
燃料電池用ステンレス鋼分離板及びその製造方法
【課題】燃料電池用ステンレス鋼分離板の耐食性の向上。
【解決手段】ニッケル、クロム及び鉄成分を含み、表面に不動態被膜200を有するステンレス鋼板110を用意する段階(A)と、前記不動態被膜200を硫酸が含まれたエッチング溶液400に沈積しエッチングすることにより、あるいは硫酸溶液に沈積し0〜0.4V又は0.8〜1.0V(SHE)の電位を印加させることによって電気化学的にエッチングすることにより、前記ステンレス鋼板110の表面に形成された不動態被膜200内部の鉄成分を選択的に低減させる段階(B)とを含む。
【解決手段】ニッケル、クロム及び鉄成分を含み、表面に不動態被膜200を有するステンレス鋼板110を用意する段階(A)と、前記不動態被膜200を硫酸が含まれたエッチング溶液400に沈積しエッチングすることにより、あるいは硫酸溶液に沈積し0〜0.4V又は0.8〜1.0V(SHE)の電位を印加させることによって電気化学的にエッチングすることにより、前記ステンレス鋼板110の表面に形成された不動態被膜200内部の鉄成分を選択的に低減させる段階(B)とを含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、燃料電池用ステンレス鋼分離板及びその表面処理方法に関するもので、より詳細には、伝導性及び耐食性を向上させるために表面を改質した燃料電池用ステンレス鋼分離板及びその表面処理方法に関するものである。
【背景技術】
【0002】
一般的に、燃料電池は、水素と酸素の酸化及び還元反応を用いて化学エネルギーを電気エネルギーに変換する発電装置である。
【0003】
燃料極(anode)では、水素が酸化されて水素イオンと電子とに分離され、水素イオンは電解質を介して空気極(cathode)に移動する。このとき、電子は、回路を介して空気極に移動する。空気極では、水素イオン、電子及び酸素が反応して水になる還元反応が起こる。
【0004】
燃料電池の単位セルの場合、低い電圧によって実用性が劣るので、一般的に、数個から数百個の単位セルを積層して使用する。単位セルの積層時、単位セル間の電気的接続がなされるようにし、反応ガスを分離させる役割をするのが分離板(seperator:セパレータ)である。
【0005】
従来は黒鉛で製造されたセパレータを主に用いていたが、黒鉛の脆性及び製造単価が高いことから、最近は金属で形成されたセパレータが活発に開発されている。
【0006】
このとき、セパレータは、各単位セルを電気的に連結しなければならないので、充分な伝導性を備えなければならない。また、燃料電池内部の環境は、水素イオンの濃度が高く、高温で、腐食が容易に生じる環境であるので、前記セパレータは充分な耐食性を備えなければならない。
【0007】
前記セパレータの伝導性及び耐食性を確保するための技術として、特許文献1及び特許文献2には、金属分離板の表面に金などの貴金属めっきを行い、耐食性及び電気伝導性を確保する技術が開示されている。
【0008】
このような技術によれば、耐食性及び電気伝導性の改善効果はあるが、製造コストが高く、ピンホールなどの欠陥が発生するので、実用性が劣る。
【0009】
また、特許文献3及び特許文献4には、コスト節減のために金属分離板の表面に非常に薄く金めっきを行う技術が開示されている。しかしながら、金コーティング時に水素発生によってピンホールが生成され、腐食が発生する可能性が高く、金が薄くコーティングされたとしても、他の湿式コーティングに比べて依然として高いコストがかかる。
【0010】
また、特許文献5には、コストが比較的低廉な炭素粒子を金属分離板の表面に分散した後、これを圧延及び熱処理を通して不動態被膜に拡散させ、電気伝導性を改善する技術が開示されている。
【0011】
しかしながら、拡散させた炭素と不動態被膜に多量に存在するクロムとの結合によってクロム炭化物を析出させることによって、クロム含量を減少させる。その結果、素材表面の耐食性を低下させ、燃料電池の性能に悪影響を及ぼす。
【0012】
また、燃料電池が自動車に適用される場合、運転中の振動などによって炭素粒子が剥離されやすく、適切な前処理をしないと、金属分離板の原素材であるステンレス鋼の接触抵抗が高いことから、ステンレス鋼を金属分離板として使用するのは不適切であった。
【0013】
また、特許文献6には、Tiを高温で窒化処理し、TiN被膜を形成する方法が開示されており、特許文献7には、Ti薄板をプレス成形することによってガス及び冷却水流路を形成した後、セパレータ素材を、スパッタリング工程によって還元ガス雰囲気中に配置し、その表面にプラズマ窒化処理によって窒素拡散層を形成する方法が開示されているが、高価なTi素材の使用及び真空処理工程によって生産性が低下するので、商業化することが難しい。
【0014】
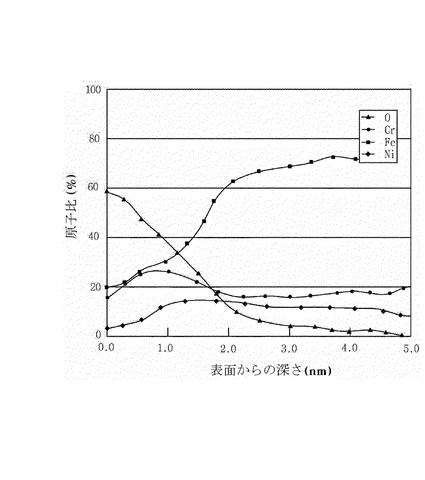
図1は、従来の商業用ステンレス鋼板の表面からの深さによる原子比の変化を示した図である。
【0015】
ステンレス鋼板には、表面から前記ステンレス鋼板の内部方向に約1.5nmまで鉄(Fe)と酸素(O)が多量に含まれた不動態被膜が形成されている。
【0016】
前記不動態被膜には、鉄、ニッケル、クロムなどの金属成分が含まれており、前記各金属成分が外部環境で酸素などと結合することによって、前記不動態被膜に酸化膜が形成される。
【0017】
このように、前記ステンレス鋼板の表面にFeとOが結合されて形成されたFeO、Fe2O3、Fe3O4などの鉄酸化被膜は、燃料電池が作動する80℃の高温の硫酸雰囲気で分離板の腐食を抑制することができず、不導体であるので、前記分離板の電気伝導性を低下させ、燃料電池の性能を低下させるという問題をもたらす
【先行技術文献】
【特許文献】
【0018】
【特許文献1】特開平11−162478公報
【特許文献2】特開平10−228914号公報
【特許文献3】特開2003−276249号公報
【特許文献4】特開2003−272653号公報
【特許文献5】国際公開公報WO99/19927
【特許文献6】特開2000−353531号公報
【特許文献7】国際公開公報WO2005/124913 Al
【発明の開示】
【発明が解決しようとする課題】
【0019】
本発明は、ステンレス鋼板の表面改質を通して不動態被膜に多量に存在するFeを選択的に溶解させ、クロム(Cr)の成分比が増加した不動態被膜を製造することができる燃料電池用ステンレス鋼分離板及びその表面処理方法を提供することを目的とする。
【0020】
また、本発明は、商用化されたステンレス鋼板のエッチング工程のみで不動態被膜の伝導性及び耐食性を向上させることができる燃料電池用ステンレス鋼分離板及びその表面処理方法を提供することを目的とする。
【0021】
また、本発明は、金属イオンの溶出量が少なく、燃料電池の長時間運転後にも性能を低下させない燃料電池用ステンレス鋼分離板及びその表面処理方法を提供することを目的とする。
【0022】
また、本発明は、伝導性、耐食性及び耐久性が向上した燃料電池用ステンレス鋼分離板及びこれを用いた燃料電池を提供することを目的とする。
【課題を解決するための手段】
【0023】
本発明の目的を達成するための手段として、燃料電池用ステンレス鋼分離板の表面処理方法は、ニッケル、クロム及び鉄成分を含み、表面に不動態被膜を有するステンレス鋼板を用意する段階と、前記ステンレス鋼板を、50℃〜70℃の温度で、30秒〜30分間硝酸(HNO3)及び硫酸(H2SO4)が混合されたエッチング溶液に沈積させることによって、前記ステンレス鋼板の表面に形成された不動態被膜内部の鉄成分を選択的に低減させる段階とを含むことを特徴とする。
【0024】
本発明の目的を達成するための手段として、燃料電池用ステンレス鋼分離板の表面処理方法は、ニッケル、クロム及び鉄成分を含み、表面に不動態被膜を有するステンレス鋼板を用意する段階と、前記不動態被膜を、硝酸(HNO3)、硫酸(H2SO4)を基本溶液とし、前記基本溶液にシュウ酸(C2H2O4)又は過酸化水素(H2O2)のうちいずれか一つが混合されたエッチング溶液に沈積させることによって、前記ステンレス鋼板の表面に形成された不動態被膜内部の鉄成分を選択的に低減させる段階とを含むことを特徴とする。
【0025】
本発明の目的を達成するための手段として、燃料電池用ステンレス鋼分離板の表面処理方法は、ニッケル、クロム及び鉄成分を含み、表面に不動態被膜を有するステンレス鋼板を用意する段階と、前記不動態被膜を硫酸(H2SO4)が含まれたエッチング溶液に沈積し、0〜0.4又は0.8〜1.0V(SHE)の電位を印加させることによって、前記ステンレス鋼板の表面に形成された不動態被膜内部の鉄成分を選択的に低減させる段階とを含むことを特徴とする。
【発明の効果】
【0026】
本発明に係る商業用ステンレス鋼板を酸性水溶液に沈積してエッチングすることによって、耐腐食性及び電気伝導性が向上し、製造時間及び費用を節減することができ、水溶液の混合比及び沈積時間の調節のみで不動態被膜の成分組成を調節可能であり、品質管理が容易である。
【0027】
また、本発明に係る燃料電池用ステンレス鋼分離板の表面処理方法は、ステンレス鋼板をスタンピングし、脱脂した後で酸性水溶液に沈積し、燃料電池用ステンレス鋼分離板に要求される物性値を達成することができ、連続生産が可能であり、製造時間が短く、既存の商業用ステンレス鋼板を用いて製造することができ、素材確保が容易である。
【0028】
また、本発明に係る燃料電池用ステンレス鋼分離板の表面処理方法は、ステンレス鋼板をアルカリ性溶液で脱脂することによって、エッチングに用いられる酸性水溶液を脱脂に用いられたアルカリ性溶液と撹拌して中和することができるので、廃水処理が容易である。
【0029】
また、本発明に係る燃料電池用ステンレス鋼分離板の表面処理方法は、それによって製造された燃料電池用ステンレス鋼分離板からの金属イオンの溶出量が燃料電池の運転中に少なく、電解質膜の汚染を低減することができ、長期的な性能に優れる。
【0030】
また、本発明に係る燃料電池用ステンレス鋼分離板の表面処理方法は、商業用コーティング工程なしにエッチング工程のみで燃料電池用ステンレス鋼分離板に要求される物性値を満足することができ、費用及び時間を節減することができる。
【図面の簡単な説明】
