
多層構造冷菓及びその製造方法

【課題】
多層構造冷菓製品において、主充填物の成形形状をより多様に成形し、より多様な副充填物を充填、またはより多様な主・副充填物の組み合わせ形状を提供すること。
【解決手段】
液体窒素等の冷媒を用いて、表面温度を-90〜-120℃に冷却した成形部材凸部を押し当てて主充填物を成形し、その成形状を利用して副充填物を充填する。
多層構造冷菓製品において、主充填物の成形形状をより多様に成形し、より多様な副充填物を充填、またはより多様な主・副充填物の組み合わせ形状を提供すること。
【解決手段】
液体窒素等の冷媒を用いて、表面温度を-90〜-120℃に冷却した成形部材凸部を押し当てて主充填物を成形し、その成形状を利用して副充填物を充填する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は冷菓の製造方法に関するものである。
【背景技術】
【0002】
食の個性化ともあいまって、冷菓も従来からあるバニラアイスのような単一の風味からなる製品だけではなく、さまざまな原料の組み合わせによる製品が数多く販売されている。とくにカップアイス製品においては、フリージングしたミックスをカップに充填した後、それに別の原材料、たとえばフルーツソース、チョコレート、ピーナッツ、クラッシュしたビスケットなどを組み合わせた冷菓は多く販売されている。このように異なる冷菓材や冷菓材以外の具材を用いる方法は種々開示されており、主な方法としては成形部材を用いて、主冷菓材を成型し、それを利用して副充填物を充填する方法(特許文献1)が知られている。
【特許文献1】特開平11-225679号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかし、本方法を用いた場合、成形部材の形状どおりの凹部を作成できないので凹部に一定量の他の冷菓材または冷菓材以外の具材を充填することが困難であるという問題があった。
従って、本発明の目的は凹部に一定量の冷菓材や冷菓材以外の具材を充填する方法を提供することにある。
【課題を解決するための手段】
【0004】
本発明者らは、上記問題点の原因が、成形型を加熱することにより、成形時に成形型と接触する部分の冷菓材が溶解し、成形が維持されないため、成形型通りの凹部を成形することが困難となるという推測の下、本発明を完成した。すなわち、本発明は以下の製造方法を提供する。
項1.複数の充填物からなる冷菓の製造方法であって、
(1)型枠内に第一の冷菓材を充填する工程、
(2)充填された第一の冷菓材の一部に、表面温度を−90℃以下に冷却した成型部材で凹部を形成する工
程、
(3)形成された凹部に第二の冷菓材または冷菓材以外の具材を充填する工程 、
を含む冷菓の製造方法。
【発明の効果】
【0005】
本発明により、第一の冷菓材に成形部材の形状どおりの凹部を作製できるので凹部に一定量の第二の冷菓材または冷菓材以外の具材を充填することができる。成形部材の形状どおりの凹部を作成できることにより、たとえば円柱形ならば、底面に近いところまで同一の断面積の細長い穴を作ることができる。このセンターに別のアイスクリーム類やフルーツソース、ジャムなどの副充填物を充填した場合、カップアイスを食べ進んで行くと、底まで副充填物とそれを取り巻く主充填物が同じ比率であり続ける。たとえば、中央にフルーツソースを配したバニラアイスにおいて「底にいくほどフルーツソースが細くなる」という声は、よく聞かれるし、練乳ソース入りかき氷アイスにおいては「上から2分の1以下においては練乳ソースがまったくはいっていない」という声も多い。本発明によりこれらの不満の声を解消することができる。
【0006】
