
枚葉デジタル印刷方法

【課題】複数の搬送胴を用いた枚葉デジタル印刷機の複数の印刷ユニットによる複数の絵柄相互間のズレを機械的によることなく調整する。
【解決手段】各搬送胴の個々の割り付け数に対する最小公倍数分の数の枚葉紙の印刷を1印刷サイクルとし、各枚葉紙の1枚の枚葉紙の印刷ごとに基準信号を出力し、この基準信号に基づいて各印刷ユニットにおける枚葉紙の通過タイミングに合わせて枚葉紙に絵柄を印刷するようにし、印刷サイクルの最初の印刷サイクルの各枚葉紙の各色ごとの相互の見当ずれを絵柄検出センサにて検出し、この枚葉紙ごとの検出値を上記各印刷ユニットの印刷制御を行う制御部に入力し、この各検出値に基づいて上記1印刷サイクルにおける各枚葉紙ごとの各絵柄の印刷タイミングを上記複数の絵柄のうちの相互の絵柄の印刷タイミングと一致するように制御部にて補正し、以後の印刷サイクルごとの各枚葉紙を上記補正後の印刷タイミングにて印刷する。
【解決手段】各搬送胴の個々の割り付け数に対する最小公倍数分の数の枚葉紙の印刷を1印刷サイクルとし、各枚葉紙の1枚の枚葉紙の印刷ごとに基準信号を出力し、この基準信号に基づいて各印刷ユニットにおける枚葉紙の通過タイミングに合わせて枚葉紙に絵柄を印刷するようにし、印刷サイクルの最初の印刷サイクルの各枚葉紙の各色ごとの相互の見当ずれを絵柄検出センサにて検出し、この枚葉紙ごとの検出値を上記各印刷ユニットの印刷制御を行う制御部に入力し、この各検出値に基づいて上記1印刷サイクルにおける各枚葉紙ごとの各絵柄の印刷タイミングを上記複数の絵柄のうちの相互の絵柄の印刷タイミングと一致するように制御部にて補正し、以後の印刷サイクルごとの各枚葉紙を上記補正後の印刷タイミングにて印刷する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、枚葉紙の一方の面にインクジェット印刷機や電子写真印刷機等のデジタル印刷機を用いた複数の印刷ユニットにて複数色の絵柄を印刷するようにした枚葉デジタル印刷方法で、特に各印刷ユニットの隣り合う各印刷ユニット間に、複数の枚葉紙を周面に均等配分した割り付け位置で保持搬送可能にして設けた複数の搬送胴により枚葉紙を順次搬送することにより各印刷ユニットにて多色印刷するようにした枚葉デジタル印刷方法に関するものである。
【背景技術】
【0002】
上記複数の搬送胴としては印刷ユニットに対向する圧胴と、この圧胴の搬送方向両側に位置して枚葉紙を上記圧胴へ渡し込み、渡し受けする渡し胴とがあり、この各胴の周面には、上記枚葉紙を均等配分して保持搬送するための手段として咥え爪が設けられている。
【0003】
咥え爪を用いて渡し胴から圧胴間、さらに渡し胴へと枚葉紙を受け渡し搬送するようにした印刷機にあっては、各胴の周面に設けられた咥え爪により枚葉紙を咥え替えしながら受け渡し搬送される。この各胴の咥え爪は、各胴の周面方向に割り付け設置されているが、この各咥え爪の設置は各胴の周長に対して固有の精度で行われ、また咥え爪もそれぞれの設置位置において独自の組み付け精度にて各胴に組み込まれている。
【0004】
このため渡し胴から圧胴、さらに渡し胴へ枚葉紙を咥え替えして搬送する場合に、その咥え替えのタイミングが咥え爪の設置位置にて微少な固有の誤差を有している。
【0005】
このため、複数の胴間を咥え爪にて枚葉紙を搬送するようにした印刷機にあっては、各胴の胴径を全て同一径にして印刷ユニット間にわたって搬送される枚葉紙の咥え爪による搬送誤差が蓄積するのを防止している(例えば特許文献1参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平10−128947号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
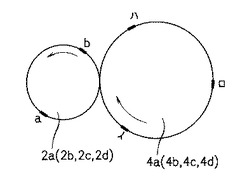
咥え爪を用いて渡し胴から圧胴に、さらに渡し胴へと枚葉紙を受け渡し搬送するようにした印刷機において、例えば圧胴の周長を枚葉紙の2倍に、また渡し胴の周長を枚葉紙の3倍にして、それぞれの周面に設けられた2組、3組の咥え爪にて枚葉紙を咥え替えしながら受け渡し搬送して印刷部に対向する圧胴面に搬送されてきた枚用紙に印刷を行うようにした場合、図2に示すように、圧胴の2倍割り付けをa,bに、渡し胴の3倍割り付けをイ、ロ、ハとした場合に、この両胴間の受け渡しはa−イ、b−ロ、a−ハ、b−イ、a−ロ、a−ハと順次受け渡されて、受け渡しに使用される割り付け位置が搬送される枚葉紙ごとに変化していくという問題があり、各咥え爪の個々の誤差調整での精度調整はむずかしかった。
【0008】
そのため、上記したように圧胴と渡し胴のそれぞれを枚葉紙の搬送長さに対して2倍、3倍にした印刷機にあっては、咥え爪の個々の加工精度や組み付け精度が要求され、また高精度な調整装置が必要となり、調整時間の増大や装置製造のコストの上昇などの問題があった。
【0009】
また、圧胴と渡し胴が同径であっても、これらが2倍胴、3倍胴、4倍胴というように、それぞれの周面に複数個の咥え爪を設けたものにあっては、この複数個の相互の咥え爪の機械的な見当調整は時間を要する上にむずかしかった。
【0010】
本発明は上記のことにかんがみなされたもので、複数の搬送胴を用いた枚葉デジタル印刷機の複数の印刷ユニットによる複数の絵柄相互間のズレを機械的によることなく調整することができるようにした枚葉デジタル印刷方法を提供することを目的とするものである。
【課題を解決するための手段】
【0011】
上記目的を達成するために、本発明に係る枚葉デジタル印刷方法は、デジタル印刷方式の複数の印刷ユニットを用い、この各印刷ユニットに、複数の枚葉紙を周面に均等配分した割り付け位置に保持搬送可能にした周長を有する複数の搬送胴により枚葉紙を順次搬送することにより各印刷ユニットにて多色印刷するようにした枚葉デジタル印刷方法において、各搬送胴の個々の割り付け数に対する最小公倍数分の数の枚葉紙の印刷を1印刷サイクルとし、この印刷サイクルでの各枚葉紙の1枚の枚葉紙の印刷ごとに基準信号を出力し、この基準信号に基づいて各印刷ユニットにおける枚葉紙の通過タイミングに合わせて枚葉紙に絵柄を印刷するようにし、上記印刷サイクルの最初の印刷サイクルの各枚葉紙の各色ごとの相互の見当ずれを絵柄検出センサにて検出し、この枚葉紙ごとの検出値を上記各印刷ユニットの印刷制御を行う制御部に入力し、この各検出値に基づいて上記1印刷サイクルにおける各枚葉紙ごとの各絵柄の印刷タイミングを上記複数の絵柄のうちの相互の絵柄の印刷タイミングと一致するように制御部にて補正し、以後の印刷サイクルごとの各枚葉紙を上記補正後の印刷タイミングにて印刷するようにした。
【0012】
上記枚葉デジタル印刷方法において、最初の印刷サイクルの各枚葉紙相互の絵柄のズレ量の検出を、(イ)各色ごとの絵柄と枚葉紙の搬送方向端間の距離ズレ量、(ロ)各色ごとのタイミングマークを含む絵柄相互の1つを基準として各絵柄間のズレ量、(ハ)最初の印刷サイクルの1枚目の枚葉紙のタイミングマークを含む絵柄に対する2枚目以降の枚葉紙の絵柄のズレ量、のいずれか1つのズレ量を検出するようにした。