【0031】
【図1】従来の商業用ステンレス鋼板の表面からの深さによる原子比の変化を示した図である。
【図2】本発明に係る燃料電池用ステンレス鋼分離板をエッチング溶液を用いて製造する過程を概略的に示した図である。
【図3】本発明に係るステンレス鋼板の表面からの組成を原子比で示した図である。
【図4】本発明に係るエッチング溶液を用いてエッチングされたステンレス鋼板の接触抵抗を示した図である。
【図5】本発明に係るステンレス鋼板の電気化学的エッチング領域を概略的に示した図である。
【図6】本発明に係る電気化学的エッチングによってエッチングされたステンレス鋼板の表面からの深さによる原子比を示した図である。
【図7】本発明に係る燃料電池用分離膜製造工程によって不動態被膜のエッチングが行われたステンレス鋼板の接触抵抗を実験する実験装置を示した図である。
【図8】本発明に係る燃料電池用分離板製造工程によって製作された燃料電池用分離板を使用した燃料電池の長期性能評価の結果を示した図である。
【発明を実施するための最良の形態】
【0032】
本発明に使用されるステンレス鋼板は、0.08wt%以下の炭素(C)、16〜28wt%のクロム(Cr)、0.1〜20wt%のニッケル(Ni)、0.1〜6wt%のモリブデン(Mo)、0.1〜5wt%のタングステン(W)、0.1〜2wt%のスズ(Sn)、0.1〜2wt%の銅及びその他残量として鉄(Fe)を含むステンレス鋼板であることを特徴とする。
【0033】
前記ステンレス鋼板を前記エッチング溶液に沈積させるのは、工程時間を短縮するために30秒〜10分間進行されることを特徴とする。
【0034】
前記鉄成分の低減段階によって鉄成分が低減された不動態被膜は、原子量比率を基準にして(クロム+ニッケル)/鉄成分((Cr+Ni)/Fe)が1以上に形成され、このとき、鉄成分が低減された不動態被膜は、クロム(Cr)成分を20〜75wt%含み、鉄(Fe)成分を30wt%以下含んでいることを特徴とする。
【0035】
以下、図面を参照して本発明をより詳細に説明する。
【0036】
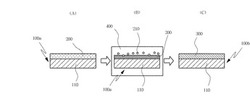
図2は、本発明に係る燃料電池用ステンレス鋼分離板をエッチング溶液を用いて製造する過程を概略的に示した図である。
【0037】
図2を参照すれば、ステンレス鋼板110を用意した後、前記ステンレス鋼板110の表面に約1.5?の厚さに被膜200が形成されている分離板100aを用意する(A)段階を実施する。
【0038】
前記ステンレス鋼板110は、0.08wt%以下の炭素(C)、16〜28wt%のクロム(Cr)、0.1〜20wt%のニッケル(Ni)、0.1〜6wt%のモリブデン(Mo)、0.1〜5wt%のタングステン(W)、0.1〜2wt%のスズ(Sn)、0.1〜2wt%の銅及びその他残量として鉄(Fe)を含んでいる。
【0039】
前記ステンレス鋼板110の表面には、鉄、ニッケル、クロムなどの多数の成分が酸化された被膜200が形成される。
【0040】
そして、前記分離板100aをエッチング溶液400に沈積させる(B)段階を実施する。ここで、前記エッチング溶液400は、前記被膜200に含まれた金属成分のうち鉄成分210を選択的に溶解させる。
【0041】
(B)段階の実施後、前記分離板100aを前記エッチング溶液400から取り出す(C)段階を実施する。ここで、前記被膜200は、前記エッチング溶液400によって約1.0?の厚さにエッチングされる。
【0042】
このように、前記エッチング溶液400によって前記被膜200の厚さが低減された不動態被膜300を有する燃料電池用ステンレス鋼分離板100bを形成することができる。
【0043】
したがって、前記燃料電池用ステンレス鋼分離板100bは、電解質水素、酸素及び常温より高い温度の燃料電池の環境下で作動するために電流を移動させなければならないので、高い伝導性を有さなければならないが、前記エッチング工程のみで厚さが減少したクロム(Cr)及びニッケル(Ni)成分の不動態被膜300は、向上した電気伝導度を有する燃料電池用ステンレス鋼分離板100bを提供することができる。
【0044】
すなわち、エッチング工程後、不動態被膜300内で酸化被膜の厚さが減少しながらクロム(Cr)及びニッケル(Ni)成分が濃縮されることによって、前記燃料電池用ステンレス鋼分離板100bの電気伝導性及び耐食性を向上させることができる。
【0045】
一方、前記ステンレス鋼板110の表面には、Fe2O3、Fe3O4、Cr2O3及びNi2O3成分を含む被膜200が形成されている。
【0046】
前記被膜200によってステンレス鋼板110の耐食性は満足するが、厚い厚さ及び多量に存在する酸化物によって伝導性が低下してしまう。
【0047】
したがって、化学的エッチングまたは電気化学的エッチングを通して前記被膜200のうちFe2O3を選択的に低減させ、不動態被膜300を形成することが望ましい。
【0048】
ここで、選択的エッチングが可能な理由は、鉄(Fe)成分が、低い腐食電位を有し、酸で容易に溶解される性質を有するのに比べて、クロム(Cr)成分は、高い腐食電位を有し、Feに比べて容易に溶解されないためである。
【0049】
ここで、前記酸化クロム(Cr2O3)は、優れた耐食性を有するので、酸化鉄(Fe2O3)を選択的にエッチング及び低減させ、前記ステンレス鋼板110の表面にクロム(Cr)成分を豊富にすることができる。
【0050】
また、ニッケル(Ni)成分は、クロム(Cr)に比べて多少低い耐食性を有するが、高い伝導性を有するので、燃料電池用ステンレス鋼分離板100bの物性値を向上させるのに役立つ。
【0051】
これによって、前記不動態被膜300に含まれている前記鉄(Fe)成分の溶解により、エッチング工程後、不動態被膜300内のクロム(Cr)及びニッケル(Ni)成分の重量比が増加するようになる。
【0052】
前記被膜200がエッチングされた前記不動態被膜300では、原子量比率を基準にして(クロム+ニッケル)/鉄成分((Cr+Ni)/Fe)は1以上であり、エッチングされた前記不動態被膜300内部のクロム(Cr)成分は20〜75wt%含み、鉄(Fe)成分は30wt%以下含んでいる。
【0053】
前記燃料電池用ステンレス鋼分離板100bは、電解質、水素、酸素及び常温より高い温度の燃料電池の環境下で作動するために耐食性を有さなければならないが、前記エッチング工程のみで重量比が増加したクロム(Cr)及びニッケル(Ni)成分の不動態被膜300は、向上した耐食性を有する燃料電池用ステンレス鋼分離板100bを提供することができる。
【0054】
図3は、本発明に係るステンレス鋼板の表面からの組成を原子比で示した図である。
【0055】
本発明に係る第1のエッチング溶液として、硝酸(HNO3)と硫酸(H2SO4)との混合液を用いて前記ステンレス鋼板に形成されている前記被膜をエッチングすることができる。前記第1のエッチング溶液で、前記硝酸(HNO3)は前記不動態被膜を形成する役割をし、前記硫酸(H2SO4)は鉄(Fe)成分を選択的に溶解させる役割をすることができる。
【0056】
前記第1のエッチング溶液は、純粋な硝酸(HNO3)5〜20wt%、純粋な硫酸(H2SO4)2〜15wt%、及び残量として水を含んでおり、前記第1のエッチング溶液の温度は50℃〜70℃にすることが適切であり、エッチング時間は、30秒〜30分以下にするが、処理時間による生産性を考慮して30秒〜10分以下にし、硝酸及び硫酸の濃度を調節することが望ましい。
【0057】
本発明に係る第2のエッチング溶液は、前記第1のエッチング溶液(硝酸+硫酸)にシュウ酸及び過酸化水素(H2O2)から選択されたいずれか一つ又は両方を添加し、ステンレス鋼板の表面エッチング速度を加速化させることもできる。
【0058】
前記第2のエッチング溶液は、純粋な硝酸(HNO3)5〜20wt%、純粋な硫酸(H2SO4)2〜15wt%、純粋なシュウ酸0.5〜10wt%、及び残量として水を含むことができる。
【0059】
また、前記第2のエッチング溶液は、純粋な硝酸(HNO3)5〜20wt%、純粋な硫酸(H2SO4)2〜15wt%、純粋な過酸化水素(H2O2)0.5〜10wt%、及び残量として水を含むことができる。
【0060】
前記第2のエッチング溶液の温度は50℃〜70℃にすることが適切であり、エッチング時間は、30秒〜30分以下にするが、処理時間による生産性を考慮して30秒〜10分以下にし、硝酸及び硫酸の濃度を調節することが望ましい。
【0061】
図3に示した成分分布を有するステンレス鋼板は、10%硝酸+5%硫酸+5%シュウ酸からなる60℃の第2のエッチング溶液によって3分間エッチングされた。
【0062】
前記エッチング溶液の温度が高く、沈積時間が長くなれば、反応が活性化され、硫酸や硝酸の含量を増加させるのと類似した効果を奏すことができる。
【0063】
しかしながら、前記エッチング溶液とステンレス鋼板との反応時間をより長くするほど、前記燃料電池用ステンレス鋼分離板の生産性が低下し、製造コストが増加するようになる。
【0064】
このような点を考慮するとき、エッチング溶液の温度は50℃〜70℃にすることが適切であり、エッチング時間は、30秒〜30分以下にするが、処理時間による生産性を考慮して30秒〜10分以下にし、硝酸及び硫酸の濃度を調節することが望ましい。
【0065】
前記エッチング溶液によって実施したエッチング工程で、前記ステンレス鋼板の不動態被膜の厚さが約1.0?に薄くなる。また、前記不動態被膜の成分のうちクロム(Cr)とニッケル(Ni)の原子比が増加したことが分かる。
【0066】
ここで、前記不動態被膜は、鉄成分を30wt%以下含んでおり、前記クロムを20〜75wt%含むことができる。
【0067】
このように、硫酸(H2SO4)及び硝酸(HNO3)などを含むエッチング溶液を用いて不動態被膜内の鉄(Fe)成分を選択的に低減し、Cr及びNiの重量比を高めることによって、ステンレス鋼板の耐腐食性を向上させることができ、前記クロムとニッケルの成分比を増加させることによって伝導性を向上させることができる。
【0068】
したがって、前記鉄(Fe)成分に比べて優れた電気伝導性及び耐食性を有するクロム(Cr)とニッケル(Ni)の含量比が高くなるにつれて、前記不動態被膜の電気伝導性及び耐食性が向上するようになる。
