
短繊維の表面処理方法
【課題】短繊維に対する表面処理による十分なる改質を施すことができ、かつ、そのための処理液のロスを減少させる。
【解決手段】本発明の短繊維の表面処理方法は、被処理物を収容すると共に、下方から導入される熱風によって前記被処理物を吹き上げつつ乾燥させる流動層式乾燥室と、該流動層式乾燥室内に処理液を散布するスプレーノズルとを備えた装置を用いて、前記流動層式乾燥室内に短繊維塊を投入し、前記流動層式乾燥室内に熱風を吹き込みつつ、前記スプレーノズルから表面改質用処理液を散布し、前記投入した短繊維塊を構成する個々の短繊維がほぼ乾燥した状態となるのに十分な時間の間、前記短繊維塊を前記流動層式乾燥室内に留めることを特徴とする。
【解決手段】本発明の短繊維の表面処理方法は、被処理物を収容すると共に、下方から導入される熱風によって前記被処理物を吹き上げつつ乾燥させる流動層式乾燥室と、該流動層式乾燥室内に処理液を散布するスプレーノズルとを備えた装置を用いて、前記流動層式乾燥室内に短繊維塊を投入し、前記流動層式乾燥室内に熱風を吹き込みつつ、前記スプレーノズルから表面改質用処理液を散布し、前記投入した短繊維塊を構成する個々の短繊維がほぼ乾燥した状態となるのに十分な時間の間、前記短繊維塊を前記流動層式乾燥室内に留めることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、静電植毛法によってパイル地を製造したり、フィラーとしてプラスチックやゴム等に混入したりするための短繊維に係り、特に、植毛に用いる場合の飛翔性の向上、フィラーに用いる場合の分散性の向上を図るための表面処理方法に関する。
【背景技術】
【0002】
従来、フィラメント、トウなどを短く切断した短繊維を、ある種の無機物の水溶液に浸漬して脱水乾燥し、さらに薬品を繊維表面に沈着させることにより、静電気植毛のためのフロックを製造する方法が知られている(非特許文献1、特許文献1,特許文献2)。これらの方法だと5〜10倍の薬品溶液に浸漬した後、脱水機で脱水するので、処理用の水溶液の凡そ95〜96%が破棄される。
【0003】
また、古くは、染色工程でタンニン酸を用いる方法が知られている(特許文献3)。この方法は、ポリアミドとか絹、羊毛のようにタンニン酸と結合する繊維には適用できるが、ポリエステル、アクリル等の結合性のない繊維には適用できない。
【非特許文献1】新高分子文庫17(1979年初版発行、飯沼憲政著、フロック加工の実際、p132〜135)
【特許文献1】特開昭57−61767号公報
【特許文献2】特開昭61−214940号公報
【特許文献3】特公昭39−27019号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
従来の方法では、先に述べたように短繊維を浸漬するために多量の薬品溶液が必要となる。特に繊維が太くて長くなると短繊維はバルクになるため繊維重量の10倍量もの液を必要とする。何故ならバルクのため均一に浸漬できないからである。例えば、6.6dtex,2.0mmの短繊維1.0kgを処理しようとすると、10Lの処理液が必要となる。これを脱水機で脱水し、絞液率40〜50%とすると、9.6〜9.5Lの処理液が流出する。そして、繊維には400〜500ccが残るのみであるから、95〜96%の処理液がロスとなる。
【0005】
そこで、本発明は、短繊維に対する表面処理による十分なる改質を施すことができ、かつ、そのための処理液のロスを減少させることを目的としてなされた。
【課題を解決するための手段】
【0006】
上記目的を達成するためになされた本発明の短繊維の表面処理方法は、
被処理物を収容すると共に、下方から導入される熱風によって前記被処理物を吹き上げつつ乾燥させる流動層式乾燥室と、該流動層式乾燥室内に処理液を上方から散布するスプレーノズルとを備えた装置を用いて、
前記流動層式乾燥室内に、短繊維塊を投入し、
前記流動層式乾燥室内に熱風を吹き込みつつ、前記スプレーノズルから表面改質用処理液を散布し、
前記投入した短繊維塊を構成する個々の短繊維がほぼ乾燥した状態となるのに十分な時間の間、前記短繊維塊を前記流動層式乾燥室内に留めること
を特徴とする。
を特徴とする請求項1記載の短繊維の表面処理方法。
【0007】
ここで、本発明の短繊維の表面処理方法は、さらに、前記流動層式乾燥室内に投入される短繊維が含水率5〜45%であることが望ましい。
【0008】
また、これら本発明の短繊維の表面処理方法において、前記表面改質用処理液を表面抵抗低減用処理液とすることができる。
【0009】
一般的に、短繊維は表面改質処理が行われる前に、染色工程や漂白工程において溶液中に浸漬する処理が行われ、脱水乾燥された後に表面改質処理が行われる。本願においては、表面改質用処理液の繊維表面への密着性を考慮すると、完全に乾燥された状態でなく、ある程度含水した状態であることが好ましい。この含水率は、短繊維の材質や長さ、太さ、処理量等によって異なってくるが、通常の場合、含水率が5〜45%の状態で流動層式乾燥室内に投入されることが好ましい。含水率が5%未満であると、密着性の向上が見られないからである。一方、45%を超えてしまうと表面改質処理液を短繊維表面に付着させる処理時間が長くなって生産効率の面で好ましくないからである。