【0013】
さらに上記枚葉デジタル印刷方法において、最初の印刷サイクルの各枚葉紙の印刷直後の位置で絵柄の通過タイミングを絵柄検出センサにて検出し、この検出信号と1枚の枚葉紙の印刷ごとに出力される基準信号とのタイミングの誤差を制御部にて補正するようにした。
また、絵柄検出センサに計測カメラ、マークセンサのいずれかを用いた。
さらに、デジタル印刷方式の印刷ユニットに、インクジェット印刷機と電子写真印刷機のいずれかを用いた。
【0014】
この枚葉デジタル印刷方法において、複数の印刷ユニットに順次枚葉紙を搬送する搬送胴に、印刷ユニットに対向する圧胴と、この圧胴の上流側と下流側に位置する渡し胴とを用い、圧胴と渡し胴の相互の周長を枚葉紙の搬送方向大きさで2倍胴、3倍胴のように相互に変えてデジタル印刷を行うようにした。
【発明の効果】
【0015】
本発明によれば、複数の搬送胴を用いた枚葉デジタル印刷機の複数の印刷ユニットによる複数の絵柄相互間のズレを、機械的によることなく印刷制御部で補正することができることにより、従来では取りきれなかった機械的な形状や組み付け上の、いわゆる機械的形状誤差による印刷見当の誤差も除去することができる。そして従来行っていた組み付け上の誤差を改善するための精度検査や、再組み付け調整などの調整作業及び調整時間を大幅に削減することができた。
【0016】
また、搬送胴を構成する圧胴や渡し胴の加工精度についても極限的な精度向上を目指すことなく、必要最小限の加工精度により精度品質のよい印刷物を得ることができ、加工コスト、組み付けコスト、調整コストなど広範囲でのコスト削減が可能となった。
【0017】
また、本発明によれば、搬送胴の相互の径を1,2,3,4倍胴など異なる径に自由に選択使用が可能であり、要求される仕様に対して設計上の自由度が拡大し、要求される印刷物製品仕様に対しても広範囲に対応することができる。
【0018】
そして機械的な見当精度のための調整機能も必要最小限の構造でよく、装置の簡素化を図ることができると共に、作業性の向上、製造コストの削減など多岐面での効果が得られる。
【0019】
印刷パターンの1サイクルにおける補正値データは固定値であるため、データ出力において印刷速度の低減につながる要因とはならず、高速印刷に対応可能なシステムとすることができる。
【0020】
さらに装置調整においては、圧胴と渡し胴による枚葉紙の安定搬送を主体に調整ができるため、この点でも高速印刷に対応可能なシステムとなっている。
【図面の簡単な説明】
【0021】
【図1】本発明方法を実施しようとする枚葉デジタル印刷機を概略的に示す説明図である。
【図2】2倍胴の圧胴と3倍胴の渡し胴の咥え爪の位置関係を示す説明図である。
【図3】2倍胴と3倍胴の搬送胴を用いて4色印刷した場合のタイミングマークのズレ状態を示す説明図である。
【発明を実施するための形態】
【0022】
本発明の実施の形態を図面に基づいて説明する。
【0023】
図1はインクジェットプリンタにて枚葉紙の一面に4組の印刷ユニット1a,1b,1c,1dを用いて4色印刷するようにした枚葉デジタル印刷機1を概略的に示すものであり、2a,2b,2c,2dは各印刷ユニット1a〜1dの圧胴で、この各圧胴2a〜2dに各印刷ユニット1a〜1dの印字ヘッド3a,3b,3c,3dが対向されている。図中4aは枚葉紙を第1の圧胴2aに受け渡しする第1の渡し胴、4bは第1の圧胴2aから第2の圧胴2bに枚葉紙を受け渡しする第2の渡し胴、4c,4dは同様に上流側の圧胴から下流側の圧胴に枚葉紙を受け渡しする第3・第4の渡し胴である。5は最下流である第4の圧胴2dから枚葉紙を受け取る受け取り胴である。
【0024】
上記各圧胴2a〜2dは、枚葉紙の搬送長さに対して2倍の周長を有した2倍胴となっており、また各渡し胴4a〜4dは3倍の周長を有している3倍胴となっており、各胴は同一周速にて回転するようになっている。圧胴2a〜2dの周面の2分割位置に2組の咥え爪(図示せず)が、また渡し胴4a〜4dの周面の3分割位置に3組の咥え爪(図示せず)がそれぞれ設けられていて、第1の渡し胴4aの咥え爪に順次加えられた枚葉紙は第1の圧胴2aの咥え爪に咥えられ、ついで第2の渡し胴4bの咥え爪に受け渡しされ、以下順に各胴の咥え爪にて受け渡し搬送されるようになっている。
【0025】
なお、上記圧胴2a〜2d及び渡し胴4a〜4dの周長の枚葉紙の搬送方向長さに対する2倍、3倍の大きさは、印刷ユニット1a〜1dにおいての設計上において任意に選択された各大きさである。
【0026】
第1の圧胴2aに、この圧胴2aの回転を検出する回転検出ギヤ6が連結してあり、この回転検出ギヤ6は第1の圧胴2aが枚葉紙1枚分、すなわち、この圧胴2aが1/2回転するごとに1回転して、この回転検出ギヤ6の回転位置がエンコーダにて検出されて、この検出信号がエンコーダ7から発信されるようになっている。
【0027】
また各圧胴2a〜2dに対向させて、各圧胴2a〜2dにて搬送される枚葉紙に、各印刷ユニット1a〜1dの印字ヘッド3a〜3dにて印刷される後述するタイミングマークを検出するマークセンサ8a,8b,8c,8dが設けてある。
【0028】
また、4色目を印刷する第4の印刷ユニット1dの圧胴2dの上記マークセンサ8dの対向位置より下流側に、各印刷ユニット1a〜1dにて印刷されたタイミングマークのズレ量を実測する計測カメラ9が設けてある。
【0029】
上記構成において図2で示したように、圧胴2a〜2dの周面には2組の咥え爪a,bが、また渡し胴4a〜4dの周面には3組の咥え爪イ、ロ、ハがそれぞれの周面の2分割位置と3分割位置に設けられている。このときの各咥え爪は各胴の周面を正確に2分割、3分割する必要があるが、一般的な加工精度に限界があり、また爪構造を組み込んだ時点では組み付け精度による各分割位置ごとの組み付け精度のバラツキが加工精度に上乗せされ、搬送する枚葉紙の各咥え爪ごとの搬送位置は、各枚葉紙ごとに搬送方向の前後に機械的形状誤差によるバラツキが発生する。
【0030】
図1に示した構成の枚葉デジタル印刷機1において、第1の渡し胴4aから複数の枚葉紙A,B,C,D…を順次給紙し、各枚葉紙が順次印刷ユニット1a〜1dを通過するときに、図2に示すように各圧胴2a〜2dに第1・第2の咥え爪a,bが、また各渡し胴4a〜4dに第1・第2・第3の咥え爪イ、ロ、ハが設けられているから、表1に示すように、第1の枚葉紙Aは、第1の渡し胴4aの第1の咥え爪(4a−イ)、第1の圧胴2aの第1の咥え爪(2a−a)、第2の渡し胴4bの第1の咥え爪(4b−イ)、第2の圧胴2bの第1の咥え爪(2b−a)というように、以下各胴の第1の咥え爪(4c−イ)、(2c−a)、(4d−イ)、(2d−a)にて順次咥え替えられて受け取り胴5へ搬送され、その間に各圧胴の各印字ヘッドに対向する位置にて印刷される。この第1の枚葉紙Aを4色印刷するパターンを第1の印刷パターンP1とする。
【0031】
【表1】

【0032】
