
複合成形品

【課題】イソシアネート化合物が金属表面と二次的化学結合を形成するために、イソシアネート化合物のイソシアネート基が反応活性を保持したまま金属表面に接触しなければならないが、反応活性を保持したまま、金属表面に接触できるイソシアネート化合物のイソシアネート基は、混合された全体の一部である。
【解決手段】この発明に係る複合成形品は、金属と樹脂からなる複合成形品であって、前記金属は、前記樹脂との接合面上の少なくとも一部にスズ化合物を担持し、前記樹脂は、活性水素を有する熱可塑性樹脂と1分子中にイソシアネート基を2つ以上有するイソシアネート化合物とを含んで構成される。
【解決手段】この発明に係る複合成形品は、金属と樹脂からなる複合成形品であって、前記金属は、前記樹脂との接合面上の少なくとも一部にスズ化合物を担持し、前記樹脂は、活性水素を有する熱可塑性樹脂と1分子中にイソシアネート基を2つ以上有するイソシアネート化合物とを含んで構成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属と樹脂を一体化して得られる、例えば、円柱金属表面を熱可塑性樹脂で覆ったローラー、または、鋼線表面を熱可塑性樹脂で覆ったワイヤーロープ等の金属と樹脂からなる複合成形品に関するものである。
【背景技術】
【0002】
金属と樹脂からなる複合成形品は、様々な分野の製品、部品で適用されている。例えば、円柱金属表面を樹脂で覆ったローラー、または、鋼線表面を樹脂で覆ったワイヤーロープ等が挙げられる。
【0003】
ここで、樹脂としてウレタンエラストマーを用いたものは、強度に優れ、かつ低騒音、低振動性、高摩擦力を備える。
【0004】
ウレタンエラストマーには熱硬化性型と熱可塑性型の二種があり、ウレタンローラの材料としては、いずれも使用されている。そのうち熱可塑性型は短時間で容易に成形可能であるが、高分子量化が完了した状態の成形材料であるため、高分子量化や接着という化学反応を成形途中で生じない。そのため、金属に対する接着力が低く、製品の信頼性が低い。
【0005】
そこで、1分子中にイソシアネート基を2個以上有するイソシアネート化合物を熱可塑性ポリウレタンエラストマーに混合し成形することで、イソシアネートの高い極性と反応性を利用し、熱可塑性ポリウレタンエラストマーと金属表面との間に二次的化学結合を形成させ、接合強度を向上しているものがある(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平6−129420号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上記方法では、イソシアネート化合物が金属表面と二次的化学結合を形成するために、イソシアネート化合物のイソシアネート基が反応活性を保持したまま金属表面に接触しなければならないが、イソシアネート化合物のイソシアネート基は、成形機のシリンダー内で熱可塑性ポリウレタンエラストマーと混合されている間に熱可塑性ポリウレタンエラストマーとの架橋反応が進み反応活性を失ってしまう。そのため、反応活性を保持したまま、金属表面に接触できるイソシアネート化合物のイソシアネート基は、混合された全体の一部である。
【0008】
また、反応活性を保持したまま金属表面に接触しても、金属表面と二次的化学結合を形成する前に熱可塑性ポリウレタンエラストマーと架橋反応してしまうものもあるため、その反応性を十分に接着性に活かせない。そのため、十分な接着強度が得られないという課題がある。
【0009】
また、十分な接着強度を得るためにイソシアネート化合物の混合量を増加すれば、イソシアネート基の量が増え接着強度は向上するが、熱可塑性ポリウレタンエラストマーの架橋反応が過剰に進み、特性を損なう恐れがある。
【0010】
本発明は上述した課題を解決するためになされたものであって、活性水素をもつ熱可塑性樹脂、例えば熱可塑性ポリウレタンエラストマーや熱可塑性ポリアミドに混合したイソシアネート化合物のイソシアネート基と、金属表面のヒドロキシル基との二次的化学結合の形成を促進し、より強固に接合された金属と樹脂とからなる複合成形品を得ることを目的とする。
【課題を解決するための手段】
【0011】
この発明に係る複合成形品は、金属と樹脂からなる複合成形品であって、前記金属は、前記樹脂との接合面上の少なくとも一部にスズ化合物を担持し、前記樹脂は、活性水素を有する熱可塑性樹脂と1分子中にイソシアネート基を2つ以上有するイソシアネート化合物とを含んで構成されることを特徴としている。
【発明の効果】
【0012】
本発明によれば、金属表面に存在するスズ化合物が、イソシアネート基と金属表面のヒドロキシル基との二次的化学結合の形成を促進する触媒として作用する。そのため、より多くのイソシアネート基が金属表面との間で二次的化学結合を形成し、金属と熱可塑性樹脂との接合強度が向上できる。
【図面の簡単な説明】
【0013】
【図1】この発明の実施の形態1に係る金属と樹脂とからなる複合成形品の断面図である。
【図2】この発明の実施の形態1に係る金属と樹脂とからなる複合成形品の製造工程を示すフロー図である。
【図3】この発明の実施の形態2に係る金属と樹脂とからなる複合成形品の製造工程を示すフロー図である。
【発明を実施するための形態】
【0014】
実施の形態1.