【0010】
なお、本発明においては、表面改質用の処理液として種々のものを使用することができるが、例えば、静電植毛用フロックとして短繊維を処理する場合には、表面改質用処理液として酸化チタンスラリーを用いることで顕著な効果を得ることができる。
【0011】
これら本発明の方法は、流動層式乾燥室内で短繊維を空気中に浮遊させた状態に吹き上げ、そこに処理液をスプレーノズルから散布するので、浮遊中の短繊維の表面に処理液が付着し、処理液の無駄を生じない。例えば、短繊維1.0kgを処理するのに、従来方法では10Lの処理液が必要であったのに対し、本発明方法では、400〜500ccで足りる。
【0012】
本発明方法は、例えば、(株)パウレック社の流動造粒コーティング装置や、(株)大川原製作所の流動コーティング装置を用いることにより実施可能である。この場合に、上述の様に、熱風温度及び風速を設定することで、短繊維が飛び過ぎず、ちょうどよい浮遊状態となり、散布された処理液が短繊維の表面に付着して乾燥する状態が継続される間に、染色脱水状態の短繊維塊が乾燥してほぐれつつ、各短繊維の表面には処理液のコーティング層が形成されていく。
【0013】
これら市販の装置は、原料粉末を所定の粒径に造粒したり、錠剤の表面にコーティングしたりするのが主たる用途であり、植毛用フロックを製造する等の用途には使用されることはなかった。これは、繊維を被処理物として投入すると、装置自体の造粒作用によって、繊維同士が絡み合い、植毛用フロックに適する処理ができないと考えられていたからである。
【0014】
これに対し、本発明は、風速を十分に抑えることにより、造粒作用を抑制しつつ乾燥・浮遊の作用を引き出し、かつ、処理液散布による短繊維表面に満遍なく処理液を付着させ、これが所定時間繰り返されることで、短繊維表面に処理液の乾燥したコーティング層がしっかりと形成されることを突き止めることによって初めて完成したものである。
【0015】
従って、本発明でいうところの短繊維とは、フィラメント又はトウを静電植毛用フロックとして使用される長さに切断したものや、フィラメント又はトウをプラスチック、ゴム等に混入するフィラーとして使用される長さに切断したもの等に適応できるものであり、紡績用ステップルファイバーより著しく短いもので流動層内にて個別の飛翔が可能なもので、例えば、長さとしては、0.3〜6.0mmの範囲のものである。
【0016】
この短繊維のアスペクト比としては、100以下のものが好ましく、より望ましくは80以下のものが好ましい。アスペクト比が100を超えるものであると、短繊維同士が絡みやすくなり、作業性の面で扱い難いものとなるからである。本願におけるアスペクト比とは、(繊維の長さ)/(繊維の直径)の比率である。
【0017】
より具体的には、ナイロン66のフィラメント又はトウをアスペクト比100以下となる様に切断してなる短繊維を用いて、前記流動室には、50〜90℃の熱風を風速0.6〜0.9m/秒で吹き込む様にするとよい。
【0018】
あるいは、ポリエステルのフィラメント又はトウをアスペクト比100以下となる様に切断してなる短繊維を用いて、前記流動室には、50〜90℃の熱風を風速0.6〜0.9m/秒で吹き込む様にするとよい。
【0019】
ここで、熱風の温度を50〜90℃(より望ましくは80℃前後)とするのは、ナイロン66,ポリエステルといった化学繊維が変質等せず、かつ、徐々に、しかし確実に、短繊維を乾燥させることができるからである。
【0020】
また、熱風の風速を0.6〜0.9m/秒とするのは、アスペクト比100以下の「静電植毛用フロック」、「フィラー」としてナイロン66、ポリエステルのフィラメント又はトウを切断してなる短繊維を用いる場合に、飛び過ぎず、その一方、乾燥課程において十分に分離浮遊する状態とするためである。従って、造粒を目的とする場合よりも低速で熱風を吹き込むのである。
【0021】
なお、ナイロン66,ポリエステル以外の素材も用いることができ、その場合、素材の柔軟性等により、アスペクト比は100よりも小さくする必要がある場合や、逆に100よりも大きくてもよい場合があり得る。また、熱風の温度も素材の耐熱性等に応じて変更可能であり、熱風の風速も同様に素材の重量等に応じて変更可能である。
【0022】
従って、本発明は、最初に述べた通り、「被処理物を収容すると共に、下方から導入される熱風によって前記被処理物を吹き上げつつ乾燥させる流動層式乾燥室と、該流動層式乾燥室内に処理液を上方から散布するスプレーノズルとを備えた装置を用いて、前記流動層式乾燥室内に短繊維塊を投入し、前記流動層式乾燥室内に熱風を吹き込みつつ、前記スプレーノズルから表面改質用処理液を散布し、前記投入した短繊維塊を構成する個々の短繊維がほぼ乾燥した状態となるのに十分な時間の間、前記短繊維塊を前記流動層式乾燥室内に留めることを特徴とする短繊維の表面処理方法」として特定できるのである。
