートしてなることを特徴とする化粧シートの製造方法。
【図1】

【公開番号】特開2011−51267(P2011−51267A)
【公開日】平成23年3月17日(2011.3.17)
【国際特許分類】
【出願番号】特願2009−203185(P2009−203185)
【出願日】平成21年9月3日(2009.9.3)
【出願人】(593173840)株式会社トッパン・コスモ (243)
【Fターム(参考)】
【公開日】平成23年3月17日(2011.3.17)
【国際特許分類】
【出願日】平成21年9月3日(2009.9.3)
【出願人】(593173840)株式会社トッパン・コスモ (243)
【Fターム(参考)】
[ Back to top ]