
国際特許分類[B23K33/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,または溶接により結合を得るための加工材の特殊な形状の開先部;それによってできる継ぎ目の充填 (126)
国際特許分類[B23K33/00]に分類される特許
71 - 80 / 126
溶接接合部材及び溶接接合方法
【課題】互いに突き合わせた一対の部品の溶接接合部の外側部分に溝を設けた状態で、これら各部品相互を押し付けるようにして溶接接合する場合であっても、部品の変形を抑える。
【解決手段】デフケース1にリングギヤ3を嵌め込んでその外周部を溶接接合する際に、互いの側面17,19同士を突き合わせる。この各側面17,19には、それぞれ凹溝21及び23を形成してあり、これら凹溝21及び23によって溝25を備える継手構造とする。この溝25の外周側の開口端部には、互いに対向する方向に突出する突起27,29を形成し、これら突起27,29の先端相互を当接させた状態でレーザ溶接する。
(もっと読む)
タングステン−不活性ガス溶接法によって2つの金属部分を結合するための方法ならびに該方法を実施するための装置

【課題】全自動的な溶接に基づいて高い経済性が達成されるような、極めて高い品質の、容積の少ないシームを形成するための溶接方法を提供する。
【解決手段】結合させたい両金属部分1,2を、第1のステップでまずセンタリングオフセット7によって、両金属部分の間にナロウギャップ4が形成されかつシームベース範囲に負荷軽減範囲8が生じるように互いに対して位置決めし、第2のステップで目標溶融個所9の形成下に、両金属部分の、ナロウギャップを画定する側縁5,6を、ナロウギャップを満たす溶接ビード10により互いに結合する形式の方法において、ナロウギャップ4が、一貫して一定の幅aを有しており、しかも該幅aを、重なり合って位置する溶接ビード10がそれぞれナロウギャップ4の全幅aにわたって延びるように設定しておき、ナロウギャップ4全体を全自動的に溶接ビード10で満たす。
(もっと読む)
原子力発電プラント用炉心シュラウドの製造方法及び原子力発電プラント構造物
【課題】
本発明は、原子力発電プラントの溶接構造を有する炉心シュラウドをレーザ溶接で製造する場合に、開先部の組み立てが容易で、かつ、溶接部の凝固収縮に伴う、塑性変形領域及び残留応力が極力小さい溶接継手部が得られる原子力プラント用炉心シュラウドの製造方法及び原子力発電プラント構造物を提供するにある。
【解決手段】
炉心シュラウドを構成する複数の部材の突き合せ部を溶接するにあたり、突き合せ部には、ルート面を設け、かつルート面の長さを、前記複数の部材の突き合せ部の薄い方の板厚の25%から95%とし、ルート面以外には狭開先を設け、溶接ワイヤを用いたレーザ溶接により前記突き合せ部を溶接することを特徴とする。
(もっと読む)
突き合わせ溶接部並びに融接および摩擦撹拌溶接を使用する製造方法
本開示の一形態では、突き合わせ溶接部は、2つ以上の当接する構造用鋼部品であって、部品の一方の側の接合面には好適な形状の溶融ルート溶接溝を形成するように開先加工が施され、部品の反対側の接合面には開先加工が施されておらず、部品の開先加工されている側の第1溶融ルート溶接部と部品の開先加工されていない側の第2摩擦撹拌溶接部とにより相互接続された部品を有し、第1溶融ルート溶接部は、幅が7mm〜30mmの範囲であり、溶込み深さが2mm〜20mmの範囲であり、かつオーバーフィルが2mm〜5mmの範囲であり、第2摩擦撹拌溶接部の撹拌部は、第1溶融ルート溶接部に溶け込む。本突き合わせ溶接部および製造方法は、石油およびガス生産用のラインパイプの接合に応用される。 (もっと読む)
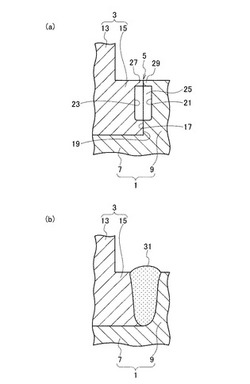
レーザ溶接方法