【0023】
流動層式乾燥室内に短繊維の染色や漂白の後で未乾燥状態の物を投入し、処理液をスプレーしているので、乾燥による蒸発潜熱で繊維表面は冷却されていて塗料(薬剤)は繊維表面に十分流延した状態(濡れて接着性が良好な状態)を形成することができて極めて好ましい。なお、基材中の水分や有機溶剤分の残留分がない状態、即ち完全に乾燥した状態で薬剤を塗布することも十分に可能であるが、本発明では染色,漂白等の溶液中への浸漬処理の後脱水がなされておれば、未乾燥状態であっても熱風による流動状態、即ち浮遊状態を確保して繊維表面に機能性薬剤を均一に塗布、積層、複合化できるのである。そして、処理液をスプレーしているが、短繊維中に含有している水分は極めて少量で乾燥速度が迅速であるので薬液の付着は問題なく、均一になる。
【0024】
また、本発明の実施に当たっては、流動層式乾燥室内に設置すべきスプレーノズルの数には特に制限はない。従って、2つ以上のスプレーノズルを備えておき、第1のノズルでアニオン活性剤を、第2のノズルでカチオン活性剤を散布させることとしておき、アニオン活性とカチオン活性を付与した短繊維を製造するという実施方法も有効である。この様な処理は、本発明方法故に可能になるものである。何故なら、アニオン活性剤とカチオン活性剤は混合すると沈殿してしまうので、従来の処理方法である浸漬法では、2回に分けて浸漬を行う必要があるからである。
【0025】
また、他の例を挙げると、ポリエステル繊維の吸水性を高めるためにポリエステル重合体SF5504(商品名:竹本油脂(株)製)をシリカゲルのスノーテックス0(商品名:日産化学製)に混合するとシリカゲルが集合して白色の沈殿ができる。従って、この場合も浸漬法では、処理を2回に分けなければならない。これに対し、本発明方法では、複数のスプレーノズルを設置し、それらが散布する処理液を異なるものとすることで、一度に、ポリエステル繊維の吸水性を高める処理も実施することができるのである。
【0026】
そして、本発明方法の利点を上げるならば、従来の浸漬法では大量の薬品が排水され水質を悪化させるが、本発明では排水量はほとんどない。また、植毛時の飛翔性を高めるために一時的には硫安とか塩安が用いられるため、従来の浸漬法では排水に窒素が流入するという問題があった。これに対し本発明方法では、排水を極力ゼロに近付けることができるので、環境への窒素流出規制の問題にも十分に対応することができる
【0027】
本願における、表面改質用処理液は、短繊維の使用目的に応じた短繊維の表面の改質を行うものであり、短繊維の使用目的に応じて適宜選定することができる。
【0028】
例えば、静電植毛用フロックとして使用する場合は、短繊維の表面を導電性として改質する必要があるために、表面改質用処理液としては、ポリピロール、ポリアニリン、酸化亜鉛、酸化錫、酸化インジウム、カーボンブラック、カーボンナノチューブ、カーボンナノファイバー、金属コロイド、チタン酸カリウム等の導電性材料の溶液または分散液を塗布することができる。
【0029】
また、短繊維に光触媒機能を付加することで、環境浄化用短繊維とする場合は、酸化チタン等の可視光応答型光触媒、紫外線応答型光触媒からなる水系塗料、有機溶媒系塗料を使用することができる。
【0030】
さらに、短繊維の表面に抗菌性等の機能を付加する場合は、第4級アンモニウム塩系シランカップリング剤(例えば、信越化学製:ポロンMF50)の水溶液またはアルコール溶液等を使用することができる。
【0031】
このような表面改質用処理液を使用したとしても、本願の処理方法によれば、処理液の量を必要量の最小限とすることが可能であるために、処理液が廃水として流失することがない。従って、各処理液に応じた特別な廃水処理設備を設置しなくとも対応することが可能となる。
【0032】
一方、静電植毛用のフロックを作成する場合に、光触媒塗料を使用した場合には、短繊維表面に光触媒が付着することで、通常の光触媒機能を得ると共に、短繊維表面が超親水性となるために表面抵抗低減作用を得ることが可能となり、別途導電性塗料を併用する必要がなく好ましい。また、シランカップリング剤で処理された抗菌剤を使用しても同様に表面抵抗低減作用を得ることが可能となり、別途導電性塗料を併用する必要がなく好ましい。
【発明の効果】
【0033】
本発明によれば、短繊維に対する表面処理による十分なる改質を施すことができ、かつ、そのための処理液のロスを減少させることができ、さらには、表面処理が完了した時点で既に乾燥していることから、従来必要であった最終工程の乾燥作業が不要となり、コストダウンと共に環境問題に対する多大なる効果を発揮することができる。
【発明を実施するための最良の形態】
【0034】
流動層式乾燥装置内において、浮遊状態を維持しながら浮遊している短繊維に効率良く機能性薬剤を塗布、複合化するには熱風の吹き出し方向(垂直方向上向き)に逆向き、即ち垂直下向きに薬剤をスプレーノズルから吹き出すことが良い。