【0069】
また、本発明の燃料電池用ステンレス鋼分離板を燃料電池に用いれば、前記燃料電池の耐久性、安定性及び信頼性を高めることができる。
【0070】
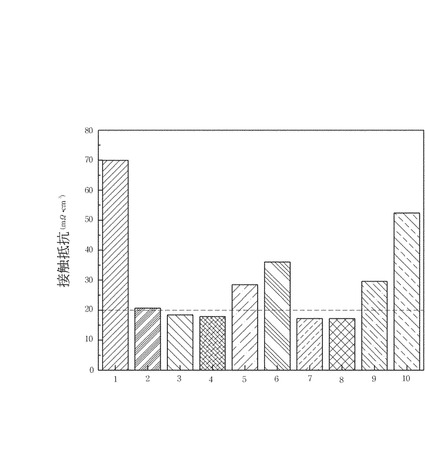
図4は、本発明に係るエッチング溶液を用いてエッチングされたステンレス鋼板の接触抵抗を示した図である。ここで、図4は、前記ステンレス鋼板の沈積時間及び多様なエッチング条件で形成される前記ステンレス鋼板の接触抵抗を示す。また、表1は、図4のX軸に示した試片を示したものである。
【0071】
燃料電池用ステンレス鋼分離板は、接触抵抗を20mΩ・cm2以下にすることが望ましい。表1を参照すれば、燃料電池用ステンレス鋼分離板として用いられるように接触抵抗の観点で物性値を満足する条件は、NO.2、3、4、7及び8である。
【0072】
前記燃料電池用ステンレス鋼分離板を形成するためのエッチング溶液として、HNO3+H2SO4に混合した第1のエッチング溶液、及びHNO3+H2SO4+(シュウ酸及び過酸化水素(H2O2)から選択されたいずれか一つの溶液)に混合した第2のエッチング溶液が適切であることが分かる。
【0073】
【表1】

【0074】
図4を参照して、NO.2〜5を比較すると、エッチング時間が30秒から10分まで増加するに伴って接触抵抗が減少するが、エッチング時間の延長に伴う接触抵抗の減少幅が多少低下することが分かる。したがって、伝導性及び耐食性を満足する条件下で適当なエッチング時間を選択し、処理時間を短縮することによって製造工程を簡素化する必要がある。
【0075】
また、NO.3、7及び8を比較すると、エッチング時間は同一であるが、NO.7及び8の場合、接触抵抗がより低減したことが分かる。これは、エッチング溶液に混合されたシュウ酸溶液又は過酸化水素(H2O2)が硝酸(HNO3)及び硫酸(H2SO4)と鉄(Fe)成分との間の反応性を高めて、前記ステンレス鋼板のエッチング速度及びエッチング効果を向上させたものと見られる。
【0076】
このように、水溶液の濃度及び沈積時間の調節を通して、簡単に燃料電池用ステンレス鋼分離板の電気伝導性及び耐腐食性を調節することができ、燃料電池用ステンレス鋼分離板の要求物性値を容易に満足させられる。また、燃料電池用ステンレス鋼分離板の表面処理方法でコーティング工程などを省略することができ、商業用ステンレス素材を使用することによって前記燃料電池用ステンレス鋼分離板の製造原価及び製造時間を節減することができる。
【0077】
また、本発明に係る他の実施例で、硫酸(H2SO4)溶液にステンレス鋼板を沈積し、電位を印加する電気化学的エッチングを通して前記ステンレス鋼板の不動態被膜をエッチングし、電気伝導性及び耐腐食性を向上させることができる。
【0078】
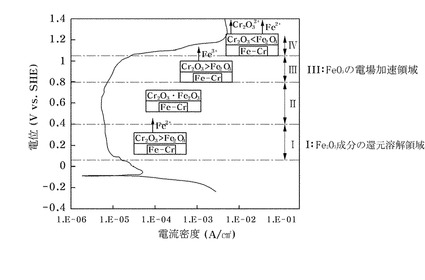
図5は、本発明に係るステンレス鋼板の電気化学的エッチング領域を概略的に示した図である。ここで、図5は、印加電位による概略的な不動態被膜の成分比及び溶解される成分を示し、エッチング溶液としては0.1N(Nは、ノルマル濃度)の硫酸(H2SO4)水溶液を用いた。
【0079】
図5を参照すれば、I領域は、不動態被膜に含まれたFe2O3成分が還元・溶解される領域を示し、II領域は、Fe2O3及びCr2O3の二つの成分がほぼ溶解されない領域を示す。
【0080】
そして、III領域は、Fe2O3成分が急速に溶解される領域を示し、IV領域は、不動態被膜を構成する主成分であるCr成分が溶解されはじめる過不動態領域を示す。
【0081】
前記ステンレス鋼板の陽極酸化被膜が形成されはじめる初期段階である−0.05Vで生成される酸化被膜では、鉄(Fe)がFeOとγ−FeOOHに酸化されはじめ、クロム(Cr)はCrO2及びCr(OH)3・4H2Oに酸化されはじめる。
【0082】
不動態被膜の生成がほぼ完了した0.4Vでは、鉄(Fe)はα−FeOOH、γ−FeOOHになり、クロム(Cr)はCrO3とCr2O3になる。
【0083】
前記鉄(Fe)としては、α−FeOOH及びγ−FeOOHのように−OH基を有する化合物が安定的であり、クロム(Cr)としては、結合水が分離されたCrO3とCr2O3が安定的である。ステンレス鋼の耐食性は、α−FeOOH、γ−FeOOH、CrO3及びCr2O3などの化合物の安定性に起因する。
【0084】
硫酸(H2SO4)水溶液に0〜0.4又は0.8〜1.0Vの電位を印加し、ステンレス鋼板の電気化学的エッチング領域を示した図面を見ると、I領域では鉄(Fe)の選択的溶解が適切に起こり、II領域では実質的な不動態被膜の生成が完了する。IV領域では、FeとCrの溶解が同時に起こり、FeとCrが過度に溶解されるので、伝導性及び耐食性が低下することもある。
【0085】
このように、電位の操作及び水溶液の濃度調節のみでステンレス鋼板の不動態被膜で所望の成分を選択的に溶解させ、ステンレス鋼板の耐腐食性及び電気伝導性を調節することができる。
【0086】
したがって、硫酸(H2SO4)水溶液に0〜0.4又は0.8〜1.0Vの電位を印加し、ステンレス鋼板をエッチングすることが望ましい。
【0087】
図6は、本発明に係る電気化学的エッチングによってエッチングされたステンレス鋼板の表面からの深さによる原子比を示した図である。
【0088】
ここで、エッチング溶液としては、60℃の0.1N H2SO4溶液を使用し、前記エッチング溶液にそれぞれ0.2VとSHEの電位を印加した溶液に3分間電気化学的にエッチングしたステンレス鋼板を用いて表面からの深さによる原子比を測定した。
【0089】
図6を参照すれば、エッチングされる前の素材であるステンレス鋼板の表面からの深さによる原子比と比較したとき、エッチング後の不動態被膜の厚さは約1.0nmに低減したが、不動態被膜内のCr及びNiの原子比が増加したことが分かる。
【0090】
したがって、酸素(O)及び鉄(Fe)の含量が低くなり、電気伝導性及び耐腐食性が向上することを期待することができる。
【0091】
また、本発明に係る燃料電池用ステンレス鋼分離板の製造方法では、前記ステンレス鋼板をスタンピングする工程を通して水素、酸素、冷却水などが通過可能な流路を形成することができる。
【0092】
そして、前記ステンレス鋼板をアルカリ溶液で脱脂した後、エッチング工程を実施して不動態被膜にCr及びNiを濃縮し、燃料電池用ステンレス鋼分離板の電気伝導性及び耐腐食性を向上させることができる。したがって、前記燃料電池用ステンレス鋼分離板の表面処理工程のエッチング工程は、スタンピング工程後又はスタンピング工程前のうちいずれか一つの実施例によって実施することができる。
【0093】
このように、燃料電池用ステンレス鋼分離板の電気伝導性及び耐腐食性の向上は、エッチング溶液にステンレス鋼板を沈積させたり、前記エッチング溶液にステンレス鋼板を沈積させて電位を印加する簡単な工程によって達成される。
【0094】
したがって、燃料電池用ステンレス鋼分離板の製造時間を短縮することができ、スタンピング、脱脂及びエッチング工程を連続的に行えるので、前記燃料電池用ステンレス鋼分離板の製造費用を節減できるようになる。
【0095】
また、脱脂にアルカリ溶液を用いれば、その後、エッチング溶液と脱脂溶液を撹拌して中和することができ、廃水処理を行えるようになる。そのため、廃水処理が容易になる。
【0096】
図7は、本発明に係る燃料電池分離膜製造工程によって不動態被膜のエッチングが行われたステンレス鋼板の接触抵抗を実験する実験装置を示した図である。
【0097】
図7を参照すれば、ステンレス鋼板1の両面にカーボン紙2を接触させ、カーボン紙2の外側に電圧計V、電流計A及び電源供給部(図示せず)を含む回路に連結された銅板3をそれぞれ用意する。
【0098】
前記銅板3には、50〜150N/cm2の圧力が加えられ、5Aの電流が印加される。接触抵抗は20mΩ・cm2以下であることが望ましい。
【0099】
また、腐食電流は、80℃の0.1N H2SO4+5ppm HF溶液に1時間の間沈積し、N2バブリング後に測定する。測定比較は、PEFC(Polymer Electrolyte Fuel Cell)の還元極(cathode)の環境と類似した環境である0.6V vs SCE(Saturated Calomel reference electrode、カロメル電極を基準電極として使用)の電圧を印加し、腐食電流を測定して比較する。前記腐食電流は1μA/cm2以下であることが望ましい。
【0100】
表2は、前記のような燃料電池用ステンレス鋼分離板の物性評価方法による本発明の各実験例及び各比較例の物性を測定して整理した表である。
【0101】
【表2】
【0102】
発明例1〜発明例9及び発明例12〜発明例19では、化学的エッチングを用いてステンレス鋼板をエッチングし、発明例10、11及び発明例20、21では、電気化学的エッチングを用いてステンレス鋼板をエッチングした。
【0103】
ここで、一般的な燃料電池用ステンレス鋼分離板の物性値は、接触抵抗が20mΩ・cm2以下で、耐食性が1μA/cm2以下であることが要求される。
【0104】
発明例1〜発明例6及び比較例1、2をそれぞれ説明すれば、ステンレス鋼板の沈積時間のみに差があり、前記比較例1、2では、前記発明例1〜発明例6と同一の組成で10秒間沈積してエッチングした結果、接触抵抗及び腐食電流のいずれもが目標値より大きいことが分かる。
【0105】
したがって、化学的エッチングでは、エッチング溶液にステンレス鋼板を30秒を超える時間の間沈積することが望ましい。
【0106】
しかしながら、発明例1〜発明例4から分かるように、30秒から30分に処理時間を増加させる間に接触抵抗値が減少するが、処理時間の延長に伴う減少幅が鈍化することが分かる。したがって、工程を簡素化させるために、物性を満足する範囲で適切な処理時間を選択する必要がある。
【0107】
発明例4〜発明例9及び発明例14〜発明例19と、比較例3〜比較例5及び比較例8〜比較例12は、HNO3、H2SO4、シュウ酸、H2O2以外の酸容液を混合したエッチング溶液を用いてステンレス鋼板をエッチングした結果を示す。
【0108】
