
溶接方法
【発明の詳細な説明】
【0001】
【発明の属する技術分野】本発明は、一方のパネル状部材の裏面側に他方のパネル状部材を位置させ、該他方のパネル状部材の端部を挟む態様で前記一方のパネル状部材の端部を裏面側に折曲げてなる構造体に適用される溶接方法に関する。
【0002】
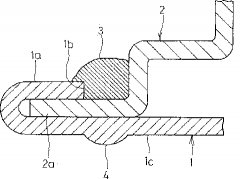
【従来の技術】図2は、第1のパネル状部材1の裏面側に第2のパネル状部材2を位置させ、該第2のパネル状部材2の端部2aを挟む態様で第1のパネル状部材1の端部1aを折曲げ加工した構造体を示している。なお、この種の構造体としては、例えば自動車のドアがある。
【0003】これらの第1のパネル状部材1および第2のパネル状部材2は、たとえば、炭酸ガスアーク溶接方法によって溶接され、その場合、前記第1のパネル状部材1の先端部1bが溶接金属3中に位置するよう溶接部位が選定される。
【0004】
【発明が解決しようとする課題】ところで、前記溶接部位においては、それらのパネル状部材1、2の金属が密着接合している。したがって、溶接時には第1のパネル状部材1における溶接金属3の直下部位が高温下におかれ、その結果、該部位に凸状の溶接ビード4が形成される。
【0005】ところで、前記構造体が自動車のドアである場合には、第1のパネル状部材1の表面1cがドアの外面となり、前記溶接ビード4はこの外面に存在することになる。
【0006】この場合、ビード4を削り落す作業が必要になり、これはドアの製造効率を低下させる要因になる。
【0007】これを防止するため従来では実公昭60−4812号の図3に記載されているように、本願の第2のパネル状部材に相当するインナーパネル2に空間Sを設けるものもあるが、この実公昭60−4812号に記載されているものでは、空間Sに隣接するインナーパネル2の端部に長い重合端縁21を設け、またこのインナーパネル2の長い重合端縁21を挟持するため、第1のパネル状部材に相当するアウターパネル1の端部にも同様に長い接合端縁11を設けるようにするから、これら重合端縁21と接合端縁11とにより、アウターパネル1が挟んで折り曲げる部分の長さが長くなる難点がある。
【0008】本発明の目的は、かかる実情に鑑み、上述した構造体に溶接を施こす場合に、溶接ビードの発生を防止するとともに、併せて溶接対象たる構造体の機械的強度の低下を防止し、さらに挟んで折り曲げる部分の長さを短くするようにした溶接方法を提供することにある。
【0009】
【課題を解決するための手段】上述した課題を解決するため、本発明では、第1のパネル状部材と該第1のパネル状部材の裏面側に配置された第2のパネル状部材とを備え、前記第1のパネル状部材の端部で前記第2のパネル状部材の端部を挟む態様で前記裏面側に折曲げてなる構造体に適用される溶接方法において、前記第1のパネル状部材の端部先端の下方に位置する部位で前記各パネル状部材間に空間が形成されるよう、予め前記第2のパネル状部材の端部直後の、該第2のパネル状部材に備えられている階段状の段部の手前側に弧状湾曲部を成形するとともに、該弧状湾曲部の後方に同様に前記各パネル状部材間に空間が形成されるよう前記階段状の段部を形成する工程と、前記第1のパネル状部材の折曲げた端部先端を、前記第2のパネル状部材の端部直後に形成された前記弧状湾曲部の上り傾斜面に重ね合せ、該第1のパネル状部材の端部先端と前記弧状湾曲部の頂点との間を溶接する工程とを含むようにしている。
【0010】
【発明の実施の形態】以下、本発明の実施例を図面を参照しながら説明する。
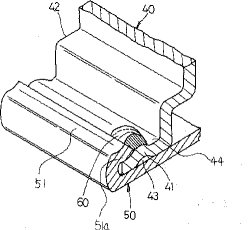
【0011】自動車のドアは、図1に示すように、アウタパネル(第1のパネル状部材)50とインナパネル(第2のパネル状部材)40とで構成されている。
