
流路部材およびこれを備える熱交換器

【課題】 剛性が高く、高温の流体を流したり、高温の環境に曝されたりしても、接合部の剥離等の不具合が生じることの少ない信頼性の高い流路部材およびこれを備える熱交換器を提供する。
【解決手段】 内部が流体の流路となる筒状体であって、非酸化物のセラミック焼結体からなる第1部材1と、ニッケルを含む合金からなる第2部材2とが、超硬合金からなる第3部材3を介して接合されてなる流路部材10である。また、この流路部材10を備える熱交換器である。
【解決手段】 内部が流体の流路となる筒状体であって、非酸化物のセラミック焼結体からなる第1部材1と、ニッケルを含む合金からなる第2部材2とが、超硬合金からなる第3部材3を介して接合されてなる流路部材10である。また、この流路部材10を備える熱交換器である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、流路部材およびこれを備える熱交換器に関する。
【背景技術】
【0002】
従来、高温もしくは低温の対象物を載置したり、載置した状態で対象物を温めたり冷やしたりするのに用いられる載置部材、または、高温もしくは低温の流体を流したり、高温もしくは低温の環境に曝すことによって流体を温めたり冷やしたりするのに用いられる流路部材は、部材内において掛かる温度が異なることから、掛かる温度に合わせて、異なる材質からなる部材を接合した接合体が用いられている。
【0003】
このような接合体として、例えば、特許文献1には、第1のプレート、第1のプレートと熱膨張係数が5×10−6/℃以上異なる第2のプレートと、第1のプレートと第2のプレートとの間に配設され、ヤング率が150GPa以下でありかつ融点が1500K以下である
第3のプレートとを有し、第1のプレートと第3のプレートおよび第3のプレートと第2のプレートがそれぞれろう付接合されてなる異材プレート接合体が提案されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−52015号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載された異材プレート接合体は、第1のプレートと第2のプレートとの間に配設された第3のプレートのヤング率が低いことから、特許文献1に記載された構成で流路部材を形成したときには、流路部材の剛性が低下するという問題があった。また、同様の構成の流路部材では、各プレートに相当する部材間の線膨張係数差が大きいことから、例えば、高温の環境に曝したとき、大きな熱応力が生じて接合部の剥離が起こって流体が漏れるという問題があった。そのため、流路部材においては、剛性を高めるとともに、高温の流体を流したり、高温の環境に曝されたりしても、接合部の剥離等の不具合が生じることの少ない信頼性の高いものとしなければならないという課題があった。
【0006】
本発明は、上記課題を解決すべく案出されたものであり、剛性が高く、高温の流体を流したり、高温の環境に曝されたりしても、接合部の剥離等の不具合が生じることの少ない信頼性の高い流路部材およびこれを備える熱交換器を提供するものである。
【課題を解決するための手段】
【0007】
本発明の流路部材は、内部が流体の流路となる筒状体であって、非酸化物のセラミック焼結体からなる第1部材とニッケルを含む合金からなる第2部材とが、超硬合金からなる第3部材を介して接合されてなることを特徴とするものである。
【0008】
本発明の熱交換器は、上記構成の本発明の流路部材を備えていることを特徴とするものである。
【発明の効果】
【0009】
本発明の流路部材によれば、内部が流体の流路となる筒状体であって、非酸化物のセラミック焼結体からなる第1部材とニッケルを含む合金からなる第2部材とが、超硬合金か
らなる第3部材を介して接合されてなることから、第1部材と第2部材との間に位置する超硬合金からなる第3部材が高い剛性を有していることによって、剛性の高い流路部材とすることができる。また、各部材間における線膨張係数差が小さいことから、線膨張係数差に起因して生じる熱応力を小さくすることができるため、接合部の剥離等の不具合が生じにくく、信頼性の高い流路部材とすることができる。
【0010】
また、本発明の熱交換器によれば、剛性が高く、接合部の剥離等の不具合が生じにくい信頼性の高い本発明の流路部材を備えていることから、長期間にわたって好適に使用することができる。
【図面の簡単な説明】
【0011】
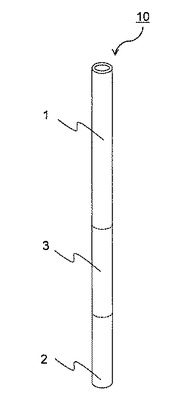
【図1】本実施形態の流路部材の一例を示す斜視図である。
【発明を実施するための形態】
【0012】
以下、本実施形態について図面を参照しながら説明する。図1は、本実施形態の流路部材の一例を示す斜視図である。
【0013】
図1に示す例の流路部材10は、内部が流体の流路となる筒状体であって、非酸化物のセラミック焼結体からなる第1部材1とニッケルを含む合金からなる第2部材2とが、超硬合金からなる第3部材3を介して接合されている。
【0014】
ここで、第1部材1は、炭化珪素、窒化珪素、窒化アルミニウム、炭化硼素または窒化硼素を主成分とするセラミック焼結体からなる。なお、ここでいう主成分とは、セラミック焼結体を構成する成分100質量%のうち、50%以上を占める成分のことである。
【0015】
また、第2部材2は、例えば、ニクロム1号、ニクロム2号、インコネル600、インコ
ネル601、インコネル625、インコネル702、インコネル706、インコネル713C、インコネ
ル718、インコネル750X、インコロイ825、インコロイ901、モネル400、モネルK−500(インコネル、インコロイおよびモネルは、登録商標)等のニッケル基超合金、または、45%パーマロイ、75%パーマロイ、アンバー、スーパーアンバー、コバール(コバールは登録商標)等のニッケル鉄合金等のニッケルを含む合金からなる。