発明例3〜発明例9及び発明例14〜発明例19のいずれにおいても、目標値に該当する接触抵抗及び腐食電流の特性を示すことが分かる。
【0109】
しかしながら、比較例3〜比較例5及び比較例8〜比較例12のいずれにおいても、エッチング溶液に3分以上ステンレス鋼板を沈積したが、エッチング溶液の組成、濃度、温度などの処理条件を変更したので、接触抵抗及び腐食電流が目標値より大きく示された。
【0110】
エッチング溶液の濃度が過度に低いか、同一の組成で処理時間が短縮される場合、エッチング効果を発揮することができず、溶液の組成が変化する場合にも、鉄(Fe)酸化被膜の選択的溶解が行われないので、物性を向上させることができない。
【0111】
したがって、比較例3〜比較例5及び比較例8〜比較例12のエッチング溶液及び処理条件は、本発明に係る燃料電池用ステンレス鋼分離板の不動態被膜をエッチングするためのエッチング溶液及び処理条件としては適当でないものと見られる。
【0112】
一方、発明例10、11、発明例20、21、比較例6、7及び比較例13、14においては、電気的エッチングを用いてステンレス鋼板をエッチングした。
【0113】
発明例10、11、発明例20、21及び比較例13、14を互いに比較して説明すれば、30秒だけで電気化学的エッチングを行った場合にも接触抵抗及び耐食性を満足することができ、硫酸のノルマル濃度によって接触抵抗及び耐食性特性が変化することが分かる。
【0114】
すなわち、硫酸の濃度は、0.01N以下では接触抵抗及び耐食性の要求値を満足させることができない。
【0115】
また、発明例10、11、発明例20、21、比較例9、10及び比較例13、14を比較すれば、0.2V区間と0.9V区間より、0.6V区間と1.2V区間で電気化学的エッチングを実施したとき、燃料電池用ステンレス鋼分離板の接触抵抗及び腐食電流がより高くなったことが分かる。
【0116】
図5を参照して説明すれば、I領域とIII領域の電位を印加する場合、Fe2O3及びFeO3が選択的に低減される。
【0117】
したがって、その他のIIとIV領域の場合、Cr2O3も同時に溶けるので、Feを選択的に低減することが難しい。したがって、I領域とIII領域の電位(ポテンシャル)を印加することが望ましい。
【0118】
ここで、前記燃料電池用ステンレス鋼分離板は、積層されて燃料電池スタックをなしており、燃料電池システムが稼働すると取り替えが難しい。
【0119】
したがって、燃料電池用ステンレス鋼分離板は、長時間稼働するとしても接触抵抗及び腐食電流があまり高くならない信頼性を有さなければならない。
【0120】
ここで、長期性能評価は、水素/空気の相対湿度が100%/100%、運転温度が70℃、水素と空気の化学量論比が1.5/2.0である条件下で行われる。
【0121】
長期性能評価は、電池を締結した後、活性化方法を通して初期電池の性能を最大化し、電流−電圧曲線(I−V Curve)測定方法を通して電池の初期性能を確認し、インピーダンス測定を通して接触抵抗及び内部抵抗を確認することができる。
【0122】
また、循環電流法(CV:Cyclic Voltammetry)を用いて、白金触媒の電気化学的な実際の反応面積測定などを通して長期耐久性能評価前の電池の初期性能及び状態を確認する。その次に、定電流(1A/cm2)印加性能評価方法を通して所定時間の間、燃料電池の耐久性能減少を測定する。
【0123】
また、耐久性能評価中に発生した金属イオン排出水をICP−MS(Inductively Coupled Plasma Mass Spectroscopy、誘導結合プラズマを用いた成分分析機器であって、MSは、試料を質量分析機で分析し、既存のICPより微小な範囲の成分を分析可能な機器)で分析し、金属イオンの溶出量を測定する。
【0124】
また、所定時間の経過後、初期電池の性能及び状態を確認した方法と同一の方法で電池の性能及び状態を測定し、電池の性能減少率を分析することができる。
【0125】
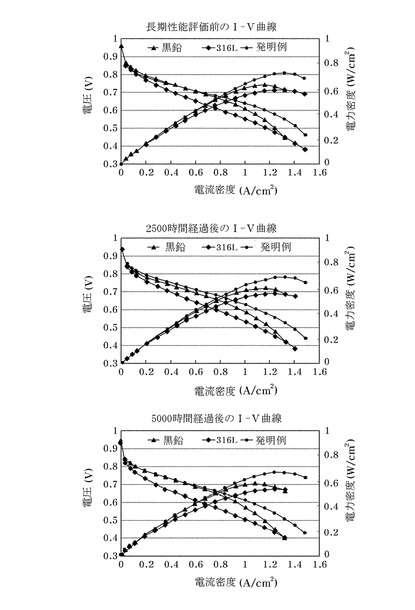
図8は、本発明に係る燃料電池用分離板製造工程によって製作された燃料電池用分離板を使用した燃料電池の長期性能評価の結果を示した図である。ここで、黒鉛分離板、SUS316L及び本発明の実施例によって製作された燃料電池用ステンレス鋼分離板の長期性能評価前のI−V曲線を説明する。
【0126】
燃料電池用ステンレス鋼分離板として用いられるために、燃料電池用ステンレス鋼分離板は、定電流(1A/cm2)の印加時、電圧が0.6V以上であることが要求される。長期性能評価前の初期電池の性能は、定電流の印加時、黒鉛分離板と本発明の燃料電池用ステンレス鋼分離板が0.6V以上で条件を満足するが、本発明の燃料電池用ステンレス鋼分離板が黒鉛分離板より高い電圧を有することが分かる。
【0127】
また、2500時間経過後のI−V曲線を見ると、前記燃料電池用ステンレス鋼分離板は、定電流の印加時、継続的に0.6V以上を維持しており、黒鉛分離板とSUS316Lは0.6V以下に低下したことが分かる。
【0128】
また、5000時間経過後のI−V曲線を見ると、黒鉛分離板とSUS316Lは、定電流の印加時、0.6V以下であるが、前記燃料電池用ステンレス鋼分離板は0.6V以上の電圧を維持している。
【0129】
これは、ステンレス鋼板のエッチングによってステンレス鋼板の不動態被膜に含まれたFe、Cr及びNiが、低い反応性を有する安定した化合物に酸化され、燃料電池の作動時、これら金属成分がイオン化され、溶出されないためであると評価される。
【0130】
また、本発明に係る燃料電池用ステンレス鋼分離板は、表面コーティング工程なしにエッチング工程のみを経るが、Fe、Cr、Niなどの金属イオンの溶出量が少なく、燃料電池の電解質膜を汚染させないので、長期運転時にも性能の低下を防止することができる。
【0131】
実際に定電流の印加条件下で5000時間作動した後、燃料電池の生成物である排出水をICP−MSで分析した結果、溶出された金属イオンの総量は300ppb以下で、エッチング加工前のステンレス鋼板から総量760ppbの金属イオンが溶出されたのに比べると非常に低い数値である。
【0132】
燃料電池の運転時、主にFe及びNiが溶出され、溶出された金属イオンが電解質膜を汚染させ、燃料電池の性能を低下させていたが、本発明によって製作された燃料電池用ステンレス鋼分離板の場合、燃料電池の長期運転時にも原素材に比べてイオン溶出量が少なく、接触抵抗の増加も大きくないので、燃料電池に用いられれば、燃料電池の性能を高められると期待される。
【技術分野】
【0001】
本発明は、燃料電池用ステンレス鋼分離板及びその表面処理方法に関するもので、より詳細には、伝導性及び耐食性を向上させるために表面を改質した燃料電池用ステンレス鋼分離板及びその表面処理方法に関するものである。
【背景技術】
【0002】
一般的に、燃料電池は、水素と酸素の酸化及び還元反応を用いて化学エネルギーを電気エネルギーに変換する発電装置である。
【0003】
燃料極(anode)では、水素が酸化されて水素イオンと電子とに分離され、水素イオンは電解質を介して空気極(cathode)に移動する。このとき、電子は、回路を介して空気極に移動する。空気極では、水素イオン、電子及び酸素が反応して水になる還元反応が起こる。
【0004】
燃料電池の単位セルの場合、低い電圧によって実用性が劣るので、一般的に、数個から数百個の単位セルを積層して使用する。単位セルの積層時、単位セル間の電気的接続がなされるようにし、反応ガスを分離させる役割をするのが分離板(seperator:セパレータ)である。
【0005】
従来は黒鉛で製造されたセパレータを主に用いていたが、黒鉛の脆性及び製造単価が高いことから、最近は金属で形成されたセパレータが活発に開発されている。
【0006】
このとき、セパレータは、各単位セルを電気的に連結しなければならないので、充分な伝導性を備えなければならない。また、燃料電池内部の環境は、水素イオンの濃度が高く、高温で、腐食が容易に生じる環境であるので、前記セパレータは充分な耐食性を備えなければならない。
【0007】
前記セパレータの伝導性及び耐食性を確保するための技術として、特許文献1及び特許文献2には、金属分離板の表面に金などの貴金属めっきを行い、耐食性及び電気伝導性を確保する技術が開示されている。
【0008】
このような技術によれば、耐食性及び電気伝導性の改善効果はあるが、製造コストが高く、ピンホールなどの欠陥が発生するので、実用性が劣る。
【0009】
また、特許文献3及び特許文献4には、コスト節減のために金属分離板の表面に非常に薄く金めっきを行う技術が開示されている。しかしながら、金コーティング時に水素発生によってピンホールが生成され、腐食が発生する可能性が高く、金が薄くコーティングされたとしても、他の湿式コーティングに比べて依然として高いコストがかかる。
【0010】
また、特許文献5には、コストが比較的低廉な炭素粒子を金属分離板の表面に分散した後、これを圧延及び熱処理を通して不動態被膜に拡散させ、電気伝導性を改善する技術が開示されている。
【0011】
しかしながら、拡散させた炭素と不動態被膜に多量に存在するクロムとの結合によってクロム炭化物を析出させることによって、クロム含量を減少させる。その結果、素材表面の耐食性を低下させ、燃料電池の性能に悪影響を及ぼす。
【0012】
また、燃料電池が自動車に適用される場合、運転中の振動などによって炭素粒子が剥離されやすく、適切な前処理をしないと、金属分離板の原素材であるステンレス鋼の接触抵抗が高いことから、ステンレス鋼を金属分離板として使用するのは不適切であった。
【0013】
また、特許文献6には、Tiを高温で窒化処理し、TiN被膜を形成する方法が開示されており、特許文献7には、Ti薄板をプレス成形することによってガス及び冷却水流路を形成した後、セパレータ素材を、スパッタリング工程によって還元ガス雰囲気中に配置し、その表面にプラズマ窒化処理によって窒素拡散層を形成する方法が開示されているが、高価なTi素材の使用及び真空処理工程によって生産性が低下するので、商業化することが難しい。
【0014】
図1は、従来の商業用ステンレス鋼板の表面からの深さによる原子比の変化を示した図である。
【0015】