次に第2の枚葉紙Bは、表1に示すように第1の渡し胴4aの第2の咥え爪(4a−ロ)、第1の圧胴2aの第2の咥え爪(2a−b)、第2の渡し胴4bの第2の咥え爪(4b−ロ)、第2の圧胴2bの第2の咥え爪(2b−b)というように、以下各胴の第2の咥え爪(4c−ロ),(2c−b),(4d−ロ)、(2d−b)にて咥え替えられて搬送され、その間にこの第2の枚葉紙Bに4色印刷される。この第2の枚葉紙Bを4色印刷するパターンを第2の印刷パターンP2とする。
【0033】
次に第3の枚葉紙Cは、第1の渡し胴4aの第3の咥え爪(4a−ハ)、第1の圧胴2aの第1の咥え爪(2a−a)、第2の渡し胴4bの第3の咥え爪(4b−ハ)、第2の圧胴2bの第1の咥え爪(2b−a)というように、以下各胴の咥え爪(4c−ハ)、(2c−a)、(4d−ハ)、(2d−a)にて咥え替えられて搬送される。これを第3の印刷パターンP3とする。
【0034】
次に第4の枚葉紙Dは、第1の渡し胴4aの第1の咥え爪(4a−イ)、第1の圧胴2aの第2の咥え爪(2a−b)、第2の渡し胴4bの第1の咥え爪(4b−イ)、第2の圧胴2bの第2の咥え爪(2b−b)というように、以下各胴の咥え爪(4c−イ)、(2c−b)、(4d−イ)、(2d−b)にて咥え替えられて搬送される。これを第4の印刷パターンP4とする。
【0035】
以下、同様に第5の枚葉紙Eは表1に示すように、各胴の咥え爪の(4a−ロ),(2a−a)、(4b−ロ)、(2b−a)、(4c−ロ)、(2c−a)、(4d−ロ),(2d−a)に順次咥え替えられて搬送される。これを第5の印刷パターンP5とする。
【0036】
第6の枚葉紙Fは同じく表1に示すように、各胴の咥え爪の(4a−ハ),(2a−b)、(4b−ハ)、(2b−b)、(4c−ハ)、(2c−b)、(4d−ハ),(2d−b)に順次咥え替えられて搬送される。これを第6の印刷パターンP6とする
【0037】
上記渡し胴4a〜4dの咥え爪が3組、圧胴2a〜2dの咥え爪が2組であり、3組と2組の最小公倍数が6であることにより、7枚以下の枚葉紙G,H,I…は6枚ずつ上記第1〜第6の印刷パターンP1〜P6を1サイクルとした咥え替え搬送が繰り返し行われる。
【0038】
この各枚葉紙の搬送時において、第1の印刷ユニット1aから枚葉紙が1枚搬送されるごとに回転検出ギヤ6が1回転して、この各1回転をエンコーダ7が検出してその検出信号が制御部10に入力され、この1回転中の所定位置で制御部10から各印刷ユニット1a〜1dの印字ヘッド3a〜3dへ基準信号が出力される。
【0039】
この各基準信号に基づいて各枚葉紙の印刷位置がこの各印刷ユニット1a〜1dの印字ヘッド3a〜3dの下側を通過する計算上のタイミングにて各枚葉紙に印刷するための印刷指令が制御部10に発信され、各印刷パターンP1〜P6の各枚葉紙には上記制御部10からの印刷指令により、各印刷ユニット1a〜1dの印字ヘッド3a〜3dにて各色の絵柄印刷と共にタイミングマークが印刷される。なお、このタイミングマークは絵柄から外れた特定の位置で、かつ印刷ユニット1a〜1dごとにわずかに枚葉紙の幅方向にずらせた位置に印刷されるようになっている。
【0040】
図3(a)は、例えば第1の印刷パターンP1にて印刷された1枚の枚葉紙Aの各印刷ユニット1a〜1dによるタイミングマークT1−a,T1−b,T1−c,T1−dを示す。なお、図中tは便宜的に設けた基準マ−ク位置を示す補助線で、1色目のタイミングマークT1−aを基準とした場合の仮想基準位置を示すもので、実際は印刷しなくてもよい。図3(b),(c)は印刷パターンP2,P3による各タイミングマークを示す。第4〜第6の各印刷パターンのタイミングマークも図示していないが同様に印刷される。
【0041】
この各印刷パターンP1〜P6においての4色目の枚葉紙に印刷される4個のタイミングマークは、この各印刷パターンP1〜P6においての咥え爪ごとに固有の誤差があるため、図3の各図に示すように搬送方向にずれて印刷される。このことは、各印刷ユニット1a〜1dにて印刷される絵柄も同様にズレていることになる。図3では枚葉紙A,B,Cについて示したが、この実施の形態では上記のようにズレた絵柄は6枚を1サイクルにして繰り返し印刷される。
【0042】
このように6枚ずつの各枚葉紙の4色目(最終頁)において各タイミングマークがずれているということは、4色の各印刷絵柄もズレているということであるので、このタイミングマークが一致するように各印刷ユニット1a〜1dの印刷タイミングを調整しなければならない。
【0043】
上記において、1サイクル(6枚)分の各枚葉紙A〜Fの印刷が順次完了した時点で、この各枚葉紙A〜Fの4色目の各色ごとのタイミングマークT1a〜T1d、T2a〜T2d、T3a〜T3d、T4a〜T4d、T5a〜T5d、T6a〜T6dを例えば計測カメラで、各枚葉紙A〜Fの4色の各タイミングマークの例えば各枚葉紙の搬送方向下流側端からの距離を実測する。この各枚葉紙A〜Fの各実測値を位置データD1,D2,D3,D4,D5,D6として順次制御部10に入力する。
【0044】
このときの各位置データD1〜D6のそれぞれには、4色のタイミングマークの色データが含まれている。すなわち、1枚目の枚葉紙Aの位置データD1には1〜4色の色データd1−a,d1−b,d1−c,d1−dが、また2枚目の枚葉紙Bの位置データD2には1〜4色の色データd2−a,d2−b,d2−c,d2−dが、3枚目の枚葉紙Cの位置データD3には4色の色データd3−a,d3−b,d3−c,d3−dが、以下同様に4枚目〜6枚目の各位置データD4,D5,D6にそれぞれ4色のデータが含まれている。この各色の色データは6枚の各枚葉紙に4色あることにより合計で24通りである。
【0045】
制御部10では、エンコーダ7からの検出信号を受けて、この制御部10から各印刷ユニット1a〜1dの印字ヘッド3a〜3dに出力する基準信号による印刷タイミングを、この各枚葉紙A〜Fの各位置データD1〜D6(各色データ)に基づいて演算し、この各印字ヘッドに出力する印刷タイミングを例えば各色の色データのうち、1枚目の位置データD1の第1の色データd1−a以外の各色データ(以下これを他の色データとする)の印刷タイミングが、この第1の色データd1−aの印刷タイミングと一致するように補正する。
【0046】
上記した各位置データD1〜D6は、圧胴に設けた咥え爪の数(2個)と渡し胴に設けた咥え爪の数(3個)の最小公倍数である「6」を1サイクルとする6枚の枚葉紙A〜Fに対する固定の補正値データを得るために用いられる。
【0047】
すなわち、第1の印刷パターンP1における位置データD1(d1−a,d1−b,d1−c,d1−d)の入力により、上記「6」を1サイクルとする印刷パターンのうちの第1の印刷パターンP1において、制御部10からの印刷指令による第1〜第4の印刷ユニット1a〜1dの各印字ヘッド3a〜3dにて枚葉紙Aに印刷される第2以下のタイミングマークT1−b,T1−c,T1−dの印刷タイミングが、第1の印字ヘッド3aにて印刷される第1のタイミングマークT1−aを印刷する印刷タイミングと一致するように補正される。