【0012】前記アウタパネル50の端部51は、インナパネル40の端部44を挟む態様で折曲げられ、これによって、両パネルが結合されている。
【0013】本発明では、インナパネル40の端部44直後に予め弧状湾曲部41を形成する。なお、このインナパネル40は階段状の段部42を備えており、前記弧状湾曲部41は、該階段状の段部42の手前側に形成されている。
【0014】このように、インナパネル40の端部44直後に予め弧状湾曲部41を形成し、アウタパネル50の端部51である折曲げ部51aを前記弧状湾曲部41の上り傾斜面に重ね合せ、その後、当該折曲げ部51aの先端と前記弧状湾曲部41の頂点との間とを溶接金属60によって覆われる態様で溶接する。
【0015】すると、溶接金属60の下方には、前記弧状湾曲部41によって形成された空間43が存在しており、したがって、前記溶接時に前記空間43が溶接熱を拡散する。
【0016】この結果、溶接金属60の直下に位置するアウタパネル50の部位には溶接ビードや溶接痕が発生するという虞はなくなる。
【0017】また前記弧状湾曲部41をインナパネル40の端部44直後に形成したため、アウターパネル50の折り曲げ部51aの長さを極めて短く設定することができるとともに、アウタパネル50の折曲げ部51aの先端と弧状湾曲部41の頂点との間とを溶接金属60によって覆われる態様で溶接するようにしたから、これら両パネル40、50の重合部分での溶接歪みを吸収することができ、さらに弧状湾曲部41を設け、さらにその直後に階段状の段部42も設けたからこれらパネル部材の機械的強度が向上することとなる。
【0018】なお、上記実施例では、溶接手段として炭酸ガスアーク溶接装置を採用している。
【0019】なお、図1には、溶接箇所が一箇所しか示されてないが、実際には、複数箇所に溶接が施される。
【0020】また上記実施例では、本願発明に係わる溶接方法を自動車のドアを構成するアウタパネルおよびインナパネルの溶接に適用しているが、前記ドアに類似する構成を有した他の構造体を形成する場合の溶接方法としても前記実施例は有効である。
【0021】また、上記実施例では、溶接手段として炭酸ガスアーク溶接装置を採用しているが、他の溶接装置を使用することも可能である。
【0022】
【発明の効果】本発明によれば、溶接部の下方に空間が位置されるよう、予め第2のパネル状部材の端部に弧状湾曲部を成形し、第1のパネル状部材の端部先端を弧状湾曲部に重ね合せて第1のパネル状部材の端部先端を第2のパネル状部材に溶接するようにしたから、溶接に伴う熱が溶接部の下方に位置する空間によって拡散され、その結果、第1のパネル状部材と第2のパネル状部材とからなる構造体における前記第1のパネルの表面側に溶接ビードや溶接痕が形成される虞がない。
【0023】したがって、前記構造体が自動車のドアの場合には、前記溶接ビードや溶接痕を除去するための研削や研磨等の作業が不要となり、これによって、ドアの製造効率を飛躍的に向上することができる。
【0024】さらに、弧状湾曲部を、第2のパネル状部材の端部直後の、該第2のパネル状部材に備えられている階段状の段部の手前側に形成したため、第1のパネル状部材の折り曲げ部の長さを極めて短く設定することができるとともに、第1のパネル状部材の折曲げ部の先端と弧状湾曲部の頂点との間とを溶接金属によって覆われる態様で溶接するようにしたから、これら両パネルの重合部分での溶接歪みを吸収することができ、さらに弧状湾曲部の直後に階段状の段部も設けたからこれらパネル部材の機械的強度が向上し、溶接対象たる構造体の機械的強度の低下を阻止することもできる。
【図面の簡単な説明】
【図1】本発明の一実施例を示した斜視図。
【図2】従来の溶接方法を示した斜視図。
【符号の説明】