ステンレス鋼板には、表面から前記ステンレス鋼板の内部方向に約1.5nmまで鉄(Fe)と酸素(O)が多量に含まれた不動態被膜が形成されている。
【0016】
前記不動態被膜には、鉄、ニッケル、クロムなどの金属成分が含まれており、前記各金属成分が外部環境で酸素などと結合することによって、前記不動態被膜に酸化膜が形成される。
【0017】
このように、前記ステンレス鋼板の表面にFeとOが結合されて形成されたFeO、Fe2O3、Fe3O4などの鉄酸化被膜は、燃料電池が作動する80℃の高温の硫酸雰囲気で分離板の腐食を抑制することができず、不導体であるので、前記分離板の電気伝導性を低下させ、燃料電池の性能を低下させるという問題をもたらす
【先行技術文献】
【特許文献】
【0018】
【特許文献1】特開平11−162478公報
【特許文献2】特開平10−228914号公報
【特許文献3】特開2003−276249号公報
【特許文献4】特開2003−272653号公報
【特許文献5】国際公開公報WO99/19927
【特許文献6】特開2000−353531号公報
【特許文献7】国際公開公報WO2005/124913 Al
【発明の開示】
【発明が解決しようとする課題】
【0019】
本発明は、ステンレス鋼板の表面改質を通して不動態被膜に多量に存在するFeを選択的に溶解させ、クロム(Cr)の成分比が増加した不動態被膜を製造することができる燃料電池用ステンレス鋼分離板及びその表面処理方法を提供することを目的とする。
【0020】
また、本発明は、商用化されたステンレス鋼板のエッチング工程のみで不動態被膜の伝導性及び耐食性を向上させることができる燃料電池用ステンレス鋼分離板及びその表面処理方法を提供することを目的とする。
【0021】
また、本発明は、金属イオンの溶出量が少なく、燃料電池の長時間運転後にも性能を低下させない燃料電池用ステンレス鋼分離板及びその表面処理方法を提供することを目的とする。
【0022】
また、本発明は、伝導性、耐食性及び耐久性が向上した燃料電池用ステンレス鋼分離板及びこれを用いた燃料電池を提供することを目的とする。
【課題を解決するための手段】
【0023】
本発明の目的を達成するための手段として、燃料電池用ステンレス鋼分離板の表面処理方法は、ニッケル、クロム及び鉄成分を含み、表面に不動態被膜を有するステンレス鋼板を用意する段階と、前記ステンレス鋼板を、50℃〜70℃の温度で、30秒〜30分間硝酸(HNO3)及び硫酸(H2SO4)が混合されたエッチング溶液に沈積させることによって、前記ステンレス鋼板の表面に形成された不動態被膜内部の鉄成分を選択的に低減させる段階とを含むことを特徴とする。
【0024】
本発明の目的を達成するための手段として、燃料電池用ステンレス鋼分離板の表面処理方法は、ニッケル、クロム及び鉄成分を含み、表面に不動態被膜を有するステンレス鋼板を用意する段階と、前記不動態被膜を、硝酸(HNO3)、硫酸(H2SO4)を基本溶液とし、前記基本溶液にシュウ酸(C2H2O4)又は過酸化水素(H2O2)のうちいずれか一つが混合されたエッチング溶液に沈積させることによって、前記ステンレス鋼板の表面に形成された不動態被膜内部の鉄成分を選択的に低減させる段階とを含むことを特徴とする。
【0025】
本発明の目的を達成するための手段として、燃料電池用ステンレス鋼分離板の表面処理方法は、ニッケル、クロム及び鉄成分を含み、表面に不動態被膜を有するステンレス鋼板を用意する段階と、前記不動態被膜を硫酸(H2SO4)が含まれたエッチング溶液に沈積し、0〜0.4又は0.8〜1.0V(SHE)の電位を印加させることによって、前記ステンレス鋼板の表面に形成された不動態被膜内部の鉄成分を選択的に低減させる段階とを含むことを特徴とする。
【発明の効果】
【0026】
本発明に係る商業用ステンレス鋼板を酸性水溶液に沈積してエッチングすることによって、耐腐食性及び電気伝導性が向上し、製造時間及び費用を節減することができ、水溶液の混合比及び沈積時間の調節のみで不動態被膜の成分組成を調節可能であり、品質管理が容易である。
【0027】
また、本発明に係る燃料電池用ステンレス鋼分離板の表面処理方法は、ステンレス鋼板をスタンピングし、脱脂した後で酸性水溶液に沈積し、燃料電池用ステンレス鋼分離板に要求される物性値を達成することができ、連続生産が可能であり、製造時間が短く、既存の商業用ステンレス鋼板を用いて製造することができ、素材確保が容易である。
【0028】
また、本発明に係る燃料電池用ステンレス鋼分離板の表面処理方法は、ステンレス鋼板をアルカリ性溶液で脱脂することによって、エッチングに用いられる酸性水溶液を脱脂に用いられたアルカリ性溶液と撹拌して中和することができるので、廃水処理が容易である。
【0029】
また、本発明に係る燃料電池用ステンレス鋼分離板の表面処理方法は、それによって製造された燃料電池用ステンレス鋼分離板からの金属イオンの溶出量が燃料電池の運転中に少なく、電解質膜の汚染を低減することができ、長期的な性能に優れる。
【0030】
また、本発明に係る燃料電池用ステンレス鋼分離板の表面処理方法は、商業用コーティング工程なしにエッチング工程のみで燃料電池用ステンレス鋼分離板に要求される物性値を満足することができ、費用及び時間を節減することができる。
【図面の簡単な説明】
【0031】
【図1】従来の商業用ステンレス鋼板の表面からの深さによる原子比の変化を示した図である。
【図2】本発明に係る燃料電池用ステンレス鋼分離板をエッチング溶液を用いて製造する過程を概略的に示した図である。
【図3】本発明に係るステンレス鋼板の表面からの組成を原子比で示した図である。
【図4】本発明に係るエッチング溶液を用いてエッチングされたステンレス鋼板の接触抵抗を示した図である。
【図5】本発明に係るステンレス鋼板の電気化学的エッチング領域を概略的に示した図である。
【図6】本発明に係る電気化学的エッチングによってエッチングされたステンレス鋼板の表面からの深さによる原子比を示した図である。
【図7】本発明に係る燃料電池用分離膜製造工程によって不動態被膜のエッチングが行われたステンレス鋼板の接触抵抗を実験する実験装置を示した図である。
【図8】本発明に係る燃料電池用分離板製造工程によって製作された燃料電池用分離板を使用した燃料電池の長期性能評価の結果を示した図である。
【発明を実施するための最良の形態】
【0032】
本発明に使用されるステンレス鋼板は、0.08wt%以下の炭素(C)、16〜28wt%のクロム(Cr)、0.1〜20wt%のニッケル(Ni)、0.1〜6wt%のモリブデン(Mo)、0.1〜5wt%のタングステン(W)、0.1〜2wt%のスズ(Sn)、0.1〜2wt%の銅及びその他残量として鉄(Fe)を含むステンレス鋼板であることを特徴とする。
【0033】
前記ステンレス鋼板を前記エッチング溶液に沈積させるのは、工程時間を短縮するために30秒〜10分間進行されることを特徴とする。
【0034】
前記鉄成分の低減段階によって鉄成分が低減された不動態被膜は、原子量比率を基準にして(クロム+ニッケル)/鉄成分((Cr+Ni)/Fe)が1以上に形成され、このとき、鉄成分が低減された不動態被膜は、クロム(Cr)成分を20〜75wt%含み、鉄(Fe)成分を30wt%以下含んでいることを特徴とする。
【0035】
以下、図面を参照して本発明をより詳細に説明する。
【0036】
図2は、本発明に係る燃料電池用ステンレス鋼分離板をエッチング溶液を用いて製造する過程を概略的に示した図である。
【0037】
図2を参照すれば、ステンレス鋼板110を用意した後、前記ステンレス鋼板110の表面に約1.5?の厚さに被膜200が形成されている分離板100aを用意する(A)段階を実施する。
【0038】
前記ステンレス鋼板110は、0.08wt%以下の炭素(C)、16〜28wt%のクロム(Cr)、0.1〜20wt%のニッケル(Ni)、0.1〜6wt%のモリブデン(Mo)、0.1〜5wt%のタングステン(W)、0.1〜2wt%のスズ(Sn)、0.1〜2wt%の銅及びその他残量として鉄(Fe)を含んでいる。
【0039】
前記ステンレス鋼板110の表面には、鉄、ニッケル、クロムなどの多数の成分が酸化された被膜200が形成される。
【0040】
そして、前記分離板100aをエッチング溶液400に沈積させる(B)段階を実施する。ここで、前記エッチング溶液400は、前記被膜200に含まれた金属成分のうち鉄成分210を選択的に溶解させる。
【0041】
(B)段階の実施後、前記分離板100aを前記エッチング溶液400から取り出す(C)段階を実施する。ここで、前記被膜200は、前記エッチング溶液400によって約1.0?の厚さにエッチングされる。
【0042】
このように、前記エッチング溶液400によって前記被膜200の厚さが低減された不動態被膜300を有する燃料電池用ステンレス鋼分離板100bを形成することができる。
【0043】
したがって、前記燃料電池用ステンレス鋼分離板100bは、電解質水素、酸素及び常温より高い温度の燃料電池の環境下で作動するために電流を移動させなければならないので、高い伝導性を有さなければならないが、前記エッチング工程のみで厚さが減少したクロム(Cr)及びニッケル(Ni)成分の不動態被膜300は、向上した電気伝導度を有する燃料電池用ステンレス鋼分離板100bを提供することができる。
【0044】
すなわち、エッチング工程後、不動態被膜300内で酸化被膜の厚さが減少しながらクロム(Cr)及びニッケル(Ni)成分が濃縮されることによって、前記燃料電池用ステンレス鋼分離板100bの電気伝導性及び耐食性を向上させることができる。
【0045】
一方、前記ステンレス鋼板110の表面には、Fe2O3、Fe3O4、Cr2O3及びNi2O3成分を含む被膜200が形成されている。
【0046】
前記被膜200によってステンレス鋼板110の耐食性は満足するが、厚い厚さ及び多量に存在する酸化物によって伝導性が低下してしまう。
【0047】
したがって、化学的エッチングまたは電気化学的エッチングを通して前記被膜200のうちFe2O3を選択的に低減させ、不動態被膜300を形成することが望ましい。
【0048】
ここで、選択的エッチングが可能な理由は、鉄(Fe)成分が、低い腐食電位を有し、酸で容易に溶解される性質を有するのに比べて、クロム(Cr)成分は、高い腐食電位を有し、Feに比べて容易に溶解されないためである。