【0048】
以下、同様に第2〜第6の各印刷パターンP2〜P6における各位置データD2〜D6の入力により、各印刷パターンP2〜P6において、第1〜第4の各印字ヘッド3a〜3dにて各枚葉紙B,C,D,E,Fに印刷される各タイミングマークを印刷する印刷タイミングが上記第1の印刷パターンP1の1枚目の枚葉紙Aの第1のタイミングマークT1−aを印刷する印刷タイミングと一致するように補正される。
【0049】
このように、上記各印刷データD1〜D6の制御部10への入力により、6枚を1サイクルとする各印刷パターンP1〜P6のそれぞれにおける各枚葉紙A〜Fに対する4色の印刷タイミングが、第1の印刷サイクルの1枚目の枚葉紙Aの第1のタイミングマークT1−aを印刷する印刷タイミングと一致するように補正され、この補正されたデータが以後固定の補正値データとなる。
これにより、この補正後の各印刷タイミングにより印刷される1〜6枚目の各タイミングマークは、上記1枚目の枚葉紙Aの第1のタイミングマークT1−aと一致する位置に印刷される。
【0050】
以下、上記第1の印刷サイクルの印刷パターンP1〜P6に続いて行われる第2・第3…の印刷サイクルにおける各印刷パターンP1〜P6の6枚ずつの枚葉紙G,H,I…は、上記第1の印刷サイクルの印刷パターンP1〜P6における上記固定された補正値データに基づいて印刷されて、各印刷サイクルの6枚の枚葉紙のそれぞれの4色分のタイミングマークは、第1の印刷サイクルの1枚目のタイミングマークTa−1と搬送方向に一致した状態で印刷され、したがって各枚葉紙の4色印刷の絵柄は見当ズレが生じることなく行われる。
【0051】
上記第1のサイクルの印刷パターンP1〜P6における各枚葉紙A〜Fの補正値データの別の取得方法としては、図1に示したマークセンサ8a,8b,8c,8dを用いて枚葉紙1枚の搬送ごとに1回転する基準位相検出ギヤ6の所定位置でエンコーダ7の検出信号に基づいて制御部10から発信される基準信号と、各印字ヘッド3a〜3dにて印刷された直後のタイミングマークを上記マークセンサ8a〜8dにて個々に検出した検出信号により、1枚目の枚葉紙の第1の印刷ユニット1aに印刷されたタイミングマーク、あるいは仮想の基準tの位置を基準として各印刷ユニットにて印刷されるタイミングマーク位置を検出し、各見当誤差データを得ることもできる。
【0052】
また、このマークセンサ8a〜8dによる誤差データの取得方法の場合には、印刷ユニット1a〜1dの機械的な形状誤差により1サイクルごとに発生する誤差以外の別の要因で装置稼動中に発生する印刷見当のズレに対する自動見当制御方法の手段としても利用することができる。
【0053】
また、この実施の形態では2個の咥え爪を有する2倍胴の圧胴と3個の咥え爪を有する3倍胴の渡し胴を用いて、この搬送胴構成は2倍胴−3倍胴−2倍胴の組み合わせにした構成になっているが、自由な複数倍数の組み合わせが可能であり、いずれにしても各胴の倍胴数に対する最小公倍数の枚葉紙の搬送ごとに繰り返す周期性を備えるものであり、組み合わせが異なっても同様の方法を利用することができる。
【0054】
さらに、ここでは印刷ユニットとしてインクジェット記録ユニットを用いた場合で説明したが、各圧胴に印字ヘッドの代りに印刷ユニットとして電子写真印刷装置を用いても全く同様の効果を得ることが可能である。
【0055】
本発明にあっては、可能な範囲で精度のよい通常の機械的な調整を行った後に、上記手段によりさらに誤差を補正することができて、機械的な調整に頼っていた従来の技術ではできなかった精度の高い調整が可能となり、さらに誤差検知サンプルを複数枚取り、その誤差の平均値を採用するなどにより効果的な結果を得ることができる。
【0056】
また、複数枚のサンプル取りも、マークセンサなどを利用して実施することで作業上の負担もなく精度の高い調整が短時間で行うことができ、また誤差の検出方法もカメラ画像を利用する以外に適宜選択が可能である。
【0057】
そしてさらに、センサやカメラでタイミングマークや絵柄の一部を各印刷ユニットにて検出する場合には、調整段階で固定値として得た補正値に対してさらに装置の稼動速度変化などの要因で一定方向にズレるなど傾向的な見当誤差が発生してこれが検知されたときには、その検知データに基づき運転中の見当自動制御用の誤差検出機能としても用いることも可能である。
【0058】
また、上記した説明では圧胴を2倍胴に、渡し胴を3倍胴の場合にて説明したが、本発明にあって圧胴と渡し胴の双方の胴は2倍胴以上で同一倍の胴の場合で、両胴の最小公倍数が2以上のものにも適用できる。
【符号の説明】
【0059】
1…枚葉デジタル印刷機、1a,1b,1c,1d…印刷ユニット、2a,2b,2c,2d…圧胴、3a,3b,3c,3d…印刷ユニット、4a,4b,4c,4d…渡し胴、5…受け胴、6…回転検出ギヤ、7…エンコーダ、8a,8b,8c,8d…マークセンサ、9…計測カメラ、10…制御部。
【技術分野】
【0001】
本発明は、枚葉紙の一方の面にインクジェット印刷機や電子写真印刷機等のデジタル印刷機を用いた複数の印刷ユニットにて複数色の絵柄を印刷するようにした枚葉デジタル印刷方法で、特に各印刷ユニットの隣り合う各印刷ユニット間に、複数の枚葉紙を周面に均等配分した割り付け位置で保持搬送可能にして設けた複数の搬送胴により枚葉紙を順次搬送することにより各印刷ユニットにて多色印刷するようにした枚葉デジタル印刷方法に関するものである。
【背景技術】
【0002】
上記複数の搬送胴としては印刷ユニットに対向する圧胴と、この圧胴の搬送方向両側に位置して枚葉紙を上記圧胴へ渡し込み、渡し受けする渡し胴とがあり、この各胴の周面には、上記枚葉紙を均等配分して保持搬送するための手段として咥え爪が設けられている。
【0003】
咥え爪を用いて渡し胴から圧胴間、さらに渡し胴へと枚葉紙を受け渡し搬送するようにした印刷機にあっては、各胴の周面に設けられた咥え爪により枚葉紙を咥え替えしながら受け渡し搬送される。この各胴の咥え爪は、各胴の周面方向に割り付け設置されているが、この各咥え爪の設置は各胴の周長に対して固有の精度で行われ、また咥え爪もそれぞれの設置位置において独自の組み付け精度にて各胴に組み込まれている。
【0004】
このため渡し胴から圧胴、さらに渡し胴へ枚葉紙を咥え替えして搬送する場合に、その咥え替えのタイミングが咥え爪の設置位置にて微少な固有の誤差を有している。
【0005】
このため、複数の胴間を咥え爪にて枚葉紙を搬送するようにした印刷機にあっては、各胴の胴径を全て同一径にして印刷ユニット間にわたって搬送される枚葉紙の咥え爪による搬送誤差が蓄積するのを防止している(例えば特許文献1参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平10−128947号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