また、表面温度を−90℃以下に冷却した成形部材を用いることで、成形時に成形部材と接触する部分の冷菓材が熱により溶解することがなくなり、第一の冷菓材が溶解して再凍結することにより生じる食感の悪さを解消することができる。
【0007】
また、加熱した成形部材を用いた場合に必要とされる成形後の冷却工程が不要のため、製造設備が簡素化できる。
【発明を実施するための最良の形態】
【0008】
以下、本発明を詳細に説明する。
【0009】
本発明でいう冷菓とは厚生労働省による乳及び乳原料の成分規格等に関する省令にいう、アイスクリーム類又は氷菓をいう。ここで、アイスクリーム類とは、厚生労働省による乳及び乳原料の成分規格等に関する省令によって、「乳又はこれらを原料として製造した食品を加工し、又は凍結させたものであって、乳固形分3.0%以上を含むもの(はっ酵乳を除く)をいう」と規定されているものを指し、氷菓は乳固形分が3.0%以下のものを指す。また、本発明にいう冷菓材とは冷菓を含む充填物をいう。
【0010】
本発明でいう、第一の冷菓材または第二の冷菓材としてはアイスクリーム類や氷菓をいい、これらに、クッキー、クランチを代表とする焼き物、チョコレートおよびその加工品、果実・果実加工品、乳等を主要原料とする食品、ピーナッツ、アーモンドを代表とする種子類等、他、通常アイスクリーム類および氷菓に通常よく用いられる原料のうち、1種類もしくは2種類以上を組み合わせてもよい。ここで、第二の冷菓材は第一の冷菓材と同一の構成であってもよいが、異なる構成とするほうが、違った風味・食感が楽しめて好ましい。第一の冷菓材の充填温度は、冷菓製品を製造する際の一般的な充填温度である-3.8〜-6.5℃が製造適正上望ましい。オーバーラン(OR)も、一般的な冷菓製品で適用されている20〜130%くらいが望ましい。ここで言う、オーバーランとはアイスクリーム中に含む空気の割合のことを指し、ベースクリームに空気がまったく入っていない状態を0%、ベースクリームと空気の比率が1:1のときを100%としている。
【0011】
本発明でいう型枠とは、冷菓材を充填するための容器をいい、冷菓のカップ製品などに通常よく用いられる紙製、プラスティック製の容器の他、バー製品に関しては、製造する際の金属性の型枠を指し、またモナカ、コーンなどの可食容器もこれに含む。
【0012】
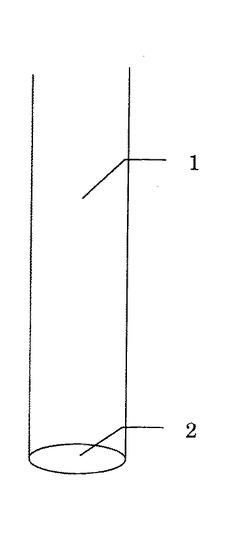
本発明でいう成形部材とは、第一の冷菓材の一部に凹部を形成するための部材をいう。凹部を形成するためには、例えば、ステンレス製の成形部材を用いて第一の冷菓材の上面に成形部材の凸部を押し当てることにより成形することができる。成形部材の材質は食品製造に一般的に用いられる材質のうち、金属のような熱伝導性のよい素材(たとえばステンレス製)が望ましい。また成形部材の凸部の形状は、第一の冷菓材に押し当てる方向に対して、全体として平行もしくは、わずかに錐になっている形状が望ましい(図1、図3、図4参照)。
【0013】
冷却する成形部材の表面温度は、−80℃以下、好ましくは−90℃以下がよい。−80℃より高い温度であると第一の冷菓材の成型部材への付着が発生しやすくなるため、連続して凹部を成形する場合に好ましくない。また温度の下限は特にないが、冷媒の安定供給、冷却効率を考慮すると過度の冷却は必要ない。これらのことから、成形部材の表面温度の下限は好ましくは-150℃以上、さらに好ましくは-120℃以上が望ましい。これらの温度測定には、安立計器株式会社製DATA COLLECTOR AM-7052L、およびST-14E-003を使用し、成形部材凸部が第1の冷菓材と接触する部分の表面温度を測定した。
【0014】