【0049】
ここで、前記酸化クロム(Cr2O3)は、優れた耐食性を有するので、酸化鉄(Fe2O3)を選択的にエッチング及び低減させ、前記ステンレス鋼板110の表面にクロム(Cr)成分を豊富にすることができる。
【0050】
また、ニッケル(Ni)成分は、クロム(Cr)に比べて多少低い耐食性を有するが、高い伝導性を有するので、燃料電池用ステンレス鋼分離板100bの物性値を向上させるのに役立つ。
【0051】
これによって、前記不動態被膜300に含まれている前記鉄(Fe)成分の溶解により、エッチング工程後、不動態被膜300内のクロム(Cr)及びニッケル(Ni)成分の重量比が増加するようになる。
【0052】
前記被膜200がエッチングされた前記不動態被膜300では、原子量比率を基準にして(クロム+ニッケル)/鉄成分((Cr+Ni)/Fe)は1以上であり、エッチングされた前記不動態被膜300内部のクロム(Cr)成分は20〜75wt%含み、鉄(Fe)成分は30wt%以下含んでいる。
【0053】
前記燃料電池用ステンレス鋼分離板100bは、電解質、水素、酸素及び常温より高い温度の燃料電池の環境下で作動するために耐食性を有さなければならないが、前記エッチング工程のみで重量比が増加したクロム(Cr)及びニッケル(Ni)成分の不動態被膜300は、向上した耐食性を有する燃料電池用ステンレス鋼分離板100bを提供することができる。
【0054】
図3は、本発明に係るステンレス鋼板の表面からの組成を原子比で示した図である。
【0055】
本発明に係る第1のエッチング溶液として、硝酸(HNO3)と硫酸(H2SO4)との混合液を用いて前記ステンレス鋼板に形成されている前記被膜をエッチングすることができる。前記第1のエッチング溶液で、前記硝酸(HNO3)は前記不動態被膜を形成する役割をし、前記硫酸(H2SO4)は鉄(Fe)成分を選択的に溶解させる役割をすることができる。
【0056】
前記第1のエッチング溶液は、純粋な硝酸(HNO3)5〜20wt%、純粋な硫酸(H2SO4)2〜15wt%、及び残量として水を含んでおり、前記第1のエッチング溶液の温度は50℃〜70℃にすることが適切であり、エッチング時間は、30秒〜30分以下にするが、処理時間による生産性を考慮して30秒〜10分以下にし、硝酸及び硫酸の濃度を調節することが望ましい。
【0057】
本発明に係る第2のエッチング溶液は、前記第1のエッチング溶液(硝酸+硫酸)にシュウ酸及び過酸化水素(H2O2)から選択されたいずれか一つ又は両方を添加し、ステンレス鋼板の表面エッチング速度を加速化させることもできる。
【0058】
前記第2のエッチング溶液は、純粋な硝酸(HNO3)5〜20wt%、純粋な硫酸(H2SO4)2〜15wt%、純粋なシュウ酸0.5〜10wt%、及び残量として水を含むことができる。
【0059】
また、前記第2のエッチング溶液は、純粋な硝酸(HNO3)5〜20wt%、純粋な硫酸(H2SO4)2〜15wt%、純粋な過酸化水素(H2O2)0.5〜10wt%、及び残量として水を含むことができる。
【0060】
前記第2のエッチング溶液の温度は50℃〜70℃にすることが適切であり、エッチング時間は、30秒〜30分以下にするが、処理時間による生産性を考慮して30秒〜10分以下にし、硝酸及び硫酸の濃度を調節することが望ましい。
【0061】
図3に示した成分分布を有するステンレス鋼板は、10%硝酸+5%硫酸+5%シュウ酸からなる60℃の第2のエッチング溶液によって3分間エッチングされた。
【0062】
前記エッチング溶液の温度が高く、沈積時間が長くなれば、反応が活性化され、硫酸や硝酸の含量を増加させるのと類似した効果を奏すことができる。
【0063】
しかしながら、前記エッチング溶液とステンレス鋼板との反応時間をより長くするほど、前記燃料電池用ステンレス鋼分離板の生産性が低下し、製造コストが増加するようになる。
【0064】
このような点を考慮するとき、エッチング溶液の温度は50℃〜70℃にすることが適切であり、エッチング時間は、30秒〜30分以下にするが、処理時間による生産性を考慮して30秒〜10分以下にし、硝酸及び硫酸の濃度を調節することが望ましい。
【0065】
前記エッチング溶液によって実施したエッチング工程で、前記ステンレス鋼板の不動態被膜の厚さが約1.0?に薄くなる。また、前記不動態被膜の成分のうちクロム(Cr)とニッケル(Ni)の原子比が増加したことが分かる。
【0066】
ここで、前記不動態被膜は、鉄成分を30wt%以下含んでおり、前記クロムを20〜75wt%含むことができる。
【0067】
このように、硫酸(H2SO4)及び硝酸(HNO3)などを含むエッチング溶液を用いて不動態被膜内の鉄(Fe)成分を選択的に低減し、Cr及びNiの重量比を高めることによって、ステンレス鋼板の耐腐食性を向上させることができ、前記クロムとニッケルの成分比を増加させることによって伝導性を向上させることができる。
【0068】
したがって、前記鉄(Fe)成分に比べて優れた電気伝導性及び耐食性を有するクロム(Cr)とニッケル(Ni)の含量比が高くなるにつれて、前記不動態被膜の電気伝導性及び耐食性が向上するようになる。
【0069】
また、本発明の燃料電池用ステンレス鋼分離板を燃料電池に用いれば、前記燃料電池の耐久性、安定性及び信頼性を高めることができる。
【0070】
図4は、本発明に係るエッチング溶液を用いてエッチングされたステンレス鋼板の接触抵抗を示した図である。ここで、図4は、前記ステンレス鋼板の沈積時間及び多様なエッチング条件で形成される前記ステンレス鋼板の接触抵抗を示す。また、表1は、図4のX軸に示した試片を示したものである。
【0071】
燃料電池用ステンレス鋼分離板は、接触抵抗を20mΩ・cm2以下にすることが望ましい。表1を参照すれば、燃料電池用ステンレス鋼分離板として用いられるように接触抵抗の観点で物性値を満足する条件は、NO.2、3、4、7及び8である。
【0072】
前記燃料電池用ステンレス鋼分離板を形成するためのエッチング溶液として、HNO3+H2SO4に混合した第1のエッチング溶液、及びHNO3+H2SO4+(シュウ酸及び過酸化水素(H2O2)から選択されたいずれか一つの溶液)に混合した第2のエッチング溶液が適切であることが分かる。
【0073】
【表1】
【0074】
図4を参照して、NO.2〜5を比較すると、エッチング時間が30秒から10分まで増加するに伴って接触抵抗が減少するが、エッチング時間の延長に伴う接触抵抗の減少幅が多少低下することが分かる。したがって、伝導性及び耐食性を満足する条件下で適当なエッチング時間を選択し、処理時間を短縮することによって製造工程を簡素化する必要がある。
【0075】
また、NO.3、7及び8を比較すると、エッチング時間は同一であるが、NO.7及び8の場合、接触抵抗がより低減したことが分かる。これは、エッチング溶液に混合されたシュウ酸溶液又は過酸化水素(H2O2)が硝酸(HNO3)及び硫酸(H2SO4)と鉄(Fe)成分との間の反応性を高めて、前記ステンレス鋼板のエッチング速度及びエッチング効果を向上させたものと見られる。
【0076】
このように、水溶液の濃度及び沈積時間の調節を通して、簡単に燃料電池用ステンレス鋼分離板の電気伝導性及び耐腐食性を調節することができ、燃料電池用ステンレス鋼分離板の要求物性値を容易に満足させられる。また、燃料電池用ステンレス鋼分離板の表面処理方法でコーティング工程などを省略することができ、商業用ステンレス素材を使用することによって前記燃料電池用ステンレス鋼分離板の製造原価及び製造時間を節減することができる。
【0077】
また、本発明に係る他の実施例で、硫酸(H2SO4)溶液にステンレス鋼板を沈積し、電位を印加する電気化学的エッチングを通して前記ステンレス鋼板の不動態被膜をエッチングし、電気伝導性及び耐腐食性を向上させることができる。
【0078】
図5は、本発明に係るステンレス鋼板の電気化学的エッチング領域を概略的に示した図である。ここで、図5は、印加電位による概略的な不動態被膜の成分比及び溶解される成分を示し、エッチング溶液としては0.1N(Nは、ノルマル濃度)の硫酸(H2SO4)水溶液を用いた。
【0079】
図5を参照すれば、I領域は、不動態被膜に含まれたFe2O3成分が還元・溶解される領域を示し、II領域は、Fe2O3及びCr2O3の二つの成分がほぼ溶解されない領域を示す。
【0080】
そして、III領域は、Fe2O3成分が急速に溶解される領域を示し、IV領域は、不動態被膜を構成する主成分であるCr成分が溶解されはじめる過不動態領域を示す。
【0081】
前記ステンレス鋼板の陽極酸化被膜が形成されはじめる初期段階である−0.05Vで生成される酸化被膜では、鉄(Fe)がFeOとγ−FeOOHに酸化されはじめ、クロム(Cr)はCrO2及びCr(OH)3・4H2Oに酸化されはじめる。
【0082】
不動態被膜の生成がほぼ完了した0.4Vでは、鉄(Fe)はα−FeOOH、γ−FeOOHになり、クロム(Cr)はCrO3とCr2O3になる。
【0083】
前記鉄(Fe)としては、α−FeOOH及びγ−FeOOHのように−OH基を有する化合物が安定的であり、クロム(Cr)としては、結合水が分離されたCrO3とCr2O3が安定的である。ステンレス鋼の耐食性は、α−FeOOH、γ−FeOOH、CrO3及びCr2O3などの化合物の安定性に起因する。
【0084】
硫酸(H2SO4)水溶液に0〜0.4又は0.8〜1.0Vの電位を印加し、ステンレス鋼板の電気化学的エッチング領域を示した図面を見ると、I領域では鉄(Fe)の選択的溶解が適切に起こり、II領域では実質的な不動態被膜の生成が完了する。IV領域では、FeとCrの溶解が同時に起こり、FeとCrが過度に溶解されるので、伝導性及び耐食性が低下することもある。
【0085】
このように、電位の操作及び水溶液の濃度調節のみでステンレス鋼板の不動態被膜で所望の成分を選択的に溶解させ、ステンレス鋼板の耐腐食性及び電気伝導性を調節することができる。
【0086】
したがって、硫酸(H2SO4)水溶液に0〜0.4又は0.8〜1.0Vの電位を印加し、ステンレス鋼板をエッチングすることが望ましい。
【0087】
図6は、本発明に係る電気化学的エッチングによってエッチングされたステンレス鋼板の表面からの深さによる原子比を示した図である。