【0016】
また、第3部材3は、炭化タングステン(WC)と、鉄、コバルト、ニッケルおよびアルミニウムの少なくともいずれか1種とを含む超硬合金からなる。
【0017】
そして、第1部材1と第3部材3との間、第3部材3と第2部材2との間が接合されることによって、第1部材1と第2部材2とが、第3部材3を介して接合されて、本実施形態の流路部材10が形成されている。このような構成の流路部材10であることから、第1部材1と第2部材2との間に位置する超硬合金からなる第3部材3が高い剛性を有していることによって、剛性の高い流路部材10とすることができる。また、各部材間における線膨張係数差が小さいことから、線膨張係数差に起因して生じる熱応力を小さくすることができるため、接合部の剥離等の不具合が生じにくく、信頼性の高い流路部材10とすることができる。
【0018】
具体的には、動的弾性率は、第1部材1が280〜430GPa、第2部材2が150〜200GPaであるのに対し、第3部材3は600GPa程度である。また、線膨張係数は、第1部材
1は3〜5.5×10−6/℃であり、第3部材3は4.5〜6.5×10−6/℃であり、第2部材
2は9〜12×10−6/℃である。なお、各部材の動的弾性率については、JIS R 1602−1995で規定される超音波パルス法に準拠して測定すればよい。また、線膨張係数については、JIS R 1618−2002に準拠して測定すればよい。
【0019】
また、本実施形態の流路部材10は、第1部材1と第3部材3とが、活性金属を含んでなる第1接合層により接合されているとともに、第1接合層は、活性金属が第1部材側および第3部材側に偏在していることが好適である。
【0020】
このように、第1接合層が、活性金属が第1部材側および第3部材側に偏在しているときには、活性金属と第1部材1および第3部材3のそれぞれ主成分を構成する成分の金属とが結合しやすくなるため、第1部材1と第3部材3との接合強度を高めることができる。また、活性金属は、第1接合層の主成分である金属よりも線膨張係数が低いことから、活性金属が第1部材側および第3部材側に偏在していることによって、第1部材1もしくは第3部材3と第1接合層との線膨張係数差に起因して生じる熱応力を緩和することができる。さらに、活性金属は、第1接合層の主成分である金属よりも高い剛性を有していることから、活性金属が第1部材側および第3部材側に偏在していることによって、流路部材10全体の剛性を向上させることができる。
【0021】
なお、第1接合層に含まれる活性金属とは、チタン、ジルコニウム、ハフニウムおよびニオブから選択される少なくとも1種である。また、第1接合層における第1部材側とは、第1部材1と第1接合層との接合界面を起点として、この起点から第1接合層の厚みの6%以内の領域をいう。また、第1接合層における第3部材側とは、第3部材3と第1接合層との接合界面を起点として、この起点から第1接合層の厚みの6%以内の領域をいう。
【0022】
そして、第1接合層において、活性金属が、第1部材側および第3部材側に偏在している状態とは、第1接合層における第1部材側および第3部材側と、これ以外の中央領域とにおける活性金属の分布状態を確認したとき、第1部材側および第3部材側における活性金属の面積占有率が、中央領域における活性金属の面積占有率の2倍以上であることをいう。
【0023】
具体的な確認方法としては、エネルギー分散型(EDS)X線マイクロアナライザーを用いて、それぞれの接合界面を含む第1接合層の断面を観察し、各領域における活性金属の分布状態を確認すればよい。なお、活性金属の分布がそれぞれの接合界面に重なって確認される状態であれば、より高い接合強度とすることができる。
【0024】
また、本実施形態の流路部材10は、第1接合層の主成分が銀であり、活性金属と、コバルトと、第1部材1の主成分を構成する成分の金属とからなる化合物を含むことが好適である。このように、第1接合層の主成分が銀であることによって、第1接合層の耐熱温度を高くすることができる。また、第1接合層中に、活性金属と、コバルトと、第1部材1の主成分を構成する成分の金属とからなる化合物を含むことにより、活性金属と、コバルトと、第1部材1の主成分を構成する成分の金属とが、結合の強い共有結合によって結合していることから、第1接合層の強度が高まり、第1部材1と第3部材3との接合強度をさらに高めることができる。
【0025】
また、活性金属と、コバルトと、第1部材1の主成分を構成する成分の金属とからなる化合物は、第1接合層の主成分である銀よりも線膨張係数が低く、第1接合層中にこの化合物を含むことによって、第1接合層の線膨張係数を低くすることができることから、第1部材1もしくは第3部材3と第1接合層との線膨張係数差に起因して生じる熱応力を緩和することができる。さらに、この化合物は、第1接合層の主成分である銀よりも剛性が高いことから、第1接合層中にこの化合物を含むことによって、第1接合層の剛性を向上させることができ、ひいては流路部材10全体の剛性を向上させることができる。なお、ここでいう第1接合層の主成分とは、第1接合層を構成する成分100質量%のうち、50%以
上を占める成分のことである。
【0026】
ここで、第1接合層に含まれる化合物は、例えば、組成式が、CoSiTi、CoSiZr、CoBTi、CoAlTi、CoBTiとして示され、X線回折法を用いて同定すればよい。
【0027】
また、本実施形態の流路部材10は、第2部材2と第3部材3とが、第2接合層により接合されていることが好ましい。第2部材2と第3部材3とを接合する第2接合層は、例えば、主成分がニッケルであり、クロム、鉄、硼素および珪素を含むものであり、第2接合層となるろう材の融点が約1000℃と高いものであることが好適である。なお、ここでいう第2接合層における主成分とは、第2接合層を構成する成分100質量%のうち、50%以上