咥え爪を用いて渡し胴から圧胴に、さらに渡し胴へと枚葉紙を受け渡し搬送するようにした印刷機において、例えば圧胴の周長を枚葉紙の2倍に、また渡し胴の周長を枚葉紙の3倍にして、それぞれの周面に設けられた2組、3組の咥え爪にて枚葉紙を咥え替えしながら受け渡し搬送して印刷部に対向する圧胴面に搬送されてきた枚用紙に印刷を行うようにした場合、図2に示すように、圧胴の2倍割り付けをa,bに、渡し胴の3倍割り付けをイ、ロ、ハとした場合に、この両胴間の受け渡しはa−イ、b−ロ、a−ハ、b−イ、a−ロ、a−ハと順次受け渡されて、受け渡しに使用される割り付け位置が搬送される枚葉紙ごとに変化していくという問題があり、各咥え爪の個々の誤差調整での精度調整はむずかしかった。
【0008】
そのため、上記したように圧胴と渡し胴のそれぞれを枚葉紙の搬送長さに対して2倍、3倍にした印刷機にあっては、咥え爪の個々の加工精度や組み付け精度が要求され、また高精度な調整装置が必要となり、調整時間の増大や装置製造のコストの上昇などの問題があった。
【0009】
また、圧胴と渡し胴が同径であっても、これらが2倍胴、3倍胴、4倍胴というように、それぞれの周面に複数個の咥え爪を設けたものにあっては、この複数個の相互の咥え爪の機械的な見当調整は時間を要する上にむずかしかった。
【0010】
本発明は上記のことにかんがみなされたもので、複数の搬送胴を用いた枚葉デジタル印刷機の複数の印刷ユニットによる複数の絵柄相互間のズレを機械的によることなく調整することができるようにした枚葉デジタル印刷方法を提供することを目的とするものである。
【課題を解決するための手段】
【0011】
上記目的を達成するために、本発明に係る枚葉デジタル印刷方法は、デジタル印刷方式の複数の印刷ユニットを用い、この各印刷ユニットに、複数の枚葉紙を周面に均等配分した割り付け位置に保持搬送可能にした周長を有する複数の搬送胴により枚葉紙を順次搬送することにより各印刷ユニットにて多色印刷するようにした枚葉デジタル印刷方法において、各搬送胴の個々の割り付け数に対する最小公倍数分の数の枚葉紙の印刷を1印刷サイクルとし、この印刷サイクルでの各枚葉紙の1枚の枚葉紙の印刷ごとに基準信号を出力し、この基準信号に基づいて各印刷ユニットにおける枚葉紙の通過タイミングに合わせて枚葉紙に絵柄を印刷するようにし、上記印刷サイクルの最初の印刷サイクルの各枚葉紙の各色ごとの相互の見当ずれを絵柄検出センサにて検出し、この枚葉紙ごとの検出値を上記各印刷ユニットの印刷制御を行う制御部に入力し、この各検出値に基づいて上記1印刷サイクルにおける各枚葉紙ごとの各絵柄の印刷タイミングを上記複数の絵柄のうちの相互の絵柄の印刷タイミングと一致するように制御部にて補正し、以後の印刷サイクルごとの各枚葉紙を上記補正後の印刷タイミングにて印刷するようにした。
【0012】
上記枚葉デジタル印刷方法において、最初の印刷サイクルの各枚葉紙相互の絵柄のズレ量の検出を、(イ)各色ごとの絵柄と枚葉紙の搬送方向端間の距離ズレ量、(ロ)各色ごとのタイミングマークを含む絵柄相互の1つを基準として各絵柄間のズレ量、(ハ)最初の印刷サイクルの1枚目の枚葉紙のタイミングマークを含む絵柄に対する2枚目以降の枚葉紙の絵柄のズレ量、のいずれか1つのズレ量を検出するようにした。
【0013】
さらに上記枚葉デジタル印刷方法において、最初の印刷サイクルの各枚葉紙の印刷直後の位置で絵柄の通過タイミングを絵柄検出センサにて検出し、この検出信号と1枚の枚葉紙の印刷ごとに出力される基準信号とのタイミングの誤差を制御部にて補正するようにした。
また、絵柄検出センサに計測カメラ、マークセンサのいずれかを用いた。
さらに、デジタル印刷方式の印刷ユニットに、インクジェット印刷機と電子写真印刷機のいずれかを用いた。
【0014】
この枚葉デジタル印刷方法において、複数の印刷ユニットに順次枚葉紙を搬送する搬送胴に、印刷ユニットに対向する圧胴と、この圧胴の上流側と下流側に位置する渡し胴とを用い、圧胴と渡し胴の相互の周長を枚葉紙の搬送方向大きさで2倍胴、3倍胴のように相互に変えてデジタル印刷を行うようにした。
【発明の効果】
【0015】
本発明によれば、複数の搬送胴を用いた枚葉デジタル印刷機の複数の印刷ユニットによる複数の絵柄相互間のズレを、機械的によることなく印刷制御部で補正することができることにより、従来では取りきれなかった機械的な形状や組み付け上の、いわゆる機械的形状誤差による印刷見当の誤差も除去することができる。そして従来行っていた組み付け上の誤差を改善するための精度検査や、再組み付け調整などの調整作業及び調整時間を大幅に削減することができた。
【0016】
また、搬送胴を構成する圧胴や渡し胴の加工精度についても極限的な精度向上を目指すことなく、必要最小限の加工精度により精度品質のよい印刷物を得ることができ、加工コスト、組み付けコスト、調整コストなど広範囲でのコスト削減が可能となった。
【0017】
また、本発明によれば、搬送胴の相互の径を1,2,3,4倍胴など異なる径に自由に選択使用が可能であり、要求される仕様に対して設計上の自由度が拡大し、要求される印刷物製品仕様に対しても広範囲に対応することができる。
【0018】
そして機械的な見当精度のための調整機能も必要最小限の構造でよく、装置の簡素化を図ることができると共に、作業性の向上、製造コストの削減など多岐面での効果が得られる。
【0019】
印刷パターンの1サイクルにおける補正値データは固定値であるため、データ出力において印刷速度の低減につながる要因とはならず、高速印刷に対応可能なシステムとすることができる。
【0020】
さらに装置調整においては、圧胴と渡し胴による枚葉紙の安定搬送を主体に調整ができるため、この点でも高速印刷に対応可能なシステムとなっている。
【図面の簡単な説明】
【0021】
【図1】本発明方法を実施しようとする枚葉デジタル印刷機を概略的に示す説明図である。
【図2】2倍胴の圧胴と3倍胴の渡し胴の咥え爪の位置関係を示す説明図である。
【図3】2倍胴と3倍胴の搬送胴を用いて4色印刷した場合のタイミングマークのズレ状態を示す説明図である。
【発明を実施するための形態】
【0022】
本発明の実施の形態を図面に基づいて説明する。
【0023】
図1はインクジェットプリンタにて枚葉紙の一面に4組の印刷ユニット1a,1b,1c,1dを用いて4色印刷するようにした枚葉デジタル印刷機1を概略的に示すものであり、2a,2b,2c,2dは各印刷ユニット1a〜1dの圧胴で、この各圧胴2a〜2dに各印刷ユニット1a〜1dの印字ヘッド3a,3b,3c,3dが対向されている。図中4aは枚葉紙を第1の圧胴2aに受け渡しする第1の渡し胴、4bは第1の圧胴2aから第2の圧胴2bに枚葉紙を受け渡しする第2の渡し胴、4c,4dは同様に上流側の圧胴から下流側の圧胴に枚葉紙を受け渡しする第3・第4の渡し胴である。5は最下流である第4の圧胴2dから枚葉紙を受け取る受け取り胴である。
【0024】