【0035】
吹き出し位置は底部攪拌翼から15〜20cm程度離れた部位が好ましい。底部から浮遊した直後では短繊維は未だ塊を形成している率が高く、機能性薬剤を塗布すると凝集を促進しかねず均一な浮遊状態を形成できない可能性があるからである。
【0036】
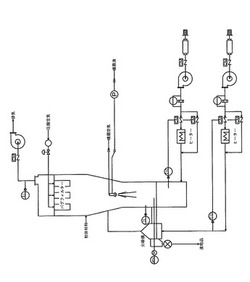
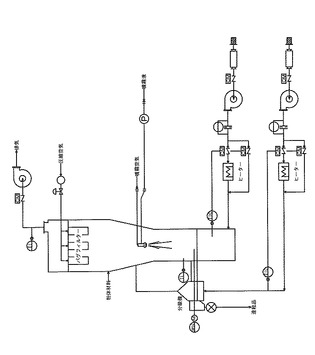
上述の条件を満たす装置として、図1に(株)大川原製作所製のミクスグラードMGD−0.5型(商品名)の構成図を示す。図示の様に、元々は、粉体材料を投入し、これにバインダーとなる薬液を散布しつつ乾燥させて造粒するものである。本実施形態では、分級機の位置から染色工程を経て脱水された短繊維塊をそのまま、あるいは若干ほぐしながら流動層式乾燥室内に投入し、80℃の熱風を06〜0.9m/秒の風速で下方から吹き込む一方、上方に20cm程度離れて配置したスプレーノズルから処理液を下方に向かって噴霧する。この結果、未乾燥状態の短繊維塊が熱風により徐々に乾燥されつつ浮遊状態とされ、ミスト状に吹き上げられている処理液と接触してコーティングが行われながら乾燥が進んでいく。そして、ほぼ乾燥が完了した状態で取り出すことにより、表面に処理液が適度に付着した状態の短繊維を得ることができる。
【実施例】
【0037】
[実施例1]
ナイロン66の0.9dtex、長さ0.8mm、アスペクト比80を、精錬後脱水機で脱水して含水率28.5%の短繊維とした試料1.5kgを、図1の装置に投入し、表1の条件で加工した1147g酸化チタンスラリーを、スプレー加工し、1080gの製品を得た。
【0038】
【表1】

【0039】
この繊維はアスペクト比が大きく小さな塊ができたので装置から取り出し電気送風機を通すとバラバラに分散し、良好なフロック用短繊維が得られた。酸化チタンスラリーは、処理液であって、内容は酸化チタン4.26%、シリカ2.18%、シリコーン系柔軟剤0.15%の水溶液を2倍にうすめたものである。
【0040】
一方、従来の浸漬法で5Lの同じ組成の処理液を作り、1kgの短繊維を浸漬した後、短繊維に薬液が400cc残るように脱水し、乾燥フロックを作成した。この場合、4600ccの薬液は放出された。
【0041】
両者の植毛用フロックの特性値を表2に示す。
【0042】
【表2】
【0043】
[特性値の測定条件]
※1・・・表面抵抗(Ω/cm)、計測機器:東亜電波製MS−8000(商品名)
※2・・・飛翔性(sec)、計測器:Erichshenk製飛翔テスター(2gの試料が10cmの間隔を4万Vで飛び散る時間)
※3・・・含水率(%)、調湿後、計測機器:Kett製赤外線水分計
【0044】
この結果、従来法は良くない。
【0045】
[実施例2:ナイロン66、6.6dtex、長さ2mm、アスペクト比72.7の加工]
ナイロン66、6.6dtex、長さ2.0mmを、アスペクト比72.7、含水率12.1%、500gを採集し、実施例1と同様に表3の条件で加工した。この場合は繊維が太くバルクのため一度の投入量を減らす必要があった。また、投入前に手で塊を砕き細分化した。
【0046】
【表3】
【0047】
比較の為に行った浸漬法は処理液が繊維1kgに対して10Lも必要となり9.5L即ち95%を破棄する結果となった。処理液は実施例1と同じ。
【0048】
特性値を表4に示す。
【0049】
【表4】
【0050】
従来法は特性が良くない。処理液のロスも多い。
【0051】
[実施例3:ポリエステル、3.3dtex、0.8mm、アスペクト比45.7の加工]
ポリエステル、3.3dtex、0.8mm、アスペクト比45.7、含水率16.8%の短繊維1500gを、図1の装置で、表5の条件でスプレー加工した。処理液は実施例1と同じ。他方、従来法は処理液5Lで加工した。絞液率は40%であり400ccの処理液が必要であり、残り4600ccは破棄された。特性値を表6に示す。
【0052】
【表5】
【0053】
【表6】
【0054】
この場合も従来法の方が特性値は悪かった。
【0055】
以上、発明を実施するための最良の形態並びにいくつかの実施形態を説明したが、本発明は、これに限定されるものではなく、その要旨を逸脱しない範囲内における種々の態様での実施が可能である。
【図面の簡単な説明】
【0056】
【図1】実施例において用いた(株)大川原製作所製のミクスグラードMGD−0.5型(商品名)の構造図である。
【技術分野】
【0001】
本発明は、静電植毛法によってパイル地を製造したり、フィラーとしてプラスチックやゴム等に混入したりするための短繊維に係り、特に、植毛に用いる場合の飛翔性の向上、フィラーに用いる場合の分散性の向上を図るための表面処理方法に関する。
【背景技術】
【0002】
