
国際特許分類[B23K33/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,または溶接により結合を得るための加工材の特殊な形状の開先部;それによってできる継ぎ目の充填 (126)
国際特許分類[B23K33/00]に分類される特許
1 - 10 / 126
バックシールド溶接方法およびこれを用いた溶接構造物
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
鋼管杭の溶接方法
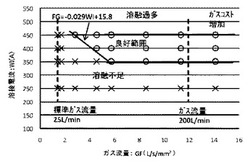
【課題】 鋼管杭施工地での鋼管杭の溶接方法として、溶接時間を短縮するとともに溶接欠陥を低減することができる鋼管杭の炭酸ガスシールドアーク溶接方法を提供する
【解決手段】 鋼管杭施工地での鉛直方向に配置された鋼管杭同士を炭酸ガスシールドアーク溶接で溶接する鋼管杭の溶接方法において、開先形状をルートフェイス3mm以下、開先角度25°〜35°、ルートギャップ1mm以下のレ形開先とし、シールドガス流量/ノズル内径を6〜12L/min・mm2、溶接電流を350〜450Aとすることを特徴とする鋼管杭の炭酸ガスシールドアーク溶接方法。
(もっと読む)
タービンロータ及びその製造方法並びに蒸気タービン

【課題】
少なくとも2個に分割されたタービンロータ母材が、突き合せ溶接により形成される溶接部を介して接続されるものであっても、製造時間が短く、かつ、耐食性に優れたタービンロータを得ること。
【解決手段】
本発明のタービンロータは、上記目的を達成するために、少なくとも2個に分割されたタービンロータ母材が、突き合せ溶接により形成される溶接部を介して接続されており、前記溶接部は、少なくとも半径方向内側に位置する溶接部中央部と、該溶接部中央部より半径方向外側に位置し、厚さが4〜20mm、幅が前記溶接部中央部よりも4〜10mm広い溶接部表層部とから形成されていると共に、少なくとも前記溶接部表層部に付随する熱影響部の最大結晶粒度は5以上であり、かつ、前記溶接部の厚さが80mm以上であることを特徴とする。
(もっと読む)
鉄道車両用電気品収容用の筐体構造を構成する薄板及びこれを用いた鉄道車両用電気品収容用の筐体、鉄道車両用電気機器
【課題】溶接スパンと溶接ピッチに対するケガキ作業を行うことなく、各溶接箇所の箇所と長さを簡単に把握できるようにするとともに、断続的に突出する溶接ビードの発生を防止して、十分な溶接強度の確保と鉄道車両用筐体構造の品位向上を可能にする。
【解決手段】一方の薄板の端部を折り曲げることにより形成した立ち上がり部と他方の薄板の表面とを、互いに対向して接触するよう位置決めし、この立ち上がり部の端面に沿って、断続的な隅肉溶接により接合を行うことにより、鉄道車両用電気品を収容する筐体構造を構成する薄板において、立ち上がり部の端面に、断続的な隅肉溶接を行う箇所に対応して、ビードを内部に収容する切り欠き部を形成した。
(もっと読む)
亜鉛系めっき鋼板の重ね継手アークスポット溶接方法
【課題】 亜鉛系めっき鋼板の重ね継手アークスポット溶接において、ピットやブローホールおよびビード止端部の切り欠き欠陥の発生を抑制することが可能な亜鉛系めっき鋼板の重ね継手アークスポット溶接方法を提供する。
【解決手段】 亜鉛系めっき鋼板の重ね継手のアークスポット溶接方法において、下部鋼板1に厚み方向に重ね合せた、一方向xに延びる溶接対象端部に該一方向と直交する方向yに突出する突出部3が所定ピッチで形成された上部鋼板2の、該突出部3をアークスポット溶接することを特徴とする。前記アークスポット溶接は非消耗電極を用いる。
(もっと読む)
マグ溶接用シールドガス,マグ溶接方法,および溶接構造物
【課題】狭開先溶接での品質の向上を図った,マグ溶接用シールドガス,マグ溶接方法,および溶接構造物を提供する。
【解決手段】マグ溶接用シールドガスが,8重量%以上,13重量%以下のCrを含有する高Cr鋼を,8重量%以上,13重量%以下のCrを含有するソリッドワイヤを用いて,1層1パスで,一対の母材の厚さH1とこれら母材間の開先の間隔W1の比が0.4以下,この開先の角度θ1が10°以下の狭開先を溶接するためのマグ溶接用シールドガスであって,5容量%以上,17容量%以下の炭酸ガス,30容量%以上,80容量%以下のヘリウムガス,残部がアルゴンガスの3種混合ガスからなる。
(もっと読む)
差込溶接式管継手用構造材
【課題】 溶接入熱の少しのバラつきでも、十分な溶込みが得られる差込溶接式管継手を提供する。
【解決手段】 差込口に配管が差し込まれ、すみ肉溶接される差込溶接式管継手用構造材であって、差込口の端面の内径側周囲に、すみ肉溶接時の溶接入熱で溶融する微小突起部を備え、当該微小突起部の先端部の内径側周囲には、差込口に配管が差し込まれた場合に配管の表面と離隔する離隔部が備わることを特徴とする。
(もっと読む)
接合部材の溶接仕口部の形成法
【課題】 突合せ溶接をする接合部材の製造時に、必要な材料のロス量を減少させる共に、接合部材に溶着金属の盛り上がりを防ぐ突起部を容易に、かつ安価に形成することにある。
【解決手段】 せん断加工法で、接合部材の突起部を形成するのではなく、接合部材の溶接仕口部に突起部を圧縮加工にて形成することにより、せん断加工法時には必要だった材料の切欠き代をなくすと同時に、突起部の開先加工も不必要にした。
(もっと読む)
溶接構造、及び溶接方法
【課題】溶接強度および溶接品質の向上を図ることができる溶接構造、及び溶接方法を提供する。
【解決手段】ギヤ接合部11を有するリングギヤ10と、ギヤ接合部11と接合するケース接合部31を有するデフケース30とを備え、ギヤ接合部11とケース接合部31とを圧入で嵌合させる圧入部20と共に、ギヤ接合部11のギヤ側溶接面12と、ケース接合部31のケース側溶接面32との間で溶接される第1,第2溶接部51,52により、リングギヤ10とデフケース30とが接合する溶接構造において、溶接部50が、ギヤ接合部11とケース接合部31との配列方向と直交する第2方向AXに対し、圧入部20を挟んだ両側に少なくとも設けられていること、溶接前の状態では、所定距離xの隙間25がギヤ側溶接面12とケース側溶接面32との間に形成されている。
(もっと読む)
ろう付構造体および配管部材のろう付方法
【課題】複数の配管部材が相互に近接した状態で被着体に精度よくろう付されたろう付構造体を提供すること。
【解決手段】複数の配管部材11,12…と、被着面20aに複数の開口21a,22a…が形成された被着体20とを備え、複数の配管部材11,12…の各々が、複数の開口21a,22a…の内の対応する1つと各々連通するように、被着体20の被着面20aにろう付されてなるろう付構造体であって、複数の配管部材11,12…の各々は、開口の周縁部に配置されるろう材11a,12a…によって被着面20aにろう付されており、複数の開口21a,22a…の内、少なくとも相互に最も近接している2つの開口の間には段差24が形成され、該2つの開口のいずれか一方が、他方よりも低い位置に形成されている。
(もっと読む)
1 - 10 / 126
[ Back to top ]