上記各圧胴2a〜2dは、枚葉紙の搬送長さに対して2倍の周長を有した2倍胴となっており、また各渡し胴4a〜4dは3倍の周長を有している3倍胴となっており、各胴は同一周速にて回転するようになっている。圧胴2a〜2dの周面の2分割位置に2組の咥え爪(図示せず)が、また渡し胴4a〜4dの周面の3分割位置に3組の咥え爪(図示せず)がそれぞれ設けられていて、第1の渡し胴4aの咥え爪に順次加えられた枚葉紙は第1の圧胴2aの咥え爪に咥えられ、ついで第2の渡し胴4bの咥え爪に受け渡しされ、以下順に各胴の咥え爪にて受け渡し搬送されるようになっている。
【0025】
なお、上記圧胴2a〜2d及び渡し胴4a〜4dの周長の枚葉紙の搬送方向長さに対する2倍、3倍の大きさは、印刷ユニット1a〜1dにおいての設計上において任意に選択された各大きさである。
【0026】
第1の圧胴2aに、この圧胴2aの回転を検出する回転検出ギヤ6が連結してあり、この回転検出ギヤ6は第1の圧胴2aが枚葉紙1枚分、すなわち、この圧胴2aが1/2回転するごとに1回転して、この回転検出ギヤ6の回転位置がエンコーダにて検出されて、この検出信号がエンコーダ7から発信されるようになっている。
【0027】
また各圧胴2a〜2dに対向させて、各圧胴2a〜2dにて搬送される枚葉紙に、各印刷ユニット1a〜1dの印字ヘッド3a〜3dにて印刷される後述するタイミングマークを検出するマークセンサ8a,8b,8c,8dが設けてある。
【0028】
また、4色目を印刷する第4の印刷ユニット1dの圧胴2dの上記マークセンサ8dの対向位置より下流側に、各印刷ユニット1a〜1dにて印刷されたタイミングマークのズレ量を実測する計測カメラ9が設けてある。
【0029】
上記構成において図2で示したように、圧胴2a〜2dの周面には2組の咥え爪a,bが、また渡し胴4a〜4dの周面には3組の咥え爪イ、ロ、ハがそれぞれの周面の2分割位置と3分割位置に設けられている。このときの各咥え爪は各胴の周面を正確に2分割、3分割する必要があるが、一般的な加工精度に限界があり、また爪構造を組み込んだ時点では組み付け精度による各分割位置ごとの組み付け精度のバラツキが加工精度に上乗せされ、搬送する枚葉紙の各咥え爪ごとの搬送位置は、各枚葉紙ごとに搬送方向の前後に機械的形状誤差によるバラツキが発生する。
【0030】
図1に示した構成の枚葉デジタル印刷機1において、第1の渡し胴4aから複数の枚葉紙A,B,C,D…を順次給紙し、各枚葉紙が順次印刷ユニット1a〜1dを通過するときに、図2に示すように各圧胴2a〜2dに第1・第2の咥え爪a,bが、また各渡し胴4a〜4dに第1・第2・第3の咥え爪イ、ロ、ハが設けられているから、表1に示すように、第1の枚葉紙Aは、第1の渡し胴4aの第1の咥え爪(4a−イ)、第1の圧胴2aの第1の咥え爪(2a−a)、第2の渡し胴4bの第1の咥え爪(4b−イ)、第2の圧胴2bの第1の咥え爪(2b−a)というように、以下各胴の第1の咥え爪(4c−イ)、(2c−a)、(4d−イ)、(2d−a)にて順次咥え替えられて受け取り胴5へ搬送され、その間に各圧胴の各印字ヘッドに対向する位置にて印刷される。この第1の枚葉紙Aを4色印刷するパターンを第1の印刷パターンP1とする。
【0031】
【表1】
【0032】
次に第2の枚葉紙Bは、表1に示すように第1の渡し胴4aの第2の咥え爪(4a−ロ)、第1の圧胴2aの第2の咥え爪(2a−b)、第2の渡し胴4bの第2の咥え爪(4b−ロ)、第2の圧胴2bの第2の咥え爪(2b−b)というように、以下各胴の第2の咥え爪(4c−ロ),(2c−b),(4d−ロ)、(2d−b)にて咥え替えられて搬送され、その間にこの第2の枚葉紙Bに4色印刷される。この第2の枚葉紙Bを4色印刷するパターンを第2の印刷パターンP2とする。
【0033】
次に第3の枚葉紙Cは、第1の渡し胴4aの第3の咥え爪(4a−ハ)、第1の圧胴2aの第1の咥え爪(2a−a)、第2の渡し胴4bの第3の咥え爪(4b−ハ)、第2の圧胴2bの第1の咥え爪(2b−a)というように、以下各胴の咥え爪(4c−ハ)、(2c−a)、(4d−ハ)、(2d−a)にて咥え替えられて搬送される。これを第3の印刷パターンP3とする。
【0034】
次に第4の枚葉紙Dは、第1の渡し胴4aの第1の咥え爪(4a−イ)、第1の圧胴2aの第2の咥え爪(2a−b)、第2の渡し胴4bの第1の咥え爪(4b−イ)、第2の圧胴2bの第2の咥え爪(2b−b)というように、以下各胴の咥え爪(4c−イ)、(2c−b)、(4d−イ)、(2d−b)にて咥え替えられて搬送される。これを第4の印刷パターンP4とする。
【0035】
以下、同様に第5の枚葉紙Eは表1に示すように、各胴の咥え爪の(4a−ロ),(2a−a)、(4b−ロ)、(2b−a)、(4c−ロ)、(2c−a)、(4d−ロ),(2d−a)に順次咥え替えられて搬送される。これを第5の印刷パターンP5とする。
【0036】
第6の枚葉紙Fは同じく表1に示すように、各胴の咥え爪の(4a−ハ),(2a−b)、(4b−ハ)、(2b−b)、(4c−ハ)、(2c−b)、(4d−ハ),(2d−b)に順次咥え替えられて搬送される。これを第6の印刷パターンP6とする
【0037】
上記渡し胴4a〜4dの咥え爪が3組、圧胴2a〜2dの咥え爪が2組であり、3組と2組の最小公倍数が6であることにより、7枚以下の枚葉紙G,H,I…は6枚ずつ上記第1〜第6の印刷パターンP1〜P6を1サイクルとした咥え替え搬送が繰り返し行われる。
【0038】
この各枚葉紙の搬送時において、第1の印刷ユニット1aから枚葉紙が1枚搬送されるごとに回転検出ギヤ6が1回転して、この各1回転をエンコーダ7が検出してその検出信号が制御部10に入力され、この1回転中の所定位置で制御部10から各印刷ユニット1a〜1dの印字ヘッド3a〜3dへ基準信号が出力される。
【0039】
この各基準信号に基づいて各枚葉紙の印刷位置がこの各印刷ユニット1a〜1dの印字ヘッド3a〜3dの下側を通過する計算上のタイミングにて各枚葉紙に印刷するための印刷指令が制御部10に発信され、各印刷パターンP1〜P6の各枚葉紙には上記制御部10からの印刷指令により、各印刷ユニット1a〜1dの印字ヘッド3a〜3dにて各色の絵柄印刷と共にタイミングマークが印刷される。なお、このタイミングマークは絵柄から外れた特定の位置で、かつ印刷ユニット1a〜1dごとにわずかに枚葉紙の幅方向にずらせた位置に印刷されるようになっている。
【0040】
図3(a)は、例えば第1の印刷パターンP1にて印刷された1枚の枚葉紙Aの各印刷ユニット1a〜1dによるタイミングマークT1−a,T1−b,T1−c,T1−dを示す。なお、図中tは便宜的に設けた基準マ−ク位置を示す補助線で、1色目のタイミングマークT1−aを基準とした場合の仮想基準位置を示すもので、実際は印刷しなくてもよい。図3(b),(c)は印刷パターンP2,P3による各タイミングマークを示す。第4〜第6の各印刷パターンのタイミングマークも図示していないが同様に印刷される。
【0041】
この各印刷パターンP1〜P6においての4色目の枚葉紙に印刷される4個のタイミングマークは、この各印刷パターンP1〜P6においての咥え爪ごとに固有の誤差があるため、図3の各図に示すように搬送方向にずれて印刷される。このことは、各印刷ユニット1a〜1dにて印刷される絵柄も同様にズレていることになる。図3では枚葉紙A,B,Cについて示したが、この実施の形態では上記のようにズレた絵柄は6枚を1サイクルにして繰り返し印刷される。