従来、フィラメント、トウなどを短く切断した短繊維を、ある種の無機物の水溶液に浸漬して脱水乾燥し、さらに薬品を繊維表面に沈着させることにより、静電気植毛のためのフロックを製造する方法が知られている(非特許文献1、特許文献1,特許文献2)。これらの方法だと5〜10倍の薬品溶液に浸漬した後、脱水機で脱水するので、処理用の水溶液の凡そ95〜96%が破棄される。
【0003】
また、古くは、染色工程でタンニン酸を用いる方法が知られている(特許文献3)。この方法は、ポリアミドとか絹、羊毛のようにタンニン酸と結合する繊維には適用できるが、ポリエステル、アクリル等の結合性のない繊維には適用できない。
【非特許文献1】新高分子文庫17(1979年初版発行、飯沼憲政著、フロック加工の実際、p132〜135)
【特許文献1】特開昭57−61767号公報
【特許文献2】特開昭61−214940号公報
【特許文献3】特公昭39−27019号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
従来の方法では、先に述べたように短繊維を浸漬するために多量の薬品溶液が必要となる。特に繊維が太くて長くなると短繊維はバルクになるため繊維重量の10倍量もの液を必要とする。何故ならバルクのため均一に浸漬できないからである。例えば、6.6dtex,2.0mmの短繊維1.0kgを処理しようとすると、10Lの処理液が必要となる。これを脱水機で脱水し、絞液率40〜50%とすると、9.6〜9.5Lの処理液が流出する。そして、繊維には400〜500ccが残るのみであるから、95〜96%の処理液がロスとなる。
【0005】
そこで、本発明は、短繊維に対する表面処理による十分なる改質を施すことができ、かつ、そのための処理液のロスを減少させることを目的としてなされた。
【課題を解決するための手段】
【0006】
上記目的を達成するためになされた本発明の短繊維の表面処理方法は、
被処理物を収容すると共に、下方から導入される熱風によって前記被処理物を吹き上げつつ乾燥させる流動層式乾燥室と、該流動層式乾燥室内に処理液を上方から散布するスプレーノズルとを備えた装置を用いて、
前記流動層式乾燥室内に、短繊維塊を投入し、
前記流動層式乾燥室内に熱風を吹き込みつつ、前記スプレーノズルから表面改質用処理液を散布し、
前記投入した短繊維塊を構成する個々の短繊維がほぼ乾燥した状態となるのに十分な時間の間、前記短繊維塊を前記流動層式乾燥室内に留めること
を特徴とする。
を特徴とする請求項1記載の短繊維の表面処理方法。
【0007】
ここで、本発明の短繊維の表面処理方法は、さらに、前記流動層式乾燥室内に投入される短繊維が含水率5〜45%であることが望ましい。
【0008】
また、これら本発明の短繊維の表面処理方法において、前記表面改質用処理液を表面抵抗低減用処理液とすることができる。
【0009】
一般的に、短繊維は表面改質処理が行われる前に、染色工程や漂白工程において溶液中に浸漬する処理が行われ、脱水乾燥された後に表面改質処理が行われる。本願においては、表面改質用処理液の繊維表面への密着性を考慮すると、完全に乾燥された状態でなく、ある程度含水した状態であることが好ましい。この含水率は、短繊維の材質や長さ、太さ、処理量等によって異なってくるが、通常の場合、含水率が5〜45%の状態で流動層式乾燥室内に投入されることが好ましい。含水率が5%未満であると、密着性の向上が見られないからである。一方、45%を超えてしまうと表面改質処理液を短繊維表面に付着させる処理時間が長くなって生産効率の面で好ましくないからである。
【0010】
なお、本発明においては、表面改質用の処理液として種々のものを使用することができるが、例えば、静電植毛用フロックとして短繊維を処理する場合には、表面改質用処理液として酸化チタンスラリーを用いることで顕著な効果を得ることができる。
【0011】
これら本発明の方法は、流動層式乾燥室内で短繊維を空気中に浮遊させた状態に吹き上げ、そこに処理液をスプレーノズルから散布するので、浮遊中の短繊維の表面に処理液が付着し、処理液の無駄を生じない。例えば、短繊維1.0kgを処理するのに、従来方法では10Lの処理液が必要であったのに対し、本発明方法では、400〜500ccで足りる。
【0012】
本発明方法は、例えば、(株)パウレック社の流動造粒コーティング装置や、(株)大川原製作所の流動コーティング装置を用いることにより実施可能である。この場合に、上述の様に、熱風温度及び風速を設定することで、短繊維が飛び過ぎず、ちょうどよい浮遊状態となり、散布された処理液が短繊維の表面に付着して乾燥する状態が継続される間に、染色脱水状態の短繊維塊が乾燥してほぐれつつ、各短繊維の表面には処理液のコーティング層が形成されていく。
【0013】
これら市販の装置は、原料粉末を所定の粒径に造粒したり、錠剤の表面にコーティングしたりするのが主たる用途であり、植毛用フロックを製造する等の用途には使用されることはなかった。これは、繊維を被処理物として投入すると、装置自体の造粒作用によって、繊維同士が絡み合い、植毛用フロックに適する処理ができないと考えられていたからである。
【0014】