を占める成分のことである。
【0028】
また、本実施形態の流路部材10は、第1部材1の主成分が炭化珪素であり、第2部材2がニッケル基超合金からなり、第3部材3がコバルトを含む超硬合金からなることが好適である。また、第1部材1は、熱伝導率が180W/(m/K)以上の炭化珪素質焼結体か
らなることがより好ましい。また、第2部材2は、耐熱性、耐蝕性、耐酸化性、耐クリープ性などの高温特性に優れたインコネル(登録商標)であることがより好ましい。また、第3部材3は、機械的強度の高い、コバルトを1質量%以上16質量%以下含む超硬合金であることがより好ましい。
【0029】
本実施形態の流路部材10は、流路部材10における第1部材側の流体の温度もしくは曝される温度が1000℃以上であり、流路部材10における第2部材側の流体の温度もしくは曝される温度が600℃程度であるところに好適に用いることができる。
【0030】
そして、各部材の成分については、同定を必要とするときにはX線回折法を用い、含有量については、蛍光X線分析法またはICP(Inductively Coupled Plasma)発光分光分析法により求めればよい。具体的には、第1部材1において、X線回折法により同定された成分が炭化珪素であるときには、蛍光X線分析法またはICP発光分析法で珪素の比率を求め、炭化物(SiC)に換算すれば炭化珪素の含有量を求めることができる。また、X線回折法により同定された成分が炭化タングステンであるときには、上記と同様の方法でタングステンの比率を求め、炭化物(WC)に換算すれば炭化タングステンの含有量を求めることができる。また、第1接合層や第2接合層を構成する各成分の含有量についても、蛍光X線分析法またはICP発光分析法により求めることができる。また、エネルギー分散型(EDS)X線マイクロアナライザーを用いることによっても各部材や各層の含有
量を測定することができる。
【0031】
また、本実施形態の熱交換器は、剛性が高く、接合部の剥離等の不具合が生じにくい信頼性の高い本実施形態の流路部材10を備えていることから、長期間にわたって好適に使用することができる。
【0032】
次に、本実施形態の流路部材10の製造方法の一例について説明する。まず、非酸化物のセラミック焼結体からなる筒状の第1部材1、ニッケルを含む合金からなる筒状の第2部材2および超硬合金からなる筒状の第3部材3を準備する。
【0033】
次に、第3部材3との接合面となる第1部材1の端面に、主成分が銀であり、活性金属およびコバルトを含む、第1接合層となるペースト状のろう材を塗布する。ここで、第1接合層としては、活性金属が2〜9質量%、コバルトが0.1〜3質量%で、残部が銀であ
ることが好ましい。
【0034】
また、第3部材3との接合面となる第2部材2の端面に、主成分がニッケルであり、クロム、鉄、硼素および珪素を含む、第2接合層となるペースト状のろう材を塗布する。ここで、第2接合層としては、クロムが6〜15質量%、鉄が2〜4質量%、硼素が2〜4質量%、珪素が3.5〜5質量%で、残部がニッケルであることが好ましい。なお、塗布方法
は、スクリーン印刷法、加圧印刷法および刷毛塗り法等のいずれかの方法で行なえばよい。その後、120℃以上150℃以下で乾燥する。
【0035】
そして、塗布したろう材を乾燥させたそれぞれの端面が第3部材3の各端面と対向するように、第1部材1と第2部材2との間に第3部材3を配置して、第1部材1および第2部材2の両側から所定の圧力で加圧する。そして、加圧した状態で、例えば、真空度が0.014Pa以上1.6Pa以下である真空雰囲気中、あるいは不活性ガス雰囲気中で、980℃以
上1040℃以下の温度で30分以上2時間以下の範囲で保持することにより、本実施形態の流路部材10を得ることができる。
【0036】
ここで、第1接合層において、第1部材側および第3部材側に活性金属が偏在しているようにするには、例えば、真空度が0.014Pa以上1.6Pa以下である真空雰囲気中、あるいは不活性ガス雰囲気中で、980℃以上1040℃以下の温度における保持時間を1時間以上
2時間以下とすればよい。
【0037】
また、第1接合層の主成分が銀であり、活性金属と、コバルトと、第1部材1の主成分を構成する成分の金属とからなる化合物を含ませるには、主成分が銀であり、活性金属、コバルトおよび第1部材1の主成分を構成する成分の金属を含むろう材を、第1接合層となるろう材として用いればよい。または、主成分が銀であり、活性金属およびコバルトを含むろう材を、第1接合層となるろう材として用いて、例えば、真空度が0.014Pa以上1.6Pa以下である真空雰囲気中、あるいは不活性ガス雰囲気中で、1000℃以上1040℃以下の温度で1時間以上2時間以下の範囲で保持すればよい。これにより、第1部材1の主成分を構成する成分の金属の一部が第1接合層中に拡散し、活性金属と、コバルトと、拡散した第1部材1の主成分を構成する成分の金属とが共有結合によって化合し、活性金属と、コバルトと、第1部材1の主成分を構成する成分の金属とからなる化合物が生じる。
【0038】
以下、本発明の実施例を具体的に説明するが、本発明はこれらの実施例により限定されるものではない。
【実施例1】
【0039】
まず、表1に示す主成分の非酸化物セラミック焼結体からなる第1部材1と、表1に示す添加成分を混合して焼結させた超硬合金からなる第3部材3と、第2部材2としてインコネルを準備した。なお、いずれも外径が12.5mmであり、肉厚が2mmの筒状の部材である。なお、第1部材1は、表1に示す主成分の含有量は80質量%以上であり、焼結助剤を含むものである。また、第3部材3は、試料No.1,2については、マグネシウムであり、試料No.3〜32については、表1に示す添加成分を7質量%含む炭化タングステン(WC)である。また、第2部材2については、インコネル625を用いた。