【0042】
このように6枚ずつの各枚葉紙の4色目(最終頁)において各タイミングマークがずれているということは、4色の各印刷絵柄もズレているということであるので、このタイミングマークが一致するように各印刷ユニット1a〜1dの印刷タイミングを調整しなければならない。
【0043】
上記において、1サイクル(6枚)分の各枚葉紙A〜Fの印刷が順次完了した時点で、この各枚葉紙A〜Fの4色目の各色ごとのタイミングマークT1a〜T1d、T2a〜T2d、T3a〜T3d、T4a〜T4d、T5a〜T5d、T6a〜T6dを例えば計測カメラで、各枚葉紙A〜Fの4色の各タイミングマークの例えば各枚葉紙の搬送方向下流側端からの距離を実測する。この各枚葉紙A〜Fの各実測値を位置データD1,D2,D3,D4,D5,D6として順次制御部10に入力する。
【0044】
このときの各位置データD1〜D6のそれぞれには、4色のタイミングマークの色データが含まれている。すなわち、1枚目の枚葉紙Aの位置データD1には1〜4色の色データd1−a,d1−b,d1−c,d1−dが、また2枚目の枚葉紙Bの位置データD2には1〜4色の色データd2−a,d2−b,d2−c,d2−dが、3枚目の枚葉紙Cの位置データD3には4色の色データd3−a,d3−b,d3−c,d3−dが、以下同様に4枚目〜6枚目の各位置データD4,D5,D6にそれぞれ4色のデータが含まれている。この各色の色データは6枚の各枚葉紙に4色あることにより合計で24通りである。
【0045】
制御部10では、エンコーダ7からの検出信号を受けて、この制御部10から各印刷ユニット1a〜1dの印字ヘッド3a〜3dに出力する基準信号による印刷タイミングを、この各枚葉紙A〜Fの各位置データD1〜D6(各色データ)に基づいて演算し、この各印字ヘッドに出力する印刷タイミングを例えば各色の色データのうち、1枚目の位置データD1の第1の色データd1−a以外の各色データ(以下これを他の色データとする)の印刷タイミングが、この第1の色データd1−aの印刷タイミングと一致するように補正する。
【0046】
上記した各位置データD1〜D6は、圧胴に設けた咥え爪の数(2個)と渡し胴に設けた咥え爪の数(3個)の最小公倍数である「6」を1サイクルとする6枚の枚葉紙A〜Fに対する固定の補正値データを得るために用いられる。
【0047】
すなわち、第1の印刷パターンP1における位置データD1(d1−a,d1−b,d1−c,d1−d)の入力により、上記「6」を1サイクルとする印刷パターンのうちの第1の印刷パターンP1において、制御部10からの印刷指令による第1〜第4の印刷ユニット1a〜1dの各印字ヘッド3a〜3dにて枚葉紙Aに印刷される第2以下のタイミングマークT1−b,T1−c,T1−dの印刷タイミングが、第1の印字ヘッド3aにて印刷される第1のタイミングマークT1−aを印刷する印刷タイミングと一致するように補正される。
【0048】
以下、同様に第2〜第6の各印刷パターンP2〜P6における各位置データD2〜D6の入力により、各印刷パターンP2〜P6において、第1〜第4の各印字ヘッド3a〜3dにて各枚葉紙B,C,D,E,Fに印刷される各タイミングマークを印刷する印刷タイミングが上記第1の印刷パターンP1の1枚目の枚葉紙Aの第1のタイミングマークT1−aを印刷する印刷タイミングと一致するように補正される。
【0049】
このように、上記各印刷データD1〜D6の制御部10への入力により、6枚を1サイクルとする各印刷パターンP1〜P6のそれぞれにおける各枚葉紙A〜Fに対する4色の印刷タイミングが、第1の印刷サイクルの1枚目の枚葉紙Aの第1のタイミングマークT1−aを印刷する印刷タイミングと一致するように補正され、この補正されたデータが以後固定の補正値データとなる。
これにより、この補正後の各印刷タイミングにより印刷される1〜6枚目の各タイミングマークは、上記1枚目の枚葉紙Aの第1のタイミングマークT1−aと一致する位置に印刷される。
【0050】
以下、上記第1の印刷サイクルの印刷パターンP1〜P6に続いて行われる第2・第3…の印刷サイクルにおける各印刷パターンP1〜P6の6枚ずつの枚葉紙G,H,I…は、上記第1の印刷サイクルの印刷パターンP1〜P6における上記固定された補正値データに基づいて印刷されて、各印刷サイクルの6枚の枚葉紙のそれぞれの4色分のタイミングマークは、第1の印刷サイクルの1枚目のタイミングマークTa−1と搬送方向に一致した状態で印刷され、したがって各枚葉紙の4色印刷の絵柄は見当ズレが生じることなく行われる。
【0051】
上記第1のサイクルの印刷パターンP1〜P6における各枚葉紙A〜Fの補正値データの別の取得方法としては、図1に示したマークセンサ8a,8b,8c,8dを用いて枚葉紙1枚の搬送ごとに1回転する基準位相検出ギヤ6の所定位置でエンコーダ7の検出信号に基づいて制御部10から発信される基準信号と、各印字ヘッド3a〜3dにて印刷された直後のタイミングマークを上記マークセンサ8a〜8dにて個々に検出した検出信号により、1枚目の枚葉紙の第1の印刷ユニット1aに印刷されたタイミングマーク、あるいは仮想の基準tの位置を基準として各印刷ユニットにて印刷されるタイミングマーク位置を検出し、各見当誤差データを得ることもできる。
【0052】
また、このマークセンサ8a〜8dによる誤差データの取得方法の場合には、印刷ユニット1a〜1dの機械的な形状誤差により1サイクルごとに発生する誤差以外の別の要因で装置稼動中に発生する印刷見当のズレに対する自動見当制御方法の手段としても利用することができる。
【0053】
また、この実施の形態では2個の咥え爪を有する2倍胴の圧胴と3個の咥え爪を有する3倍胴の渡し胴を用いて、この搬送胴構成は2倍胴−3倍胴−2倍胴の組み合わせにした構成になっているが、自由な複数倍数の組み合わせが可能であり、いずれにしても各胴の倍胴数に対する最小公倍数の枚葉紙の搬送ごとに繰り返す周期性を備えるものであり、組み合わせが異なっても同様の方法を利用することができる。
【0054】
さらに、ここでは印刷ユニットとしてインクジェット記録ユニットを用いた場合で説明したが、各圧胴に印字ヘッドの代りに印刷ユニットとして電子写真印刷装置を用いても全く同様の効果を得ることが可能である。
【0055】
本発明にあっては、可能な範囲で精度のよい通常の機械的な調整を行った後に、上記手段によりさらに誤差を補正することができて、機械的な調整に頼っていた従来の技術ではできなかった精度の高い調整が可能となり、さらに誤差検知サンプルを複数枚取り、その誤差の平均値を採用するなどにより効果的な結果を得ることができる。
【0056】
また、複数枚のサンプル取りも、マークセンサなどを利用して実施することで作業上の負担もなく精度の高い調整が短時間で行うことができ、また誤差の検出方法もカメラ画像を利用する以外に適宜選択が可能である。
【0057】