【0088】
ここで、エッチング溶液としては、60℃の0.1N H2SO4溶液を使用し、前記エッチング溶液にそれぞれ0.2VとSHEの電位を印加した溶液に3分間電気化学的にエッチングしたステンレス鋼板を用いて表面からの深さによる原子比を測定した。
【0089】
図6を参照すれば、エッチングされる前の素材であるステンレス鋼板の表面からの深さによる原子比と比較したとき、エッチング後の不動態被膜の厚さは約1.0nmに低減したが、不動態被膜内のCr及びNiの原子比が増加したことが分かる。
【0090】
したがって、酸素(O)及び鉄(Fe)の含量が低くなり、電気伝導性及び耐腐食性が向上することを期待することができる。
【0091】
また、本発明に係る燃料電池用ステンレス鋼分離板の製造方法では、前記ステンレス鋼板をスタンピングする工程を通して水素、酸素、冷却水などが通過可能な流路を形成することができる。
【0092】
そして、前記ステンレス鋼板をアルカリ溶液で脱脂した後、エッチング工程を実施して不動態被膜にCr及びNiを濃縮し、燃料電池用ステンレス鋼分離板の電気伝導性及び耐腐食性を向上させることができる。したがって、前記燃料電池用ステンレス鋼分離板の表面処理工程のエッチング工程は、スタンピング工程後又はスタンピング工程前のうちいずれか一つの実施例によって実施することができる。
【0093】
このように、燃料電池用ステンレス鋼分離板の電気伝導性及び耐腐食性の向上は、エッチング溶液にステンレス鋼板を沈積させたり、前記エッチング溶液にステンレス鋼板を沈積させて電位を印加する簡単な工程によって達成される。
【0094】
したがって、燃料電池用ステンレス鋼分離板の製造時間を短縮することができ、スタンピング、脱脂及びエッチング工程を連続的に行えるので、前記燃料電池用ステンレス鋼分離板の製造費用を節減できるようになる。
【0095】
また、脱脂にアルカリ溶液を用いれば、その後、エッチング溶液と脱脂溶液を撹拌して中和することができ、廃水処理を行えるようになる。そのため、廃水処理が容易になる。
【0096】
図7は、本発明に係る燃料電池分離膜製造工程によって不動態被膜のエッチングが行われたステンレス鋼板の接触抵抗を実験する実験装置を示した図である。
【0097】
図7を参照すれば、ステンレス鋼板1の両面にカーボン紙2を接触させ、カーボン紙2の外側に電圧計V、電流計A及び電源供給部(図示せず)を含む回路に連結された銅板3をそれぞれ用意する。
【0098】
前記銅板3には、50〜150N/cm2の圧力が加えられ、5Aの電流が印加される。接触抵抗は20mΩ・cm2以下であることが望ましい。
【0099】
また、腐食電流は、80℃の0.1N H2SO4+5ppm HF溶液に1時間の間沈積し、N2バブリング後に測定する。測定比較は、PEFC(Polymer Electrolyte Fuel Cell)の還元極(cathode)の環境と類似した環境である0.6V vs SCE(Saturated Calomel reference electrode、カロメル電極を基準電極として使用)の電圧を印加し、腐食電流を測定して比較する。前記腐食電流は1μA/cm2以下であることが望ましい。
【0100】
表2は、前記のような燃料電池用ステンレス鋼分離板の物性評価方法による本発明の各実験例及び各比較例の物性を測定して整理した表である。
【0101】
【表2】
【0102】
発明例1〜発明例9及び発明例12〜発明例19では、化学的エッチングを用いてステンレス鋼板をエッチングし、発明例10、11及び発明例20、21では、電気化学的エッチングを用いてステンレス鋼板をエッチングした。
【0103】
ここで、一般的な燃料電池用ステンレス鋼分離板の物性値は、接触抵抗が20mΩ・cm2以下で、耐食性が1μA/cm2以下であることが要求される。
【0104】
発明例1〜発明例6及び比較例1、2をそれぞれ説明すれば、ステンレス鋼板の沈積時間のみに差があり、前記比較例1、2では、前記発明例1〜発明例6と同一の組成で10秒間沈積してエッチングした結果、接触抵抗及び腐食電流のいずれもが目標値より大きいことが分かる。
【0105】
したがって、化学的エッチングでは、エッチング溶液にステンレス鋼板を30秒を超える時間の間沈積することが望ましい。
【0106】
しかしながら、発明例1〜発明例4から分かるように、30秒から30分に処理時間を増加させる間に接触抵抗値が減少するが、処理時間の延長に伴う減少幅が鈍化することが分かる。したがって、工程を簡素化させるために、物性を満足する範囲で適切な処理時間を選択する必要がある。
【0107】
発明例4〜発明例9及び発明例14〜発明例19と、比較例3〜比較例5及び比較例8〜比較例12は、HNO3、H2SO4、シュウ酸、H2O2以外の酸容液を混合したエッチング溶液を用いてステンレス鋼板をエッチングした結果を示す。
【0108】
発明例3〜発明例9及び発明例14〜発明例19のいずれにおいても、目標値に該当する接触抵抗及び腐食電流の特性を示すことが分かる。
【0109】
しかしながら、比較例3〜比較例5及び比較例8〜比較例12のいずれにおいても、エッチング溶液に3分以上ステンレス鋼板を沈積したが、エッチング溶液の組成、濃度、温度などの処理条件を変更したので、接触抵抗及び腐食電流が目標値より大きく示された。
【0110】
エッチング溶液の濃度が過度に低いか、同一の組成で処理時間が短縮される場合、エッチング効果を発揮することができず、溶液の組成が変化する場合にも、鉄(Fe)酸化被膜の選択的溶解が行われないので、物性を向上させることができない。
【0111】
したがって、比較例3〜比較例5及び比較例8〜比較例12のエッチング溶液及び処理条件は、本発明に係る燃料電池用ステンレス鋼分離板の不動態被膜をエッチングするためのエッチング溶液及び処理条件としては適当でないものと見られる。
【0112】
一方、発明例10、11、発明例20、21、比較例6、7及び比較例13、14においては、電気的エッチングを用いてステンレス鋼板をエッチングした。
【0113】
発明例10、11、発明例20、21及び比較例13、14を互いに比較して説明すれば、30秒だけで電気化学的エッチングを行った場合にも接触抵抗及び耐食性を満足することができ、硫酸のノルマル濃度によって接触抵抗及び耐食性特性が変化することが分かる。
【0114】
すなわち、硫酸の濃度は、0.01N以下では接触抵抗及び耐食性の要求値を満足させることができない。
【0115】
また、発明例10、11、発明例20、21、比較例9、10及び比較例13、14を比較すれば、0.2V区間と0.9V区間より、0.6V区間と1.2V区間で電気化学的エッチングを実施したとき、燃料電池用ステンレス鋼分離板の接触抵抗及び腐食電流がより高くなったことが分かる。
【0116】
図5を参照して説明すれば、I領域とIII領域の電位を印加する場合、Fe2O3及びFeO3が選択的に低減される。
【0117】
したがって、その他のIIとIV領域の場合、Cr2O3も同時に溶けるので、Feを選択的に低減することが難しい。したがって、I領域とIII領域の電位(ポテンシャル)を印加することが望ましい。
【0118】
ここで、前記燃料電池用ステンレス鋼分離板は、積層されて燃料電池スタックをなしており、燃料電池システムが稼働すると取り替えが難しい。
【0119】
したがって、燃料電池用ステンレス鋼分離板は、長時間稼働するとしても接触抵抗及び腐食電流があまり高くならない信頼性を有さなければならない。
【0120】
ここで、長期性能評価は、水素/空気の相対湿度が100%/100%、運転温度が70℃、水素と空気の化学量論比が1.5/2.0である条件下で行われる。
【0121】
長期性能評価は、電池を締結した後、活性化方法を通して初期電池の性能を最大化し、電流−電圧曲線(I−V Curve)測定方法を通して電池の初期性能を確認し、インピーダンス測定を通して接触抵抗及び内部抵抗を確認することができる。
【0122】
また、循環電流法(CV:Cyclic Voltammetry)を用いて、白金触媒の電気化学的な実際の反応面積測定などを通して長期耐久性能評価前の電池の初期性能及び状態を確認する。その次に、定電流(1A/cm2)印加性能評価方法を通して所定時間の間、燃料電池の耐久性能減少を測定する。
【0123】
また、耐久性能評価中に発生した金属イオン排出水をICP−MS(Inductively Coupled Plasma Mass Spectroscopy、誘導結合プラズマを用いた成分分析機器であって、MSは、試料を質量分析機で分析し、既存のICPより微小な範囲の成分を分析可能な機器)で分析し、金属イオンの溶出量を測定する。
【0124】
また、所定時間の経過後、初期電池の性能及び状態を確認した方法と同一の方法で電池の性能及び状態を測定し、電池の性能減少率を分析することができる。
【0125】
図8は、本発明に係る燃料電池用分離板製造工程によって製作された燃料電池用分離板を使用した燃料電池の長期性能評価の結果を示した図である。ここで、黒鉛分離板、SUS316L及び本発明の実施例によって製作された燃料電池用ステンレス鋼分離板の長期性能評価前のI−V曲線を説明する。
【0126】
燃料電池用ステンレス鋼分離板として用いられるために、燃料電池用ステンレス鋼分離板は、定電流(1A/cm2)の印加時、電圧が0.6V以上であることが要求される。長期性能評価前の初期電池の性能は、定電流の印加時、黒鉛分離板と本発明の燃料電池用ステンレス鋼分離板が0.6V以上で条件を満足するが、本発明の燃料電池用ステンレス鋼分離板が黒鉛分離板より高い電圧を有することが分かる。
【0127】
また、2500時間経過後のI−V曲線を見ると、前記燃料電池用ステンレス鋼分離板は、定電流の印加時、継続的に0.6V以上を維持しており、黒鉛分離板とSUS316Lは0.6V以下に低下したことが分かる。
【0128】
また、5000時間経過後のI−V曲線を見ると、黒鉛分離板とSUS316Lは、定電流の印加時、0.6V以下であるが、前記燃料電池用ステンレス鋼分離板は0.6V以上の電圧を維持している。
【0129】