40…第2のパネル状部材
41…弧状湾曲部
42…階段状の段部
43…空間
44…第2のパネル状部材の端部
50…第1のパネル状部材
51…第1のパネル状部材の端部
【0001】
【発明の属する技術分野】本発明は、一方のパネル状部材の裏面側に他方のパネル状部材を位置させ、該他方のパネル状部材の端部を挟む態様で前記一方のパネル状部材の端部を裏面側に折曲げてなる構造体に適用される溶接方法に関する。
【0002】
【従来の技術】図2は、第1のパネル状部材1の裏面側に第2のパネル状部材2を位置させ、該第2のパネル状部材2の端部2aを挟む態様で第1のパネル状部材1の端部1aを折曲げ加工した構造体を示している。なお、この種の構造体としては、例えば自動車のドアがある。
【0003】これらの第1のパネル状部材1および第2のパネル状部材2は、たとえば、炭酸ガスアーク溶接方法によって溶接され、その場合、前記第1のパネル状部材1の先端部1bが溶接金属3中に位置するよう溶接部位が選定される。
【0004】
【発明が解決しようとする課題】ところで、前記溶接部位においては、それらのパネル状部材1、2の金属が密着接合している。したがって、溶接時には第1のパネル状部材1における溶接金属3の直下部位が高温下におかれ、その結果、該部位に凸状の溶接ビード4が形成される。
【0005】ところで、前記構造体が自動車のドアである場合には、第1のパネル状部材1の表面1cがドアの外面となり、前記溶接ビード4はこの外面に存在することになる。
【0006】この場合、ビード4を削り落す作業が必要になり、これはドアの製造効率を低下させる要因になる。
【0007】これを防止するため従来では実公昭60−4812号の図3に記載されているように、本願の第2のパネル状部材に相当するインナーパネル2に空間Sを設けるものもあるが、この実公昭60−4812号に記載されているものでは、空間Sに隣接するインナーパネル2の端部に長い重合端縁21を設け、またこのインナーパネル2の長い重合端縁21を挟持するため、第1のパネル状部材に相当するアウターパネル1の端部にも同様に長い接合端縁11を設けるようにするから、これら重合端縁21と接合端縁11とにより、アウターパネル1が挟んで折り曲げる部分の長さが長くなる難点がある。
【0008】本発明の目的は、かかる実情に鑑み、上述した構造体に溶接を施こす場合に、溶接ビードの発生を防止するとともに、併せて溶接対象たる構造体の機械的強度の低下を防止し、さらに挟んで折り曲げる部分の長さを短くするようにした溶接方法を提供することにある。
【0009】
【課題を解決するための手段】上述した課題を解決するため、本発明では、第1のパネル状部材と該第1のパネル状部材の裏面側に配置された第2のパネル状部材とを備え、前記第1のパネル状部材の端部で前記第2のパネル状部材の端部を挟む態様で前記裏面側に折曲げてなる構造体に適用される溶接方法において、前記第1のパネル状部材の端部先端の下方に位置する部位で前記各パネル状部材間に空間が形成されるよう、予め前記第2のパネル状部材の端部直後の、該第2のパネル状部材に備えられている階段状の段部の手前側に弧状湾曲部を成形するとともに、該弧状湾曲部の後方に同様に前記各パネル状部材間に空間が形成されるよう前記階段状の段部を形成する工程と、前記第1のパネル状部材の折曲げた端部先端を、前記第2のパネル状部材の端部直後に形成された前記弧状湾曲部の上り傾斜面に重ね合せ、該第1のパネル状部材の端部先端と前記弧状湾曲部の頂点との間を溶接する工程とを含むようにしている。
【0010】
【発明の実施の形態】以下、本発明の実施例を図面を参照しながら説明する。
【0011】自動車のドアは、図1に示すように、アウタパネル(第1のパネル状部材)50とインナパネル(第2のパネル状部材)40とで構成されている。