成形部材を上記温度まで効率的に冷却する、且つ汎用性の高い冷媒としては液体窒素が挙げられる。液体窒素は様々な分野で冷却剤として利用されており、冷菓の製造にもよく使用されている沸点−196℃の液体である。液体窒素以外の冷媒であっても、表面温度を−80℃以下、好ましくは−90℃以下に冷却できるのであればかまわない。
【0015】
成形部材が第一の冷菓材と接触する時間は、成形部材凸部を液体窒素等の冷媒により、連続的に−80℃以下、好ましくは−90℃以下の温度に冷却することが可能な状態であれば、特に制限はないが、効率的な連続生産をする観点を加味すれば、10秒以内、好ましくは5秒以内、さらに好ましくは3秒以内が望ましい。ここでいう接触する時間とは、成形部材が第一の冷菓材にその凸部を押し当て始めてから、第一の冷菓材を成形後、成形部材と第一の冷菓材への接触が終わるまでの時間を指す。
【0016】
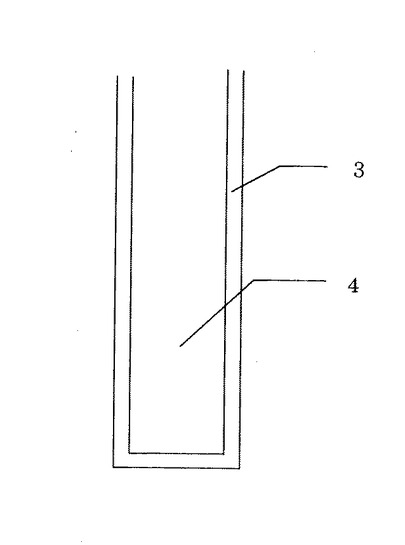
液体窒素等の冷媒による−80℃以下、好ましくは−90℃以下の温度帯への効率的な冷却、および上記時間内で第一の冷菓材と連続して熱交換を行うためには、成形部材は食品製造に用いることができる材質のうち、好ましくは金属等の熱伝導性の良い物質(たとえばステンレス製)、さらに好ましくはその成形部材の凸部分が図2、図5で示すように中空であり、その部分に冷媒が入ることで効率的に冷却することが望ましい。
【実施例】
【0017】
(実施例1、2)
表1の配合の冷菓材を製造し、容器に150ml充填したのち、図1の成形部材を用い表2の条件で成形した。

【0018】
(比較例1、2)
表1の配合のミックスをフリージングし、容器に150ml充填したのち、図1の成形部材を用い表3の条件で成形した。比較例2の成形後の液体窒素による冷却時間は3〜4秒間行った。
【0019】
上記実施例1、2、比較例1、2により得られた凹部の深さを測定し、またクリームの溶解を防ぐため、-20℃以下に冷却した塩化カルシウム溶液を凹部に投入し、凹部の容積を測定し、評価した(表4)。成形部材凸部の深耕長×深耕径は43mm×φ27mmに設定した。
【0020】
(実施例3)
実施例1で得られた凹部に3〜8mmの小片に砕いたクッキーを8g充填し、図6のような多層構造冷菓を得た。クッキーは、全て凹部に充填することができた。一方、比較例2で得られた凹部に、同様に充填したところ、凹部が浅いため、クッキーは0.5〜2gしか凹部に充填できなかった。
【図面の簡単な説明】
【0021】
【図1】本発明で用いた成形部材凸部形状の説明図である。
【図2】本発明で用いた成形部材凸部の断面の説明図である。
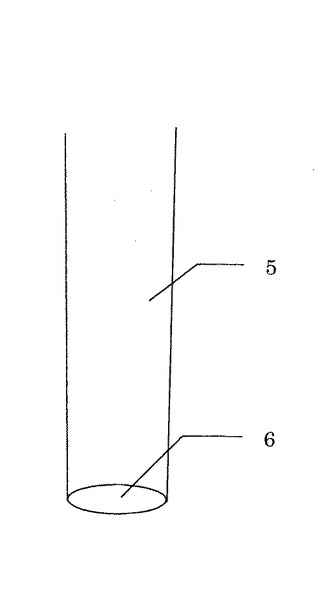
【図3】本発明で用いた成形部材凸部(錐型)形状の説明図である。
【図4】本発明で用いた成形部材凸部(錐型)形状を凸部先端側からの外観の説明図である。
【図5】本発明で用いた成形部材凸部(錐型)の断面の説明図である。
【図6】本発明の実施例3で得られた冷菓製品の外観を示す説明図である。
【符号の説明】
【0022】
1
成形部材凸部側面部
2
成形部材凸部先端部(底部)
3
成形部材凸部側面部
4
成形部材凸部中空部
5
成形部材凸部(錐型)側面部
6
成形部材凸部(錐型)先端部(底部)
7
成形部材凸部(錐型)先端部(底部)
8
成形部材凸部(錐型)側面部
9
成形部材凸部(錐型)側面部
10
成形部材凸部(錐型)中空部
11
第一の冷菓材
12
第二の冷菓材(クッキー)
13
型枠
14
成形部材によって形成された凹部
【技術分野】
【0001】
本発明は冷菓の製造方法に関するものである。
【背景技術】
【0002】