【0040】
次に、第3部材3との接合面となる第1部材1の端面に、表1に示す主成分と添加成分とからなる、第1接合層となるペースト状のろう材を刷毛で塗布した。また、第3部材3との接合面となる第2部材2の端面に、主成分がニッケルであり、クロム、鉄、硼素および珪素を含む、第2接合層となるペースト状のろう材を刷毛で塗布した。その後、135℃
で乾燥させた。
【0041】
そして、塗布したろう材を乾燥させたそれぞれの端面が第3部材3の各端面と対向するように、第1部材1と第2部材2との間に第3部材3を配置して、第1部材1および第2
部材2の両側から所定の圧力で加圧した。そして、加圧した状態で、真空度が0.08Paの真空雰囲気中で、温度および保持時間をそれぞれ表1に示す温度、時間で加熱することにより、試料No.1〜32の流路部材を得た。なお、試料No.2〜32の第1接合層となるろう材は、コバルトを1質量%と、表1に示す活性金属を4質量%とを含み、残部が銀からなるものである。また、第2の接合層となるろう材には、クロムを7質量%、鉄を3質量%、硼素を3質量%、珪素を4質量%含み、残部がニッケルからなるものを用いた。
【0042】
次に、各部材の線膨張係数をJIS R 1618−2002に準拠して測定し、その値を表2に示した。但し、第3部材3がMgからなる試料No.1,2については、JIS Z 2285−2003に準拠して線膨張係数を測定した。
【0043】
また、第1接合層に含まれる活性金属が第1部材側および第3部材側に偏在しているか否かについては、エネルギー分散型(EDS)X線マイクロアナライザーを用いて、それぞれの接合界面を含む第1接合層の断面を観察し、活性金属の分布状態を確認して、第1部材側および第3部材側における活性金属の面積占有率と、第1部材側および第3部材側以外である中央領域における活性金属の面積占有率とを比較し、第1部材側および第3部材側における活性金属の面積占有率が2倍以上をであれば「有」、2倍未満であれば「無」として表2の「偏在」の欄に記載した。また、X線回折法を用いて第1接合層に含まれる化合物を同定し、同定された化合物の組成式を表2に示した。
【0044】
さらに、接合部の剥離等の不具合を確認するため、次の試験を行なった。試料No.1〜32を600℃で1時間保持した後、構成する第1部材1と第3部材3との接合強度を精密
万能試験機((株)島津製作所製、オートグラフAG−IS)を用いて測定した。なお、万能試験機のクロスヘッドの速度は、1mm/分とし、この試験における接合強度とは、第2部材2および第3部材3を固定用治具で固定し、第1部材1を引き剥がしたときのものである。
【0045】
【表1】

【0046】
【表2】
【0047】
表2に示す通り、試料No.1,2の流路部材は、第1部材1と第3部材3との線膨張係数差が大きいことから接合強度が低かった。これに対し、試料No.3〜32の流路部材は、試料No.1,2よりも接合強度が高く、このように接合強度が高くなっているのは、各部材間における線膨張係数差が小さく、線膨張係数差に起因して生じる熱応力を小さくできているからである。よって、接合部に剥離等の不具合の少ない信頼性の高い流路部材であることがわかった。
【0048】
また、第1部材1を構成する主成分が同じである試料No.3〜12、試料No.13〜22、試料No.23〜32を比べると、試料No.5〜12、試料No.15〜22、試料No.25〜32は、第1接合層における第1部材側および第3部材側に活性金属が偏在しており、活性金属と第1部材1および第3部材3のそれぞれ主成分を構成する成分の金属とが結合していることによって、高い接合強度の結果が得られている。また、試料No.6〜12、試料No.16〜22、試料No.26〜32は、第1接合層中に、活性金属と、コバルトと、第1部材1の主成分を構成する成分の金属とからなる化合物を含むことから、300MPaを超え
る高い接合強度を有する流路部材とできることがわかった。
【0049】
また、試料No.3〜32は、第1部材1と第2部材2との間に位置する超硬合金からなる第3部材3が高い剛性を有していることから、流路部材の剛性も高いものであった。
【0050】
また、第1部材1側から1200℃の流体を流し、第2部材2から600℃の流体が排出され
る流路部材に試料No.3〜32を用いたところ、接合部の剥離も見られず、好適に用いることができることがわかった。そのため、試料No.3〜32の流路部材を熱交換器に備えれば、長期間にわたって好適に使用できることがわかった。
【符号の説明】
【0051】
1:第1部材
2:第2部材
3:第3部材
10:流路部材
【技術分野】
【0001】
本発明は、流路部材およびこれを備える熱交換器に関する。
【背景技術】
【0002】
従来、高温もしくは低温の対象物を載置したり、載置した状態で対象物を温めたり冷やしたりするのに用いられる載置部材、または、高温もしくは低温の流体を流したり、高温もしくは低温の環境に曝すことによって流体を温めたり冷やしたりするのに用いられる流路部材は、部材内において掛かる温度が異なることから、掛かる温度に合わせて、異なる材質からなる部材を接合した接合体が用いられている。
【0003】
このような接合体として、例えば、特許文献1には、第1のプレート、第1のプレートと熱膨張係数が5×10−6/℃以上異なる第2のプレートと、第1のプレートと第2のプレートとの間に配設され、ヤング率が150GPa以下でありかつ融点が1500K以下である