【0012】前記アウタパネル50の端部51は、インナパネル40の端部44を挟む態様で折曲げられ、これによって、両パネルが結合されている。
【0013】本発明では、インナパネル40の端部44直後に予め弧状湾曲部41を形成する。なお、このインナパネル40は階段状の段部42を備えており、前記弧状湾曲部41は、該階段状の段部42の手前側に形成されている。
【0014】このように、インナパネル40の端部44直後に予め弧状湾曲部41を形成し、アウタパネル50の端部51である折曲げ部51aを前記弧状湾曲部41の上り傾斜面に重ね合せ、その後、当該折曲げ部51aの先端と前記弧状湾曲部41の頂点との間とを溶接金属60によって覆われる態様で溶接する。
【0015】すると、溶接金属60の下方には、前記弧状湾曲部41によって形成された空間43が存在しており、したがって、前記溶接時に前記空間43が溶接熱を拡散する。
【0016】この結果、溶接金属60の直下に位置するアウタパネル50の部位には溶接ビードや溶接痕が発生するという虞はなくなる。
【0017】また前記弧状湾曲部41をインナパネル40の端部44直後に形成したため、アウターパネル50の折り曲げ部51aの長さを極めて短く設定することができるとともに、アウタパネル50の折曲げ部51aの先端と弧状湾曲部41の頂点との間とを溶接金属60によって覆われる態様で溶接するようにしたから、これら両パネル40、50の重合部分での溶接歪みを吸収することができ、さらに弧状湾曲部41を設け、さらにその直後に階段状の段部42も設けたからこれらパネル部材の機械的強度が向上することとなる。
【0018】なお、上記実施例では、溶接手段として炭酸ガスアーク溶接装置を採用している。
【0019】なお、図1には、溶接箇所が一箇所しか示されてないが、実際には、複数箇所に溶接が施される。
【0020】また上記実施例では、本願発明に係わる溶接方法を自動車のドアを構成するアウタパネルおよびインナパネルの溶接に適用しているが、前記ドアに類似する構成を有した他の構造体を形成する場合の溶接方法としても前記実施例は有効である。
【0021】また、上記実施例では、溶接手段として炭酸ガスアーク溶接装置を採用しているが、他の溶接装置を使用することも可能である。
【0022】
【発明の効果】本発明によれば、溶接部の下方に空間が位置されるよう、予め第2のパネル状部材の端部に弧状湾曲部を成形し、第1のパネル状部材の端部先端を弧状湾曲部に重ね合せて第1のパネル状部材の端部先端を第2のパネル状部材に溶接するようにしたから、溶接に伴う熱が溶接部の下方に位置する空間によって拡散され、その結果、第1のパネル状部材と第2のパネル状部材とからなる構造体における前記第1のパネルの表面側に溶接ビードや溶接痕が形成される虞がない。
【0023】したがって、前記構造体が自動車のドアの場合には、前記溶接ビードや溶接痕を除去するための研削や研磨等の作業が不要となり、これによって、ドアの製造効率を飛躍的に向上することができる。
【0024】さらに、弧状湾曲部を、第2のパネル状部材の端部直後の、該第2のパネル状部材に備えられている階段状の段部の手前側に形成したため、第1のパネル状部材の折り曲げ部の長さを極めて短く設定することができるとともに、第1のパネル状部材の折曲げ部の先端と弧状湾曲部の頂点との間とを溶接金属によって覆われる態様で溶接するようにしたから、これら両パネルの重合部分での溶接歪みを吸収することができ、さらに弧状湾曲部の直後に階段状の段部も設けたからこれらパネル部材の機械的強度が向上し、溶接対象たる構造体の機械的強度の低下を阻止することもできる。
【図面の簡単な説明】
【図1】本発明の一実施例を示した斜視図。
【図2】従来の溶接方法を示した斜視図。
【符号の説明】
40…第2のパネル状部材
41…弧状湾曲部