これに対し、本発明は、風速を十分に抑えることにより、造粒作用を抑制しつつ乾燥・浮遊の作用を引き出し、かつ、処理液散布による短繊維表面に満遍なく処理液を付着させ、これが所定時間繰り返されることで、短繊維表面に処理液の乾燥したコーティング層がしっかりと形成されることを突き止めることによって初めて完成したものである。
【0015】
従って、本発明でいうところの短繊維とは、フィラメント又はトウを静電植毛用フロックとして使用される長さに切断したものや、フィラメント又はトウをプラスチック、ゴム等に混入するフィラーとして使用される長さに切断したもの等に適応できるものであり、紡績用ステップルファイバーより著しく短いもので流動層内にて個別の飛翔が可能なもので、例えば、長さとしては、0.3〜6.0mmの範囲のものである。
【0016】
この短繊維のアスペクト比としては、100以下のものが好ましく、より望ましくは80以下のものが好ましい。アスペクト比が100を超えるものであると、短繊維同士が絡みやすくなり、作業性の面で扱い難いものとなるからである。本願におけるアスペクト比とは、(繊維の長さ)/(繊維の直径)の比率である。
【0017】
より具体的には、ナイロン66のフィラメント又はトウをアスペクト比100以下となる様に切断してなる短繊維を用いて、前記流動室には、50〜90℃の熱風を風速0.6〜0.9m/秒で吹き込む様にするとよい。
【0018】
あるいは、ポリエステルのフィラメント又はトウをアスペクト比100以下となる様に切断してなる短繊維を用いて、前記流動室には、50〜90℃の熱風を風速0.6〜0.9m/秒で吹き込む様にするとよい。
【0019】
ここで、熱風の温度を50〜90℃(より望ましくは80℃前後)とするのは、ナイロン66,ポリエステルといった化学繊維が変質等せず、かつ、徐々に、しかし確実に、短繊維を乾燥させることができるからである。
【0020】
また、熱風の風速を0.6〜0.9m/秒とするのは、アスペクト比100以下の「静電植毛用フロック」、「フィラー」としてナイロン66、ポリエステルのフィラメント又はトウを切断してなる短繊維を用いる場合に、飛び過ぎず、その一方、乾燥課程において十分に分離浮遊する状態とするためである。従って、造粒を目的とする場合よりも低速で熱風を吹き込むのである。
【0021】
なお、ナイロン66,ポリエステル以外の素材も用いることができ、その場合、素材の柔軟性等により、アスペクト比は100よりも小さくする必要がある場合や、逆に100よりも大きくてもよい場合があり得る。また、熱風の温度も素材の耐熱性等に応じて変更可能であり、熱風の風速も同様に素材の重量等に応じて変更可能である。
【0022】
従って、本発明は、最初に述べた通り、「被処理物を収容すると共に、下方から導入される熱風によって前記被処理物を吹き上げつつ乾燥させる流動層式乾燥室と、該流動層式乾燥室内に処理液を上方から散布するスプレーノズルとを備えた装置を用いて、前記流動層式乾燥室内に短繊維塊を投入し、前記流動層式乾燥室内に熱風を吹き込みつつ、前記スプレーノズルから表面改質用処理液を散布し、前記投入した短繊維塊を構成する個々の短繊維がほぼ乾燥した状態となるのに十分な時間の間、前記短繊維塊を前記流動層式乾燥室内に留めることを特徴とする短繊維の表面処理方法」として特定できるのである。
【0023】
流動層式乾燥室内に短繊維の染色や漂白の後で未乾燥状態の物を投入し、処理液をスプレーしているので、乾燥による蒸発潜熱で繊維表面は冷却されていて塗料(薬剤)は繊維表面に十分流延した状態(濡れて接着性が良好な状態)を形成することができて極めて好ましい。なお、基材中の水分や有機溶剤分の残留分がない状態、即ち完全に乾燥した状態で薬剤を塗布することも十分に可能であるが、本発明では染色,漂白等の溶液中への浸漬処理の後脱水がなされておれば、未乾燥状態であっても熱風による流動状態、即ち浮遊状態を確保して繊維表面に機能性薬剤を均一に塗布、積層、複合化できるのである。そして、処理液をスプレーしているが、短繊維中に含有している水分は極めて少量で乾燥速度が迅速であるので薬液の付着は問題なく、均一になる。
【0024】
また、本発明の実施に当たっては、流動層式乾燥室内に設置すべきスプレーノズルの数には特に制限はない。従って、2つ以上のスプレーノズルを備えておき、第1のノズルでアニオン活性剤を、第2のノズルでカチオン活性剤を散布させることとしておき、アニオン活性とカチオン活性を付与した短繊維を製造するという実施方法も有効である。この様な処理は、本発明方法故に可能になるものである。何故なら、アニオン活性剤とカチオン活性剤は混合すると沈殿してしまうので、従来の処理方法である浸漬法では、2回に分けて浸漬を行う必要があるからである。
【0025】
また、他の例を挙げると、ポリエステル繊維の吸水性を高めるためにポリエステル重合体SF5504(商品名:竹本油脂(株)製)をシリカゲルのスノーテックス0(商品名:日産化学製)に混合するとシリカゲルが集合して白色の沈殿ができる。従って、この場合も浸漬法では、処理を2回に分けなければならない。これに対し、本発明方法では、複数のスプレーノズルを設置し、それらが散布する処理液を異なるものとすることで、一度に、ポリエステル繊維の吸水性を高める処理も実施することができるのである。