食の個性化ともあいまって、冷菓も従来からあるバニラアイスのような単一の風味からなる製品だけではなく、さまざまな原料の組み合わせによる製品が数多く販売されている。とくにカップアイス製品においては、フリージングしたミックスをカップに充填した後、それに別の原材料、たとえばフルーツソース、チョコレート、ピーナッツ、クラッシュしたビスケットなどを組み合わせた冷菓は多く販売されている。このように異なる冷菓材や冷菓材以外の具材を用いる方法は種々開示されており、主な方法としては成形部材を用いて、主冷菓材を成型し、それを利用して副充填物を充填する方法(特許文献1)が知られている。
【特許文献1】特開平11-225679号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかし、本方法を用いた場合、成形部材の形状どおりの凹部を作成できないので凹部に一定量の他の冷菓材または冷菓材以外の具材を充填することが困難であるという問題があった。
従って、本発明の目的は凹部に一定量の冷菓材や冷菓材以外の具材を充填する方法を提供することにある。
【課題を解決するための手段】
【0004】
本発明者らは、上記問題点の原因が、成形型を加熱することにより、成形時に成形型と接触する部分の冷菓材が溶解し、成形が維持されないため、成形型通りの凹部を成形することが困難となるという推測の下、本発明を完成した。すなわち、本発明は以下の製造方法を提供する。
項1.複数の充填物からなる冷菓の製造方法であって、
(1)型枠内に第一の冷菓材を充填する工程、
(2)充填された第一の冷菓材の一部に、表面温度を−90℃以下に冷却した成型部材で凹部を形成する工
程、
(3)形成された凹部に第二の冷菓材または冷菓材以外の具材を充填する工程 、
を含む冷菓の製造方法。
【発明の効果】
【0005】
本発明により、第一の冷菓材に成形部材の形状どおりの凹部を作製できるので凹部に一定量の第二の冷菓材または冷菓材以外の具材を充填することができる。成形部材の形状どおりの凹部を作成できることにより、たとえば円柱形ならば、底面に近いところまで同一の断面積の細長い穴を作ることができる。このセンターに別のアイスクリーム類やフルーツソース、ジャムなどの副充填物を充填した場合、カップアイスを食べ進んで行くと、底まで副充填物とそれを取り巻く主充填物が同じ比率であり続ける。たとえば、中央にフルーツソースを配したバニラアイスにおいて「底にいくほどフルーツソースが細くなる」という声は、よく聞かれるし、練乳ソース入りかき氷アイスにおいては「上から2分の1以下においては練乳ソースがまったくはいっていない」という声も多い。本発明によりこれらの不満の声を解消することができる。
【0006】
また、表面温度を−90℃以下に冷却した成形部材を用いることで、成形時に成形部材と接触する部分の冷菓材が熱により溶解することがなくなり、第一の冷菓材が溶解して再凍結することにより生じる食感の悪さを解消することができる。
【0007】
また、加熱した成形部材を用いた場合に必要とされる成形後の冷却工程が不要のため、製造設備が簡素化できる。
【発明を実施するための最良の形態】
【0008】
以下、本発明を詳細に説明する。
【0009】
本発明でいう冷菓とは厚生労働省による乳及び乳原料の成分規格等に関する省令にいう、アイスクリーム類又は氷菓をいう。ここで、アイスクリーム類とは、厚生労働省による乳及び乳原料の成分規格等に関する省令によって、「乳又はこれらを原料として製造した食品を加工し、又は凍結させたものであって、乳固形分3.0%以上を含むもの(はっ酵乳を除く)をいう」と規定されているものを指し、氷菓は乳固形分が3.0%以下のものを指す。また、本発明にいう冷菓材とは冷菓を含む充填物をいう。
【0010】