【課題】貫通溶接における被加工物の外観を良好なものとすることができるレーザ溶接方法を提供する。
【解決手段】レーザ溶接方法では、一方の金属板10aに溝部Gを形成しておくことにより、溝部Gの底部Gaに貫通溶接部24を形成する。そして、溝部Gを埋めるように貫通溶接部24の表面24aにロウ付け部27を形成する。溶接後のワークWにおいては、ロウ付け部27によって貫通溶接部24の少なくとも一方側が表面Waに露出しなくなるので、ワークWの外観が良好なものとなる。
(もっと読む)
鋼板の溶接方法
【課題】貫通孔全体の孔径を大きくすることなく、溶接部をねらい易く、且つ溶接欠陥の発生を確実に防止することを可能にした鋼板の溶接方法を提供する。
【解決手段】 本発明に係る鋼板の溶接方法は、重ねられた第1鋼板1と第2鋼板2のうち、第1鋼板1に貫通孔3を形成し、貫通孔3に溶加材5を挿入し溶融してこれらの鋼板を接合する鋼板の溶接方法である。第1鋼板1は、溶加材5の挿入側に配置される第1主面1aと、第2鋼板2と接触する第2主面1bとを備える。貫通孔3は、第1主面1aに位置する第1開口3a、及び第2主面1bに位置する第2開口3bを有する。貫通孔3の孔径は、第2開口3bから第1開口3aに向かって漸次広がっている。
(もっと読む)
溶接方法及びその方法で溶接された溶接構造体
【課題】溶接方法において、溶接部の溶接状態を目視で容易に外観検査できることである。
【解決手段】第一金属部材10と第二金属部材12とを重ね合わせて溶接する溶接方法であって、第一金属部材10に開口を形成する開口形成工程と、第一金属部材10に形成した開口を第二金属部材12に重ね合わせて凹部18を形成し、凹部18に金属片を挿入して溶接予備基体16を組み立てる溶接予備基体組立工程と、凹部18をレーザ光を照射して加熱して、第一金属部材10と、第二金属部材12と、金属片と、を溶融凝固して接合する接合工程と、を備える。
(もっと読む)
溶接構造
【課題】位置決め用の治具を用いることなく、第1の板材と第2の板材とを精度よく位置決めした状態で溶接すること。
【解決手段】溶接構造体11は、水平鋼板12と垂直鋼板13とが溶接されることで構成されている。水平鋼板12にはスロット16が設けられている。垂直鋼板13にはスロット16に対して嵌め込まれる突起15が設けられている。そして、スロット16には、第2基準面18と、第2基準面18とは反対側に設けられたクランプ部20とが設けられている。そして、クランプ部20には第2基準面18側の側部に傾斜面が設けられ、スロット16に突起15が嵌め込まれた状態では、クランプ部20は第2基準面18側とは反対側に曲げ変形し、突起15は第2基準面18に押し付けられている。
(もっと読む)
差込溶接式管継手用構造材
【課題】 溶接入熱の少しのバラつきでも、十分な溶込みが得られる差込溶接式管継手を提供する。
【解決手段】 差込口に配管が差し込まれすみ肉溶接される差込溶接式管継手用構造材であって、差込口の端面の内径側周囲に、すみ肉溶接時の溶接入熱で溶融する微小突起部を備える。
(もっと読む)
過酷な環境の応用のための傾斜熱膨張係数により接合された複合構造
【課題】異なる熱膨張係数(CTE)を有する部材の一体化構造を提供する。
【解決手段】傾斜された熱膨張係数(CTE)を有する一体化された複合構造は、傾斜されたCTEを有する材料の複数の層を選択し、CTEの傾斜された層化複合物またはニアネットシェイプを生成するために溶接、ろう付け、または固体状態結合のような接合方法を使用することにより形成される。一体化された複合ビレットまたはニアネットシェイプはその後、第1のCTEを有する第1の構造部材の取付けのための第1の表面を生成し、第2のCTEを有する第2の構造部材の取付けのための第2の表面とを生成するように処理される。
(もっと読む)
71 - 80 / 126
[ Back to top ]