【0026】
そして、本発明方法の利点を上げるならば、従来の浸漬法では大量の薬品が排水され水質を悪化させるが、本発明では排水量はほとんどない。また、植毛時の飛翔性を高めるために一時的には硫安とか塩安が用いられるため、従来の浸漬法では排水に窒素が流入するという問題があった。これに対し本発明方法では、排水を極力ゼロに近付けることができるので、環境への窒素流出規制の問題にも十分に対応することができる
【0027】
本願における、表面改質用処理液は、短繊維の使用目的に応じた短繊維の表面の改質を行うものであり、短繊維の使用目的に応じて適宜選定することができる。
【0028】
例えば、静電植毛用フロックとして使用する場合は、短繊維の表面を導電性として改質する必要があるために、表面改質用処理液としては、ポリピロール、ポリアニリン、酸化亜鉛、酸化錫、酸化インジウム、カーボンブラック、カーボンナノチューブ、カーボンナノファイバー、金属コロイド、チタン酸カリウム等の導電性材料の溶液または分散液を塗布することができる。
【0029】
また、短繊維に光触媒機能を付加することで、環境浄化用短繊維とする場合は、酸化チタン等の可視光応答型光触媒、紫外線応答型光触媒からなる水系塗料、有機溶媒系塗料を使用することができる。
【0030】
さらに、短繊維の表面に抗菌性等の機能を付加する場合は、第4級アンモニウム塩系シランカップリング剤(例えば、信越化学製:ポロンMF50)の水溶液またはアルコール溶液等を使用することができる。
【0031】
このような表面改質用処理液を使用したとしても、本願の処理方法によれば、処理液の量を必要量の最小限とすることが可能であるために、処理液が廃水として流失することがない。従って、各処理液に応じた特別な廃水処理設備を設置しなくとも対応することが可能となる。
【0032】
一方、静電植毛用のフロックを作成する場合に、光触媒塗料を使用した場合には、短繊維表面に光触媒が付着することで、通常の光触媒機能を得ると共に、短繊維表面が超親水性となるために表面抵抗低減作用を得ることが可能となり、別途導電性塗料を併用する必要がなく好ましい。また、シランカップリング剤で処理された抗菌剤を使用しても同様に表面抵抗低減作用を得ることが可能となり、別途導電性塗料を併用する必要がなく好ましい。
【発明の効果】
【0033】
本発明によれば、短繊維に対する表面処理による十分なる改質を施すことができ、かつ、そのための処理液のロスを減少させることができ、さらには、表面処理が完了した時点で既に乾燥していることから、従来必要であった最終工程の乾燥作業が不要となり、コストダウンと共に環境問題に対する多大なる効果を発揮することができる。
【発明を実施するための最良の形態】
【0034】
流動層式乾燥装置内において、浮遊状態を維持しながら浮遊している短繊維に効率良く機能性薬剤を塗布、複合化するには熱風の吹き出し方向(垂直方向上向き)に逆向き、即ち垂直下向きに薬剤をスプレーノズルから吹き出すことが良い。
【0035】
吹き出し位置は底部攪拌翼から15〜20cm程度離れた部位が好ましい。底部から浮遊した直後では短繊維は未だ塊を形成している率が高く、機能性薬剤を塗布すると凝集を促進しかねず均一な浮遊状態を形成できない可能性があるからである。
【0036】
上述の条件を満たす装置として、図1に(株)大川原製作所製のミクスグラードMGD−0.5型(商品名)の構成図を示す。図示の様に、元々は、粉体材料を投入し、これにバインダーとなる薬液を散布しつつ乾燥させて造粒するものである。本実施形態では、分級機の位置から染色工程を経て脱水された短繊維塊をそのまま、あるいは若干ほぐしながら流動層式乾燥室内に投入し、80℃の熱風を06〜0.9m/秒の風速で下方から吹き込む一方、上方に20cm程度離れて配置したスプレーノズルから処理液を下方に向かって噴霧する。この結果、未乾燥状態の短繊維塊が熱風により徐々に乾燥されつつ浮遊状態とされ、ミスト状に吹き上げられている処理液と接触してコーティングが行われながら乾燥が進んでいく。そして、ほぼ乾燥が完了した状態で取り出すことにより、表面に処理液が適度に付着した状態の短繊維を得ることができる。
【実施例】
【0037】
[実施例1]
ナイロン66の0.9dtex、長さ0.8mm、アスペクト比80を、精錬後脱水機で脱水して含水率28.5%の短繊維とした試料1.5kgを、図1の装置に投入し、表1の条件で加工した1147g酸化チタンスラリーを、スプレー加工し、1080gの製品を得た。
【0038】
【表1】
【0039】
この繊維はアスペクト比が大きく小さな塊ができたので装置から取り出し電気送風機を通すとバラバラに分散し、良好なフロック用短繊維が得られた。酸化チタンスラリーは、処理液であって、内容は酸化チタン4.26%、シリカ2.18%、シリコーン系柔軟剤0.15%の水溶液を2倍にうすめたものである。
【0040】