第3のプレートとを有し、第1のプレートと第3のプレートおよび第3のプレートと第2のプレートがそれぞれろう付接合されてなる異材プレート接合体が提案されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−52015号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載された異材プレート接合体は、第1のプレートと第2のプレートとの間に配設された第3のプレートのヤング率が低いことから、特許文献1に記載された構成で流路部材を形成したときには、流路部材の剛性が低下するという問題があった。また、同様の構成の流路部材では、各プレートに相当する部材間の線膨張係数差が大きいことから、例えば、高温の環境に曝したとき、大きな熱応力が生じて接合部の剥離が起こって流体が漏れるという問題があった。そのため、流路部材においては、剛性を高めるとともに、高温の流体を流したり、高温の環境に曝されたりしても、接合部の剥離等の不具合が生じることの少ない信頼性の高いものとしなければならないという課題があった。
【0006】
本発明は、上記課題を解決すべく案出されたものであり、剛性が高く、高温の流体を流したり、高温の環境に曝されたりしても、接合部の剥離等の不具合が生じることの少ない信頼性の高い流路部材およびこれを備える熱交換器を提供するものである。
【課題を解決するための手段】
【0007】
本発明の流路部材は、内部が流体の流路となる筒状体であって、非酸化物のセラミック焼結体からなる第1部材とニッケルを含む合金からなる第2部材とが、超硬合金からなる第3部材を介して接合されてなることを特徴とするものである。
【0008】
本発明の熱交換器は、上記構成の本発明の流路部材を備えていることを特徴とするものである。
【発明の効果】
【0009】
本発明の流路部材によれば、内部が流体の流路となる筒状体であって、非酸化物のセラミック焼結体からなる第1部材とニッケルを含む合金からなる第2部材とが、超硬合金か
らなる第3部材を介して接合されてなることから、第1部材と第2部材との間に位置する超硬合金からなる第3部材が高い剛性を有していることによって、剛性の高い流路部材とすることができる。また、各部材間における線膨張係数差が小さいことから、線膨張係数差に起因して生じる熱応力を小さくすることができるため、接合部の剥離等の不具合が生じにくく、信頼性の高い流路部材とすることができる。
【0010】
また、本発明の熱交換器によれば、剛性が高く、接合部の剥離等の不具合が生じにくい信頼性の高い本発明の流路部材を備えていることから、長期間にわたって好適に使用することができる。
【図面の簡単な説明】
【0011】
【図1】本実施形態の流路部材の一例を示す斜視図である。
【発明を実施するための形態】
【0012】
以下、本実施形態について図面を参照しながら説明する。図1は、本実施形態の流路部材の一例を示す斜視図である。
【0013】
図1に示す例の流路部材10は、内部が流体の流路となる筒状体であって、非酸化物のセラミック焼結体からなる第1部材1とニッケルを含む合金からなる第2部材2とが、超硬合金からなる第3部材3を介して接合されている。
【0014】
ここで、第1部材1は、炭化珪素、窒化珪素、窒化アルミニウム、炭化硼素または窒化硼素を主成分とするセラミック焼結体からなる。なお、ここでいう主成分とは、セラミック焼結体を構成する成分100質量%のうち、50%以上を占める成分のことである。
【0015】
また、第2部材2は、例えば、ニクロム1号、ニクロム2号、インコネル600、インコ
ネル601、インコネル625、インコネル702、インコネル706、インコネル713C、インコネ
ル718、インコネル750X、インコロイ825、インコロイ901、モネル400、モネルK−500(インコネル、インコロイおよびモネルは、登録商標)等のニッケル基超合金、または、45%パーマロイ、75%パーマロイ、アンバー、スーパーアンバー、コバール(コバールは登録商標)等のニッケル鉄合金等のニッケルを含む合金からなる。
【0016】
また、第3部材3は、炭化タングステン(WC)と、鉄、コバルト、ニッケルおよびアルミニウムの少なくともいずれか1種とを含む超硬合金からなる。
【0017】
そして、第1部材1と第3部材3との間、第3部材3と第2部材2との間が接合されることによって、第1部材1と第2部材2とが、第3部材3を介して接合されて、本実施形態の流路部材10が形成されている。このような構成の流路部材10であることから、第1部材1と第2部材2との間に位置する超硬合金からなる第3部材3が高い剛性を有していることによって、剛性の高い流路部材10とすることができる。また、各部材間における線膨張係数差が小さいことから、線膨張係数差に起因して生じる熱応力を小さくすることができるため、接合部の剥離等の不具合が生じにくく、信頼性の高い流路部材10とすることができる。
【0018】
具体的には、動的弾性率は、第1部材1が280〜430GPa、第2部材2が150〜200GPaであるのに対し、第3部材3は600GPa程度である。また、線膨張係数は、第1部材
1は3〜5.5×10−6/℃であり、第3部材3は4.5〜6.5×10−6/℃であり、第2部材
2は9〜12×10−6/℃である。なお、各部材の動的弾性率については、JIS R 1602−1995で規定される超音波パルス法に準拠して測定すればよい。また、線膨張係数については、JIS R 1618−2002に準拠して測定すればよい。
【0019】
また、本実施形態の流路部材10は、第1部材1と第3部材3とが、活性金属を含んでなる第1接合層により接合されているとともに、第1接合層は、活性金属が第1部材側および第3部材側に偏在していることが好適である。
【0020】