本発明でいう、第一の冷菓材または第二の冷菓材としてはアイスクリーム類や氷菓をいい、これらに、クッキー、クランチを代表とする焼き物、チョコレートおよびその加工品、果実・果実加工品、乳等を主要原料とする食品、ピーナッツ、アーモンドを代表とする種子類等、他、通常アイスクリーム類および氷菓に通常よく用いられる原料のうち、1種類もしくは2種類以上を組み合わせてもよい。ここで、第二の冷菓材は第一の冷菓材と同一の構成であってもよいが、異なる構成とするほうが、違った風味・食感が楽しめて好ましい。第一の冷菓材の充填温度は、冷菓製品を製造する際の一般的な充填温度である-3.8〜-6.5℃が製造適正上望ましい。オーバーラン(OR)も、一般的な冷菓製品で適用されている20〜130%くらいが望ましい。ここで言う、オーバーランとはアイスクリーム中に含む空気の割合のことを指し、ベースクリームに空気がまったく入っていない状態を0%、ベースクリームと空気の比率が1:1のときを100%としている。
【0011】
本発明でいう型枠とは、冷菓材を充填するための容器をいい、冷菓のカップ製品などに通常よく用いられる紙製、プラスティック製の容器の他、バー製品に関しては、製造する際の金属性の型枠を指し、またモナカ、コーンなどの可食容器もこれに含む。
【0012】
本発明でいう成形部材とは、第一の冷菓材の一部に凹部を形成するための部材をいう。凹部を形成するためには、例えば、ステンレス製の成形部材を用いて第一の冷菓材の上面に成形部材の凸部を押し当てることにより成形することができる。成形部材の材質は食品製造に一般的に用いられる材質のうち、金属のような熱伝導性のよい素材(たとえばステンレス製)が望ましい。また成形部材の凸部の形状は、第一の冷菓材に押し当てる方向に対して、全体として平行もしくは、わずかに錐になっている形状が望ましい(図1、図3、図4参照)。
【0013】
冷却する成形部材の表面温度は、−80℃以下、好ましくは−90℃以下がよい。−80℃より高い温度であると第一の冷菓材の成型部材への付着が発生しやすくなるため、連続して凹部を成形する場合に好ましくない。また温度の下限は特にないが、冷媒の安定供給、冷却効率を考慮すると過度の冷却は必要ない。これらのことから、成形部材の表面温度の下限は好ましくは-150℃以上、さらに好ましくは-120℃以上が望ましい。これらの温度測定には、安立計器株式会社製DATA COLLECTOR AM-7052L、およびST-14E-003を使用し、成形部材凸部が第1の冷菓材と接触する部分の表面温度を測定した。
【0014】
成形部材を上記温度まで効率的に冷却する、且つ汎用性の高い冷媒としては液体窒素が挙げられる。液体窒素は様々な分野で冷却剤として利用されており、冷菓の製造にもよく使用されている沸点−196℃の液体である。液体窒素以外の冷媒であっても、表面温度を−80℃以下、好ましくは−90℃以下に冷却できるのであればかまわない。
【0015】
成形部材が第一の冷菓材と接触する時間は、成形部材凸部を液体窒素等の冷媒により、連続的に−80℃以下、好ましくは−90℃以下の温度に冷却することが可能な状態であれば、特に制限はないが、効率的な連続生産をする観点を加味すれば、10秒以内、好ましくは5秒以内、さらに好ましくは3秒以内が望ましい。ここでいう接触する時間とは、成形部材が第一の冷菓材にその凸部を押し当て始めてから、第一の冷菓材を成形後、成形部材と第一の冷菓材への接触が終わるまでの時間を指す。
【0016】
液体窒素等の冷媒による−80℃以下、好ましくは−90℃以下の温度帯への効率的な冷却、および上記時間内で第一の冷菓材と連続して熱交換を行うためには、成形部材は食品製造に用いることができる材質のうち、好ましくは金属等の熱伝導性の良い物質(たとえばステンレス製)、さらに好ましくはその成形部材の凸部分が図2、図5で示すように中空であり、その部分に冷媒が入ることで効率的に冷却することが望ましい。