一方、従来の浸漬法で5Lの同じ組成の処理液を作り、1kgの短繊維を浸漬した後、短繊維に薬液が400cc残るように脱水し、乾燥フロックを作成した。この場合、4600ccの薬液は放出された。
【0041】
両者の植毛用フロックの特性値を表2に示す。
【0042】
【表2】
【0043】
[特性値の測定条件]
※1・・・表面抵抗(Ω/cm)、計測機器:東亜電波製MS−8000(商品名)
※2・・・飛翔性(sec)、計測器:Erichshenk製飛翔テスター(2gの試料が10cmの間隔を4万Vで飛び散る時間)
※3・・・含水率(%)、調湿後、計測機器:Kett製赤外線水分計
【0044】
この結果、従来法は良くない。
【0045】
[実施例2:ナイロン66、6.6dtex、長さ2mm、アスペクト比72.7の加工]
ナイロン66、6.6dtex、長さ2.0mmを、アスペクト比72.7、含水率12.1%、500gを採集し、実施例1と同様に表3の条件で加工した。この場合は繊維が太くバルクのため一度の投入量を減らす必要があった。また、投入前に手で塊を砕き細分化した。
【0046】
【表3】
【0047】
比較の為に行った浸漬法は処理液が繊維1kgに対して10Lも必要となり9.5L即ち95%を破棄する結果となった。処理液は実施例1と同じ。
【0048】
特性値を表4に示す。
【0049】
【表4】
【0050】
従来法は特性が良くない。処理液のロスも多い。
【0051】
[実施例3:ポリエステル、3.3dtex、0.8mm、アスペクト比45.7の加工]
ポリエステル、3.3dtex、0.8mm、アスペクト比45.7、含水率16.8%の短繊維1500gを、図1の装置で、表5の条件でスプレー加工した。処理液は実施例1と同じ。他方、従来法は処理液5Lで加工した。絞液率は40%であり400ccの処理液が必要であり、残り4600ccは破棄された。特性値を表6に示す。
【0052】
【表5】
【0053】
【表6】
【0054】
この場合も従来法の方が特性値は悪かった。
【0055】
以上、発明を実施するための最良の形態並びにいくつかの実施形態を説明したが、本発明は、これに限定されるものではなく、その要旨を逸脱しない範囲内における種々の態様での実施が可能である。
【図面の簡単な説明】
【0056】
【図1】実施例において用いた(株)大川原製作所製のミクスグラードMGD−0.5型(商品名)の構造図である。
【特許請求の範囲】
【請求項1】
被処理物を収容すると共に、下方から導入される熱風によって前記被処理物を吹き上げつつ乾燥させる流動層式乾燥室と、該流動層式乾燥室内に処理液を上方から散布するスプレーノズルとを備えた装置を用いて、
前記流動層式乾燥室内に、短繊維塊を投入し、
前記流動層式乾燥室内に熱風を吹き込みつつ、前記スプレーノズルから表面改質用処理液を散布し、
前記投入した短繊維塊を構成する個々の短繊維がほぼ乾燥した状態となるのに十分な時間の間、前記短繊維塊を前記流動層式乾燥室内に留めること
を特徴とする短繊維の表面処理方法。
【請求項2】
前記流動層式乾燥室内に投入される短繊維が含水率5〜45%であることを特徴とする請求項1記載の短繊維の表面処理方法。
【請求項3】
前記表面改質用処理液が、表面抵抗低減用処理液であることを特徴とする請求項1又は2記載の短繊維の表面処理方法。
【請求項1】
被処理物を収容すると共に、下方から導入される熱風によって前記被処理物を吹き上げつつ乾燥させる流動層式乾燥室と、該流動層式乾燥室内に処理液を上方から散布するスプレーノズルとを備えた装置を用いて、
前記流動層式乾燥室内に、短繊維塊を投入し、
前記流動層式乾燥室内に熱風を吹き込みつつ、前記スプレーノズルから表面改質用処理液を散布し、
前記投入した短繊維塊を構成する個々の短繊維がほぼ乾燥した状態となるのに十分な時間の間、前記短繊維塊を前記流動層式乾燥室内に留めること
を特徴とする短繊維の表面処理方法。
【請求項2】
前記流動層式乾燥室内に投入される短繊維が含水率5〜45%であることを特徴とする請求項1記載の短繊維の表面処理方法。
【請求項3】
前記表面改質用処理液が、表面抵抗低減用処理液であることを特徴とする請求項1又は2記載の短繊維の表面処理方法。
【図1】

【公開番号】特開2009−144301(P2009−144301A)
【公開日】平成21年7月2日(2009.7.2)
【国際特許分類】
【出願番号】特願2007−325523(P2007−325523)
【出願日】平成19年12月18日(2007.12.18)
【出願人】(591077405)株式会社中部パイル工業所 (3)
【出願人】(000000077)アキレス株式会社 (402)
【Fターム(参考)】
【公開日】平成21年7月2日(2009.7.2)
【国際特許分類】
【出願日】平成19年12月18日(2007.12.18)
【出願人】(591077405)株式会社中部パイル工業所 (3)
【出願人】(000000077)アキレス株式会社 (402)
【Fターム(参考)】
[ Back to top ]