そしてさらに、センサやカメラでタイミングマークや絵柄の一部を各印刷ユニットにて検出する場合には、調整段階で固定値として得た補正値に対してさらに装置の稼動速度変化などの要因で一定方向にズレるなど傾向的な見当誤差が発生してこれが検知されたときには、その検知データに基づき運転中の見当自動制御用の誤差検出機能としても用いることも可能である。
【0058】
また、上記した説明では圧胴を2倍胴に、渡し胴を3倍胴の場合にて説明したが、本発明にあって圧胴と渡し胴の双方の胴は2倍胴以上で同一倍の胴の場合で、両胴の最小公倍数が2以上のものにも適用できる。
【符号の説明】
【0059】
1…枚葉デジタル印刷機、1a,1b,1c,1d…印刷ユニット、2a,2b,2c,2d…圧胴、3a,3b,3c,3d…印刷ユニット、4a,4b,4c,4d…渡し胴、5…受け胴、6…回転検出ギヤ、7…エンコーダ、8a,8b,8c,8d…マークセンサ、9…計測カメラ、10…制御部。
【特許請求の範囲】
【請求項1】
デジタル印刷方式の複数の印刷ユニットを用い、この各印刷ユニットに、複数の枚葉紙を周面に均等配分した割り付け位置に保持搬送可能にした周長を有する複数の搬送胴により枚葉紙を順次搬送することにより各印刷ユニットにて多色印刷するようにした枚葉デジタル印刷方法において、
各搬送胴の個々の割り付け数に対する最小公倍数分の数の枚葉紙の印刷を1印刷サイクルとし、この印刷サイクルでの各枚葉紙の1枚の枚葉紙の印刷ごとに基準信号を出力し、この基準信号に基づいて各印刷ユニットにおける枚葉紙の通過タイミングに合わせて枚葉紙に絵柄を印刷するようにし、
上記印刷サイクルの最初の印刷サイクルの各枚葉紙の各色ごとの相互の見当ずれを絵柄検出センサにて検出し、この枚葉紙ごとの検出値を上記各印刷ユニットの印刷制御を行う制御部に入力し、この各検出値に基づいて上記1印刷サイクルにおける各枚葉紙ごとの各絵柄の印刷タイミングを上記複数の絵柄のうちの相互の絵柄の印刷タイミングと一致するように制御部にて補正し、以後の印刷サイクルごとの各枚葉紙を上記補正後の印刷タイミングにて印刷するようにした
ことを特徴とする枚葉デジタル印刷方法。
【請求項2】
最初の印刷サイクルの各枚葉紙相互の絵柄のズレ量の検出を、
(イ)各色ごとの絵柄と枚葉紙の搬送方向端間の距離ズレ量、
(ロ)各色ごとのタイミングマークを含む絵柄相互の1つを基準として各絵柄間のズレ量、
(ハ)最初の印刷サイクルの1枚目の枚葉紙のタイミングマークを含む絵柄に対する2枚目以降の枚葉紙の絵柄のズレ量、
のいずれか1つのズレ量を検出するようにした
ことを特徴とする請求項1記載の枚葉デジタル印刷方法。
【請求項3】
最初の印刷サイクルの各枚葉紙の印刷直後の位置で絵柄の通過タイミングを絵柄検出センサにて検出し、この検出信号と1枚の枚葉紙の印刷ごとに出力される基準信号とのタイミングの誤差を制御部にて補正するようにしたことを特徴とする請求項1記載の枚葉デジタル印刷方法。
【請求項4】
絵柄検出センサに計測カメラ、マークセンサのいずれかを用いたことを特徴とする請求項1〜3のいずれか1項記載の枚葉デジタル印刷方法。
【請求項5】
デジタル印刷方式の印刷ユニットに、インクジェット印刷機と電子写真印刷機のいずれかを用いたことを特徴とする請求項1〜3のいずれか1項記載の枚葉デジタル印刷方法。
【請求項6】
複数の印刷ユニットに順次枚葉紙を搬送する搬送胴に、印刷ユニットに対向する圧胴と、この圧胴の上流側と下流側に位置する渡し胴とを用い、圧胴と渡し胴の相互の周長を枚葉紙の搬送方向大きさで2倍胴、3倍胴のように相互に変えたことを特徴とする請求項1〜5のいずれか1項記載の枚葉デジタル印刷方法。
【請求項1】
デジタル印刷方式の複数の印刷ユニットを用い、この各印刷ユニットに、複数の枚葉紙を周面に均等配分した割り付け位置に保持搬送可能にした周長を有する複数の搬送胴により枚葉紙を順次搬送することにより各印刷ユニットにて多色印刷するようにした枚葉デジタル印刷方法において、
各搬送胴の個々の割り付け数に対する最小公倍数分の数の枚葉紙の印刷を1印刷サイクルとし、この印刷サイクルでの各枚葉紙の1枚の枚葉紙の印刷ごとに基準信号を出力し、この基準信号に基づいて各印刷ユニットにおける枚葉紙の通過タイミングに合わせて枚葉紙に絵柄を印刷するようにし、
上記印刷サイクルの最初の印刷サイクルの各枚葉紙の各色ごとの相互の見当ずれを絵柄検出センサにて検出し、この枚葉紙ごとの検出値を上記各印刷ユニットの印刷制御を行う制御部に入力し、この各検出値に基づいて上記1印刷サイクルにおける各枚葉紙ごとの各絵柄の印刷タイミングを上記複数の絵柄のうちの相互の絵柄の印刷タイミングと一致するように制御部にて補正し、以後の印刷サイクルごとの各枚葉紙を上記補正後の印刷タイミングにて印刷するようにした
ことを特徴とする枚葉デジタル印刷方法。
【請求項2】
最初の印刷サイクルの各枚葉紙相互の絵柄のズレ量の検出を、
(イ)各色ごとの絵柄と枚葉紙の搬送方向端間の距離ズレ量、
(ロ)各色ごとのタイミングマークを含む絵柄相互の1つを基準として各絵柄間のズレ量、
(ハ)最初の印刷サイクルの1枚目の枚葉紙のタイミングマークを含む絵柄に対する2枚目以降の枚葉紙の絵柄のズレ量、
のいずれか1つのズレ量を検出するようにした
ことを特徴とする請求項1記載の枚葉デジタル印刷方法。
【請求項3】
最初の印刷サイクルの各枚葉紙の印刷直後の位置で絵柄の通過タイミングを絵柄検出センサにて検出し、この検出信号と1枚の枚葉紙の印刷ごとに出力される基準信号とのタイミングの誤差を制御部にて補正するようにしたことを特徴とする請求項1記載の枚葉デジタル印刷方法。
【請求項4】
絵柄検出センサに計測カメラ、マークセンサのいずれかを用いたことを特徴とする請求項1〜3のいずれか1項記載の枚葉デジタル印刷方法。
【請求項5】
デジタル印刷方式の印刷ユニットに、インクジェット印刷機と電子写真印刷機のいずれかを用いたことを特徴とする請求項1〜3のいずれか1項記載の枚葉デジタル印刷方法。
【請求項6】
複数の印刷ユニットに順次枚葉紙を搬送する搬送胴に、印刷ユニットに対向する圧胴と、この圧胴の上流側と下流側に位置する渡し胴とを用い、圧胴と渡し胴の相互の周長を枚葉紙の搬送方向大きさで2倍胴、3倍胴のように相互に変えたことを特徴とする請求項1〜5のいずれか1項記載の枚葉デジタル印刷方法。
【図1】


【図2】
【図3】

【図2】
【図3】
【公開番号】特開2013−56494(P2013−56494A)
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願番号】特願2011−197003(P2011−197003)
【出願日】平成23年9月9日(2011.9.9)
【出願人】(000161057)株式会社ミヤコシ (122)
【Fターム(参考)】
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願日】平成23年9月9日(2011.9.9)
【出願人】(000161057)株式会社ミヤコシ (122)
【Fターム(参考)】
[ Back to top ]