このように、第1接合層が、活性金属が第1部材側および第3部材側に偏在しているときには、活性金属と第1部材1および第3部材3のそれぞれ主成分を構成する成分の金属とが結合しやすくなるため、第1部材1と第3部材3との接合強度を高めることができる。また、活性金属は、第1接合層の主成分である金属よりも線膨張係数が低いことから、活性金属が第1部材側および第3部材側に偏在していることによって、第1部材1もしくは第3部材3と第1接合層との線膨張係数差に起因して生じる熱応力を緩和することができる。さらに、活性金属は、第1接合層の主成分である金属よりも高い剛性を有していることから、活性金属が第1部材側および第3部材側に偏在していることによって、流路部材10全体の剛性を向上させることができる。
【0021】
なお、第1接合層に含まれる活性金属とは、チタン、ジルコニウム、ハフニウムおよびニオブから選択される少なくとも1種である。また、第1接合層における第1部材側とは、第1部材1と第1接合層との接合界面を起点として、この起点から第1接合層の厚みの6%以内の領域をいう。また、第1接合層における第3部材側とは、第3部材3と第1接合層との接合界面を起点として、この起点から第1接合層の厚みの6%以内の領域をいう。
【0022】
そして、第1接合層において、活性金属が、第1部材側および第3部材側に偏在している状態とは、第1接合層における第1部材側および第3部材側と、これ以外の中央領域とにおける活性金属の分布状態を確認したとき、第1部材側および第3部材側における活性金属の面積占有率が、中央領域における活性金属の面積占有率の2倍以上であることをいう。
【0023】
具体的な確認方法としては、エネルギー分散型(EDS)X線マイクロアナライザーを用いて、それぞれの接合界面を含む第1接合層の断面を観察し、各領域における活性金属の分布状態を確認すればよい。なお、活性金属の分布がそれぞれの接合界面に重なって確認される状態であれば、より高い接合強度とすることができる。
【0024】
また、本実施形態の流路部材10は、第1接合層の主成分が銀であり、活性金属と、コバルトと、第1部材1の主成分を構成する成分の金属とからなる化合物を含むことが好適である。このように、第1接合層の主成分が銀であることによって、第1接合層の耐熱温度を高くすることができる。また、第1接合層中に、活性金属と、コバルトと、第1部材1の主成分を構成する成分の金属とからなる化合物を含むことにより、活性金属と、コバルトと、第1部材1の主成分を構成する成分の金属とが、結合の強い共有結合によって結合していることから、第1接合層の強度が高まり、第1部材1と第3部材3との接合強度をさらに高めることができる。
【0025】
また、活性金属と、コバルトと、第1部材1の主成分を構成する成分の金属とからなる化合物は、第1接合層の主成分である銀よりも線膨張係数が低く、第1接合層中にこの化合物を含むことによって、第1接合層の線膨張係数を低くすることができることから、第1部材1もしくは第3部材3と第1接合層との線膨張係数差に起因して生じる熱応力を緩和することができる。さらに、この化合物は、第1接合層の主成分である銀よりも剛性が高いことから、第1接合層中にこの化合物を含むことによって、第1接合層の剛性を向上させることができ、ひいては流路部材10全体の剛性を向上させることができる。なお、ここでいう第1接合層の主成分とは、第1接合層を構成する成分100質量%のうち、50%以
上を占める成分のことである。
【0026】
ここで、第1接合層に含まれる化合物は、例えば、組成式が、CoSiTi、CoSiZr、CoBTi、CoAlTi、CoBTiとして示され、X線回折法を用いて同定すればよい。
【0027】
また、本実施形態の流路部材10は、第2部材2と第3部材3とが、第2接合層により接合されていることが好ましい。第2部材2と第3部材3とを接合する第2接合層は、例えば、主成分がニッケルであり、クロム、鉄、硼素および珪素を含むものであり、第2接合層となるろう材の融点が約1000℃と高いものであることが好適である。なお、ここでいう第2接合層における主成分とは、第2接合層を構成する成分100質量%のうち、50%以上
を占める成分のことである。
【0028】
また、本実施形態の流路部材10は、第1部材1の主成分が炭化珪素であり、第2部材2がニッケル基超合金からなり、第3部材3がコバルトを含む超硬合金からなることが好適である。また、第1部材1は、熱伝導率が180W/(m/K)以上の炭化珪素質焼結体か
らなることがより好ましい。また、第2部材2は、耐熱性、耐蝕性、耐酸化性、耐クリープ性などの高温特性に優れたインコネル(登録商標)であることがより好ましい。また、第3部材3は、機械的強度の高い、コバルトを1質量%以上16質量%以下含む超硬合金であることがより好ましい。
【0029】
本実施形態の流路部材10は、流路部材10における第1部材側の流体の温度もしくは曝される温度が1000℃以上であり、流路部材10における第2部材側の流体の温度もしくは曝される温度が600℃程度であるところに好適に用いることができる。
【0030】
そして、各部材の成分については、同定を必要とするときにはX線回折法を用い、含有量については、蛍光X線分析法またはICP(Inductively Coupled Plasma)発光分光分析法により求めればよい。具体的には、第1部材1において、X線回折法により同定された成分が炭化珪素であるときには、蛍光X線分析法またはICP発光分析法で珪素の比率を求め、炭化物(SiC)に換算すれば炭化珪素の含有量を求めることができる。また、X線回折法により同定された成分が炭化タングステンであるときには、上記と同様の方法でタングステンの比率を求め、炭化物(WC)に換算すれば炭化タングステンの含有量を求めることができる。また、第1接合層や第2接合層を構成する各成分の含有量についても、蛍光X線分析法またはICP発光分析法により求めることができる。また、エネルギー分散型(EDS)X線マイクロアナライザーを用いることによっても各部材や各層の含有