【実施例】
【0017】
(実施例1、2)
表1の配合の冷菓材を製造し、容器に150ml充填したのち、図1の成形部材を用い表2の条件で成形した。
【0018】
(比較例1、2)
表1の配合のミックスをフリージングし、容器に150ml充填したのち、図1の成形部材を用い表3の条件で成形した。比較例2の成形後の液体窒素による冷却時間は3〜4秒間行った。
【0019】
上記実施例1、2、比較例1、2により得られた凹部の深さを測定し、またクリームの溶解を防ぐため、-20℃以下に冷却した塩化カルシウム溶液を凹部に投入し、凹部の容積を測定し、評価した(表4)。成形部材凸部の深耕長×深耕径は43mm×φ27mmに設定した。
【0020】
(実施例3)
実施例1で得られた凹部に3〜8mmの小片に砕いたクッキーを8g充填し、図6のような多層構造冷菓を得た。クッキーは、全て凹部に充填することができた。一方、比較例2で得られた凹部に、同様に充填したところ、凹部が浅いため、クッキーは0.5〜2gしか凹部に充填できなかった。
【図面の簡単な説明】
【0021】
【図1】本発明で用いた成形部材凸部形状の説明図である。
【図2】本発明で用いた成形部材凸部の断面の説明図である。
【図3】本発明で用いた成形部材凸部(錐型)形状の説明図である。
【図4】本発明で用いた成形部材凸部(錐型)形状を凸部先端側からの外観の説明図である。
【図5】本発明で用いた成形部材凸部(錐型)の断面の説明図である。
【図6】本発明の実施例3で得られた冷菓製品の外観を示す説明図である。
【符号の説明】
【0022】
1
成形部材凸部側面部
2
成形部材凸部先端部(底部)
3
成形部材凸部側面部
4
成形部材凸部中空部
5
成形部材凸部(錐型)側面部
6
成形部材凸部(錐型)先端部(底部)
7
成形部材凸部(錐型)先端部(底部)
8
成形部材凸部(錐型)側面部
9
成形部材凸部(錐型)側面部
10
成形部材凸部(錐型)中空部
11
第一の冷菓材
12
第二の冷菓材(クッキー)
13
型枠
14
成形部材によって形成された凹部
【特許請求の範囲】
【請求項1】
複数の充填物からなる冷菓の製造方法であって、
(1)型枠内に第一の冷菓材を充填する工程、
(2)充填された第一の冷菓材の一部に、表面温度を−90℃以下に冷却した成型部材で凹部を形成する
工程、
(3)形成された凹部に第二の冷菓材または冷菓材以外の具材を充填する工程
、
を含む冷菓の製造方法。
【請求項1】
複数の充填物からなる冷菓の製造方法であって、
(1)型枠内に第一の冷菓材を充填する工程、
(2)充填された第一の冷菓材の一部に、表面温度を−90℃以下に冷却した成型部材で凹部を形成する
工程、
(3)形成された凹部に第二の冷菓材または冷菓材以外の具材を充填する工程
、
を含む冷菓の製造方法。
【図1】

【図2】
【図3】
【図4】

【図5】

【図6】

【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2010−46015(P2010−46015A)
【公開日】平成22年3月4日(2010.3.4)
【国際特許分類】
【出願番号】特願2008−212812(P2008−212812)
【出願日】平成20年8月21日(2008.8.21)
【出願人】(000000228)江崎グリコ株式会社 (187)
【Fターム(参考)】
【公開日】平成22年3月4日(2010.3.4)
【国際特許分類】
【出願日】平成20年8月21日(2008.8.21)
【出願人】(000000228)江崎グリコ株式会社 (187)
【Fターム(参考)】
[ Back to top ]