42…階段状の段部
43…空間
44…第2のパネル状部材の端部
50…第1のパネル状部材
51…第1のパネル状部材の端部
【特許請求の範囲】
【請求項1】第1のパネル状部材(50)と該第1のパネル状部材の裏面側に配置された第2のパネル状部材(40)とを備え、前記第1のパネル状部材の端部(51)で前記第2のパネル状部材の端部(44)を挟む態様で前記裏面側に折曲げてなる構造体に適用される溶接方法において、前記第1のパネル状部材の端部(51)先端の下方に位置する部位で前記各パネル状部材間に空間が形成されるよう、予め前記第2のパネル状部材の端部(44)直後の、該第2のパネル状部材(40)に備えられている階段状の段部(42)の手前側に弧状湾曲部(41)を成形するとともに、該弧状湾曲部(41)の後方に同様に前記各パネル状部材間に空間が形成されるよう前記階段状の段部(42)を形成する工程と、前記第1のパネル状部材の折曲げた端部先端(51)を、前記第2のパネル状部材の端部(44)直後に形成された前記弧状湾曲部(41)の上り傾斜面に重ね合せ、該第1のパネル状部材の端部(51)先端と前記弧状湾曲部(41)の頂点との間を溶接する工程とを含むことを特徴とする溶接方法。
【請求項1】第1のパネル状部材(50)と該第1のパネル状部材の裏面側に配置された第2のパネル状部材(40)とを備え、前記第1のパネル状部材の端部(51)で前記第2のパネル状部材の端部(44)を挟む態様で前記裏面側に折曲げてなる構造体に適用される溶接方法において、前記第1のパネル状部材の端部(51)先端の下方に位置する部位で前記各パネル状部材間に空間が形成されるよう、予め前記第2のパネル状部材の端部(44)直後の、該第2のパネル状部材(40)に備えられている階段状の段部(42)の手前側に弧状湾曲部(41)を成形するとともに、該弧状湾曲部(41)の後方に同様に前記各パネル状部材間に空間が形成されるよう前記階段状の段部(42)を形成する工程と、前記第1のパネル状部材の折曲げた端部先端(51)を、前記第2のパネル状部材の端部(44)直後に形成された前記弧状湾曲部(41)の上り傾斜面に重ね合せ、該第1のパネル状部材の端部(51)先端と前記弧状湾曲部(41)の頂点との間を溶接する工程とを含むことを特徴とする溶接方法。
【図1】


【図2】
【図2】
【特許番号】特許第3235155号(P3235155)
【登録日】平成13年9月28日(2001.9.28)
【発行日】平成13年12月4日(2001.12.4)
【国際特許分類】
【出願番号】特願平3−345984
【出願日】平成3年12月27日(1991.12.27)
【公開番号】特開平5−177349
【公開日】平成5年7月20日(1993.7.20)
【審査請求日】平成10年9月29日(1998.9.29)
【出願人】(000002082)スズキ株式会社 (3,196)
【参考文献】
【文献】特開 平2−75420(JP,A)
【文献】実開 昭62−11078(JP,U)
【文献】実開 平2−21187(JP,U)
【文献】実公 昭60−4812(JP,Y2)
【登録日】平成13年9月28日(2001.9.28)
【発行日】平成13年12月4日(2001.12.4)
【国際特許分類】
【出願日】平成3年12月27日(1991.12.27)
【公開番号】特開平5−177349
【公開日】平成5年7月20日(1993.7.20)
【審査請求日】平成10年9月29日(1998.9.29)
【出願人】(000002082)スズキ株式会社 (3,196)
【参考文献】
【文献】特開 平2−75420(JP,A)
【文献】実開 昭62−11078(JP,U)
【文献】実開 平2−21187(JP,U)
【文献】実公 昭60−4812(JP,Y2)
[ Back to top ]