量を測定することができる。
【0031】
また、本実施形態の熱交換器は、剛性が高く、接合部の剥離等の不具合が生じにくい信頼性の高い本実施形態の流路部材10を備えていることから、長期間にわたって好適に使用することができる。
【0032】
次に、本実施形態の流路部材10の製造方法の一例について説明する。まず、非酸化物のセラミック焼結体からなる筒状の第1部材1、ニッケルを含む合金からなる筒状の第2部材2および超硬合金からなる筒状の第3部材3を準備する。
【0033】
次に、第3部材3との接合面となる第1部材1の端面に、主成分が銀であり、活性金属およびコバルトを含む、第1接合層となるペースト状のろう材を塗布する。ここで、第1接合層としては、活性金属が2〜9質量%、コバルトが0.1〜3質量%で、残部が銀であ
ることが好ましい。
【0034】
また、第3部材3との接合面となる第2部材2の端面に、主成分がニッケルであり、クロム、鉄、硼素および珪素を含む、第2接合層となるペースト状のろう材を塗布する。ここで、第2接合層としては、クロムが6〜15質量%、鉄が2〜4質量%、硼素が2〜4質量%、珪素が3.5〜5質量%で、残部がニッケルであることが好ましい。なお、塗布方法
は、スクリーン印刷法、加圧印刷法および刷毛塗り法等のいずれかの方法で行なえばよい。その後、120℃以上150℃以下で乾燥する。
【0035】
そして、塗布したろう材を乾燥させたそれぞれの端面が第3部材3の各端面と対向するように、第1部材1と第2部材2との間に第3部材3を配置して、第1部材1および第2部材2の両側から所定の圧力で加圧する。そして、加圧した状態で、例えば、真空度が0.014Pa以上1.6Pa以下である真空雰囲気中、あるいは不活性ガス雰囲気中で、980℃以
上1040℃以下の温度で30分以上2時間以下の範囲で保持することにより、本実施形態の流路部材10を得ることができる。
【0036】
ここで、第1接合層において、第1部材側および第3部材側に活性金属が偏在しているようにするには、例えば、真空度が0.014Pa以上1.6Pa以下である真空雰囲気中、あるいは不活性ガス雰囲気中で、980℃以上1040℃以下の温度における保持時間を1時間以上
2時間以下とすればよい。
【0037】
また、第1接合層の主成分が銀であり、活性金属と、コバルトと、第1部材1の主成分を構成する成分の金属とからなる化合物を含ませるには、主成分が銀であり、活性金属、コバルトおよび第1部材1の主成分を構成する成分の金属を含むろう材を、第1接合層となるろう材として用いればよい。または、主成分が銀であり、活性金属およびコバルトを含むろう材を、第1接合層となるろう材として用いて、例えば、真空度が0.014Pa以上1.6Pa以下である真空雰囲気中、あるいは不活性ガス雰囲気中で、1000℃以上1040℃以下の温度で1時間以上2時間以下の範囲で保持すればよい。これにより、第1部材1の主成分を構成する成分の金属の一部が第1接合層中に拡散し、活性金属と、コバルトと、拡散した第1部材1の主成分を構成する成分の金属とが共有結合によって化合し、活性金属と、コバルトと、第1部材1の主成分を構成する成分の金属とからなる化合物が生じる。
【0038】
以下、本発明の実施例を具体的に説明するが、本発明はこれらの実施例により限定されるものではない。
【実施例1】
【0039】
まず、表1に示す主成分の非酸化物セラミック焼結体からなる第1部材1と、表1に示す添加成分を混合して焼結させた超硬合金からなる第3部材3と、第2部材2としてインコネルを準備した。なお、いずれも外径が12.5mmであり、肉厚が2mmの筒状の部材である。なお、第1部材1は、表1に示す主成分の含有量は80質量%以上であり、焼結助剤を含むものである。また、第3部材3は、試料No.1,2については、マグネシウムであり、試料No.3〜32については、表1に示す添加成分を7質量%含む炭化タングステン(WC)である。また、第2部材2については、インコネル625を用いた。
【0040】
次に、第3部材3との接合面となる第1部材1の端面に、表1に示す主成分と添加成分とからなる、第1接合層となるペースト状のろう材を刷毛で塗布した。また、第3部材3との接合面となる第2部材2の端面に、主成分がニッケルであり、クロム、鉄、硼素および珪素を含む、第2接合層となるペースト状のろう材を刷毛で塗布した。その後、135℃
で乾燥させた。
【0041】
そして、塗布したろう材を乾燥させたそれぞれの端面が第3部材3の各端面と対向するように、第1部材1と第2部材2との間に第3部材3を配置して、第1部材1および第2
部材2の両側から所定の圧力で加圧した。そして、加圧した状態で、真空度が0.08Paの真空雰囲気中で、温度および保持時間をそれぞれ表1に示す温度、時間で加熱することにより、試料No.1〜32の流路部材を得た。なお、試料No.2〜32の第1接合層となるろう材は、コバルトを1質量%と、表1に示す活性金属を4質量%とを含み、残部が銀からなるものである。また、第2の接合層となるろう材には、クロムを7質量%、鉄を3質量%、硼素を3質量%、珪素を4質量%含み、残部がニッケルからなるものを用いた。
【0042】
次に、各部材の線膨張係数をJIS R 1618−2002に準拠して測定し、その値を表2に示した。但し、第3部材3がMgからなる試料No.1,2については、JIS Z 2285−2003に準拠して線膨張係数を測定した。
【0043】