これは、ステンレス鋼板のエッチングによってステンレス鋼板の不動態被膜に含まれたFe、Cr及びNiが、低い反応性を有する安定した化合物に酸化され、燃料電池の作動時、これら金属成分がイオン化され、溶出されないためであると評価される。
【0130】
また、本発明に係る燃料電池用ステンレス鋼分離板は、表面コーティング工程なしにエッチング工程のみを経るが、Fe、Cr、Niなどの金属イオンの溶出量が少なく、燃料電池の電解質膜を汚染させないので、長期運転時にも性能の低下を防止することができる。
【0131】
実際に定電流の印加条件下で5000時間作動した後、燃料電池の生成物である排出水をICP−MSで分析した結果、溶出された金属イオンの総量は300ppb以下で、エッチング加工前のステンレス鋼板から総量760ppbの金属イオンが溶出されたのに比べると非常に低い数値である。
【0132】
燃料電池の運転時、主にFe及びNiが溶出され、溶出された金属イオンが電解質膜を汚染させ、燃料電池の性能を低下させていたが、本発明によって製作された燃料電池用ステンレス鋼分離板の場合、燃料電池の長期運転時にも原素材に比べてイオン溶出量が少なく、接触抵抗の増加も大きくないので、燃料電池に用いられれば、燃料電池の性能を高められると期待される。
【特許請求の範囲】
【請求項1】
ニッケル、クロム及び鉄成分を含み、表面に不動態被膜を有するステンレス鋼板を用意する段階と、
前記不動態被膜を硫酸(H2SO4)が含まれたエッチング溶液に沈積し、0〜0.4又は0.8〜1.0V(SHE)の電位を印加させることによって、前記ステンレス鋼板の表面に形成された不動態被膜内部の鉄成分を選択的に低減させる段階と、を含むことを特徴とする燃料電池用ステンレス鋼分離板の表面処理方法。
【請求項2】
エッチング溶液に沈積させるに際し、前記ステンレス鋼板を、50℃〜70℃の温度で、30秒〜30分間硝酸(HNO3)及び硫酸(H2SO4)が混合されたエッチング溶液に沈積させる、ことを特徴とする請求項1記載の燃料電池用ステンレス鋼分離板の表面処理方法。
【請求項3】
前記エッチング溶液は、硫酸5〜20wt%、及び残量として水を含むことを特徴とする請求項1に記載の燃料電池用ステンレス鋼分離板の表面処理方法。
【請求項4】
前記エッチング溶液は、純粋な硝酸(HNO3)5〜20wt%、純粋な硫酸(H2SO4)2〜15wt%、及び残量として水を含むことを特徴とする請求項1に記載の燃料電池用ステンレス鋼分離板の表面処理方法。
【請求項5】
前記エッチング溶液が、硝酸(HNO3)、硫酸(H2SO4)を基本溶液とし、前記基本溶液にシュウ酸(C2H2O4)又は過酸化水素(H2O2)のうちいずれか一つが混合されたエッチング溶液である、ことを特徴とする請求項1に記載の燃料電池用ステンレス鋼分離板の表面処理方法。
【請求項6】
前記エッチング溶液は、純粋な硝酸(HNO3)5〜20wt%、純粋な硫酸(H2SO4)2〜15wt%、純粋なシュウ酸0.5〜10wt%、及び残量として水を含むことを特徴とする請求項5に記載の燃料電池用ステンレス鋼分離板の表面処理方法。
【請求項7】
前記エッチング溶液は、純粋な硝酸(HNO3)5〜20wt%、純粋な硫酸(H2SO4)2〜15wt%、純粋な過酸化水素(H2O2)0.5〜10wt%、及び残量として水を含むことを特徴とする請求項5に記載の燃料電池用ステンレス鋼分離板の表面処理方法。
【請求項8】
前記ステンレス鋼板は、0.08wt%以下の炭素(C)、16〜28wt%のクロム(Cr)、0.1〜20wt%のニッケル(Ni)、0.1〜6wt%のモリブデン(Mo)、0.1〜5wt%のタングステン(W)、0.1〜2wt%のスズ(Sn)、0.1〜2wt%の銅及びその他残量として鉄(Fe)を含むステンレス鋼板であることを特徴とする請求項1から7までのいずれか一つの項に記載の燃料電池用ステンレス鋼分離板の表面処理方法。
【請求項9】
前記鉄成分が低減された不動態被膜は、原子量比率で(クロム+ニッケル)/鉄成分((Cr+Ni)/Fe)が1以上に形成されることを特徴とする請求項1から8までのいずれか一つの項に記載の燃料電池用ステンレス鋼分離板の表面処理方法。
【請求項10】
前記鉄成分が低減された不動態被膜は、クロム(Cr)成分を20〜75wt%含んでいることを特徴とする請求項1から9までのいずれか一つの項に記載の燃料電池用ステンレス鋼分離板の表面処理方法。
【請求項11】
前記鉄成分が低減された不動態被膜は、鉄(Fe)成分を30wt%以下含んでいることを特徴とする請求項1から10までのいずれか一つの項に記載の燃料電池用ステンレス鋼分離板の表面処理方法。
【請求項12】
請求項1から11までのいずれか一つの項による表面処理方法によって製造される鉄成分が低減された不動態被膜を有する燃料電池用ステンレス鋼分離板。
【請求項13】
前記不動態被膜は、クロム(Cr)成分を20〜75wt%含むことを特徴とする請求項124に記載の燃料電池用ステンレス鋼分離板。
【請求項14】
前記不動態被膜は、鉄(Fe)成分を30wt%以下含むことを特徴とする請求項12に記載の燃料電池用ステンレス鋼分離板。
【請求項15】
請求項12から14までのいずれか一つの項の燃料電池用ステンレス鋼分離板を含む燃料電池。
【請求項1】
ニッケル、クロム及び鉄成分を含み、表面に不動態被膜を有するステンレス鋼板を用意する段階と、
前記不動態被膜を硫酸(H2SO4)が含まれたエッチング溶液に沈積し、0〜0.4又は0.8〜1.0V(SHE)の電位を印加させることによって、前記ステンレス鋼板の表面に形成された不動態被膜内部の鉄成分を選択的に低減させる段階と、を含むことを特徴とする燃料電池用ステンレス鋼分離板の表面処理方法。
【請求項2】
エッチング溶液に沈積させるに際し、前記ステンレス鋼板を、50℃〜70℃の温度で、30秒〜30分間硝酸(HNO3)及び硫酸(H2SO4)が混合されたエッチング溶液に沈積させる、ことを特徴とする請求項1記載の燃料電池用ステンレス鋼分離板の表面処理方法。
【請求項3】
前記エッチング溶液は、硫酸5〜20wt%、及び残量として水を含むことを特徴とする請求項1に記載の燃料電池用ステンレス鋼分離板の表面処理方法。
【請求項4】
前記エッチング溶液は、純粋な硝酸(HNO3)5〜20wt%、純粋な硫酸(H2SO4)2〜15wt%、及び残量として水を含むことを特徴とする請求項1に記載の燃料電池用ステンレス鋼分離板の表面処理方法。
【請求項5】
前記エッチング溶液が、硝酸(HNO3)、硫酸(H2SO4)を基本溶液とし、前記基本溶液にシュウ酸(C2H2O4)又は過酸化水素(H2O2)のうちいずれか一つが混合されたエッチング溶液である、ことを特徴とする請求項1に記載の燃料電池用ステンレス鋼分離板の表面処理方法。
【請求項6】
前記エッチング溶液は、純粋な硝酸(HNO3)5〜20wt%、純粋な硫酸(H2SO4)2〜15wt%、純粋なシュウ酸0.5〜10wt%、及び残量として水を含むことを特徴とする請求項5に記載の燃料電池用ステンレス鋼分離板の表面処理方法。
【請求項7】
前記エッチング溶液は、純粋な硝酸(HNO3)5〜20wt%、純粋な硫酸(H2SO4)2〜15wt%、純粋な過酸化水素(H2O2)0.5〜10wt%、及び残量として水を含むことを特徴とする請求項5に記載の燃料電池用ステンレス鋼分離板の表面処理方法。
【請求項8】
前記ステンレス鋼板は、0.08wt%以下の炭素(C)、16〜28wt%のクロム(Cr)、0.1〜20wt%のニッケル(Ni)、0.1〜6wt%のモリブデン(Mo)、0.1〜5wt%のタングステン(W)、0.1〜2wt%のスズ(Sn)、0.1〜2wt%の銅及びその他残量として鉄(Fe)を含むステンレス鋼板であることを特徴とする請求項1から7までのいずれか一つの項に記載の燃料電池用ステンレス鋼分離板の表面処理方法。
【請求項9】
前記鉄成分が低減された不動態被膜は、原子量比率で(クロム+ニッケル)/鉄成分((Cr+Ni)/Fe)が1以上に形成されることを特徴とする請求項1から8までのいずれか一つの項に記載の燃料電池用ステンレス鋼分離板の表面処理方法。
【請求項10】
前記鉄成分が低減された不動態被膜は、クロム(Cr)成分を20〜75wt%含んでいることを特徴とする請求項1から9までのいずれか一つの項に記載の燃料電池用ステンレス鋼分離板の表面処理方法。
【請求項11】
前記鉄成分が低減された不動態被膜は、鉄(Fe)成分を30wt%以下含んでいることを特徴とする請求項1から10までのいずれか一つの項に記載の燃料電池用ステンレス鋼分離板の表面処理方法。
【請求項12】
請求項1から11までのいずれか一つの項による表面処理方法によって製造される鉄成分が低減された不動態被膜を有する燃料電池用ステンレス鋼分離板。
【請求項13】
前記不動態被膜は、クロム(Cr)成分を20〜75wt%含むことを特徴とする請求項124に記載の燃料電池用ステンレス鋼分離板。
【請求項14】
前記不動態被膜は、鉄(Fe)成分を30wt%以下含むことを特徴とする請求項12に記載の燃料電池用ステンレス鋼分離板。
【請求項15】
請求項12から14までのいずれか一つの項の燃料電池用ステンレス鋼分離板を含む燃料電池。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】

【図7】

【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−65562(P2013−65562A)
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願番号】特願2012−235897(P2012−235897)
【出願日】平成24年10月25日(2012.10.25)
【分割の表示】特願2010−503954(P2010−503954)の分割
【原出願日】平成19年7月27日(2007.7.27)
【出願人】(509107932)ヒュンダイ ハイスコ (20)
【Fターム(参考)】
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願日】平成24年10月25日(2012.10.25)
【分割の表示】特願2010−503954(P2010−503954)の分割
【原出願日】平成19年7月27日(2007.7.27)
【出願人】(509107932)ヒュンダイ ハイスコ (20)
【Fターム(参考)】
[ Back to top ]