また、第1接合層に含まれる活性金属が第1部材側および第3部材側に偏在しているか否かについては、エネルギー分散型(EDS)X線マイクロアナライザーを用いて、それぞれの接合界面を含む第1接合層の断面を観察し、活性金属の分布状態を確認して、第1部材側および第3部材側における活性金属の面積占有率と、第1部材側および第3部材側以外である中央領域における活性金属の面積占有率とを比較し、第1部材側および第3部材側における活性金属の面積占有率が2倍以上をであれば「有」、2倍未満であれば「無」として表2の「偏在」の欄に記載した。また、X線回折法を用いて第1接合層に含まれる化合物を同定し、同定された化合物の組成式を表2に示した。
【0044】
さらに、接合部の剥離等の不具合を確認するため、次の試験を行なった。試料No.1〜32を600℃で1時間保持した後、構成する第1部材1と第3部材3との接合強度を精密
万能試験機((株)島津製作所製、オートグラフAG−IS)を用いて測定した。なお、万能試験機のクロスヘッドの速度は、1mm/分とし、この試験における接合強度とは、第2部材2および第3部材3を固定用治具で固定し、第1部材1を引き剥がしたときのものである。
【0045】
【表1】
【0046】
【表2】
【0047】
表2に示す通り、試料No.1,2の流路部材は、第1部材1と第3部材3との線膨張係数差が大きいことから接合強度が低かった。これに対し、試料No.3〜32の流路部材は、試料No.1,2よりも接合強度が高く、このように接合強度が高くなっているのは、各部材間における線膨張係数差が小さく、線膨張係数差に起因して生じる熱応力を小さくできているからである。よって、接合部に剥離等の不具合の少ない信頼性の高い流路部材であることがわかった。
【0048】
また、第1部材1を構成する主成分が同じである試料No.3〜12、試料No.13〜22、試料No.23〜32を比べると、試料No.5〜12、試料No.15〜22、試料No.25〜32は、第1接合層における第1部材側および第3部材側に活性金属が偏在しており、活性金属と第1部材1および第3部材3のそれぞれ主成分を構成する成分の金属とが結合していることによって、高い接合強度の結果が得られている。また、試料No.6〜12、試料No.16〜22、試料No.26〜32は、第1接合層中に、活性金属と、コバルトと、第1部材1の主成分を構成する成分の金属とからなる化合物を含むことから、300MPaを超え
る高い接合強度を有する流路部材とできることがわかった。
【0049】
また、試料No.3〜32は、第1部材1と第2部材2との間に位置する超硬合金からなる第3部材3が高い剛性を有していることから、流路部材の剛性も高いものであった。
【0050】
また、第1部材1側から1200℃の流体を流し、第2部材2から600℃の流体が排出され
る流路部材に試料No.3〜32を用いたところ、接合部の剥離も見られず、好適に用いることができることがわかった。そのため、試料No.3〜32の流路部材を熱交換器に備えれば、長期間にわたって好適に使用できることがわかった。
【符号の説明】
【0051】
1:第1部材
2:第2部材
3:第3部材
10:流路部材
【特許請求の範囲】
【請求項1】
内部が流体の流路となる筒状体であって、非酸化物のセラミック焼結体からなる第1部材とニッケルを含む合金からなる第2部材とが、超硬合金からなる第3部材を介して接合されてなることを特徴とする流路部材。
【請求項2】
前記第1部材と前記第3部材とが、活性金属を含んでなる第1接合層により接合されているとともに、該第1接合層は、前記活性金属が、前記第1部材側および前記第3部材側に偏在していることを特徴とする請求項1に記載の流路部材。
【請求項3】
前記第1接合層の主成分が銀であり、前記活性金属と、コバルトと、前記第1部材の主成分を構成する成分の金属とからなる化合物を含むことを特徴とする請求項2に記載の流路部材。
【請求項4】
前記第1部材の主成分が炭化珪素であり、前記第2部材がニッケル基超合金からなり、前記第3部材がコバルトを含む超硬合金からなることを特徴とする請求項1乃至請求項3のいずれかに記載の流路部材。
【請求項5】
請求項1乃至請求項4のいずれかに記載の流路部材を備えていることを特徴とする熱交換器。
【請求項1】
内部が流体の流路となる筒状体であって、非酸化物のセラミック焼結体からなる第1部材とニッケルを含む合金からなる第2部材とが、超硬合金からなる第3部材を介して接合されてなることを特徴とする流路部材。
【請求項2】
前記第1部材と前記第3部材とが、活性金属を含んでなる第1接合層により接合されているとともに、該第1接合層は、前記活性金属が、前記第1部材側および前記第3部材側に偏在していることを特徴とする請求項1に記載の流路部材。
【請求項3】
前記第1接合層の主成分が銀であり、前記活性金属と、コバルトと、前記第1部材の主成分を構成する成分の金属とからなる化合物を含むことを特徴とする請求項2に記載の流路部材。
【請求項4】
前記第1部材の主成分が炭化珪素であり、前記第2部材がニッケル基超合金からなり、前記第3部材がコバルトを含む超硬合金からなることを特徴とする請求項1乃至請求項3のいずれかに記載の流路部材。
【請求項5】
請求項1乃至請求項4のいずれかに記載の流路部材を備えていることを特徴とする熱交換器。
【図1】

【公開番号】特開2013−68343(P2013−68343A)
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願番号】特願2011−206244(P2011−206244)
【出願日】平成23年9月21日(2011.9.21)
【出願人】(000006633)京セラ株式会社 (13,660)
【Fターム(参考)】
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願日】平成23年9月21日(2011.9.21)
【出願人】(000006633)京セラ株式会社 (13,660)
【Fターム(参考)】
[ Back to top ]