次に、図面を用いて、この発明の実施の形態を説明する。以下の図面の記載において、同一又は類似の部分には、同一又は類似の符号を付している。但し、図面は模式的なものであり、各寸法の比率等は現実のものとは異なることに留意すべきである。したがって、具体的な寸法等は以下の説明を参酌して判断すべきものである。また、図面相互間においても互いの寸法の関係や比率が異なる部分が含まれていることは勿論である。
【0015】
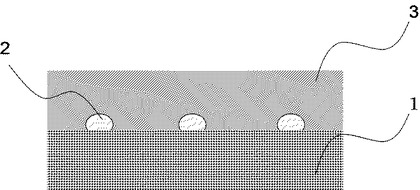
図1は、この発明の実施の形態1に係る金属と樹脂とからなる複合成形品の断面図である。図において、金属1の接合界面にはスズ化合物2が担持され、樹脂3と金属1との接合に寄与するよう構成される。ここで、樹脂3は、活性水素を有する熱可塑性樹脂と、1分子中にイソシアネート基を2つ以上有するイソシアネート化合物とを含んで構成される樹脂である。
【0016】
金属1として、例えば、鉄合金とした場合、各種鋼材が想定され、鋼材としての種類は特に限定されないが、表面にヒドロキシル基を有する必要がある。ただし、表面にヒドロキシル基を有する割合は、鉄合金を空気中に放置して表面に自然に形成される程度のものでよい。
【0017】
金属1の表面(接合界面)には、樹脂3と接合される前に、予めスズ化合物2が担持されている必要がある。スズ化合物2は、どのような方法で担持されても構わないが、例えば、塩酸に金属スズを溶解させて、濃度を調整し、これを金属1の表面で蒸発乾固させて担持する方法が考えられる。
【0018】
この方法を用いる場合、予め100〜200℃に保った金属に、調整されたスズ塩酸溶液を霧状にして噴霧する方法が良い。この方法により、X線光電子分光法により測定される表面のスズ原子組成比が略10〜90%、より好ましくは、10〜20%の割合でスズ化合物が存在していることが望ましい。その理由は、この発明は、金属表面のヒドロキシル基と、樹脂3を構成する活性水素をもつ熱可塑性樹脂、例えば熱可塑性ポリウレタンエラストマー、及び、イソシアネート化合物のイソシアネート基の反応をスズ化合物2の触媒作用によって促進するものであり、そのため、全表面がほぼ金属1で構成されたり、全表面がほぼスズ化合物2で構成される場合には、スズ化合物2の触媒作用の効果が十分に得られないからである。
【0019】
なお、本発明の効果を得るための必須の工程ではないが、より強固な接合強度を得るために、金属1の表面は、スズ化合物2を担持する前に、あらかじめ適度な粗面化処理が施されていてもよい。粗面化処理の方法としては、ショットブラスト処理、または、エッチング処理などが挙げられる。表面粗度はRz(十点平均粗さ)=5〜100μm、好ましくは、10〜40μmで仕上げられることが望ましい。
さらに、粗面化処理の後に、ヒドロキシル基とイソシアネート基との反応が適切に行われるようにアセトン、または、イソプロピルアルコールなどの有機溶剤により脱脂されることが望ましい。
【0020】
また、接着剤塗布などの有機膜形成処理は必要とされない。金属処理の手順としては、粗面化処理、脱脂処理、スズ担持処理の順で行われるのが望ましい。
【0021】
この発明の実施の形態1に係る樹脂は、活性水素をもつ熱可塑性樹脂と1分子中にイソシアネート基を2つ以上有するイソシアネート化合物をドライブレンドしてから射出成形することにより得られる。ここで、活性水素をもつ熱可塑性樹脂として、例えば、熱可塑性ポリウレタンエラストマーが挙げられる。熱可塑性ポリウレタンエラストマーとしては、エステル系熱可塑性ポリウレタンエラストマー、エステル、エーテル系熱可塑性ポリウレタンエラストマー、または、カーボネート系熱可塑性ポリウレタンエラストマーなどが挙げられる。これらは1種類を単独で用いても良いし、2種類以上を組み合わせて用いても良い。
【0022】
また、イソシアネート化合物として、例えば、ジフェニルメタンジイソシアネート、トリレンジイソシアネート、または、1,6−ヘキサンジイソシアネートなどが挙げられる。これらを単独で用いても、2つ以上を混合して使用しても構わない。また、上記したイソシアネートにポリオール、ポリアミンなどの活性水素化合物を反応させて得られる分子末端にイソシアネート基を有するイソシアネートプレポリマーを1分子中に2個以上のイソシアネート基を有するイソシアネート化合物として用いることも出来る。
【0023】
これらイソシアネート化合物は、成形するときの取り扱いの観点から、イソシアネート基と反応性の乏しい熱可塑性樹脂でペレット化されていることが望ましい。イソシアネート基と反応性のある熱可塑性樹脂でイソシアネート化合物がペレット化されると、イソシアネート化合物がペレット化に使用される樹脂と反応し活性を失ってしまい、本発明の目的である活性水素をもつ熱可塑性樹脂と金属との化学結合を形成できなくなってしまうためである。ここで使用されるイソシアネート基と反応性の乏しい熱可塑性樹脂としては、例えば、ポリスチレン樹脂、ポリ塩化ビニル樹脂、または、ポリエチレン樹脂などが挙げられる。
【0024】
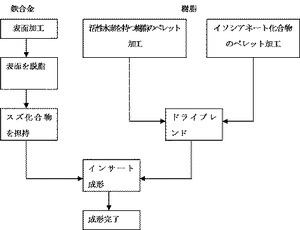
次に、この発明の実施の形態1に係る金属と樹脂とからなる複合成形品の製造方法について説明する。図2は、この発明の実施の形態1に係る複合成形品の製造工程を示すフロー図である。図に示すように、まず、必要に応じて鉄合金表面を目的の粗さに加工する。次に鉄合金表面にスズ化合物を担持する。次に鉄合金表面を脱脂する。また、活性水素をもつ熱可塑性ポリウレタンエラストマーのペレットとイソシアネート化合物のペレットとをドライブレンドする。次に、これを成形材料とし、処理した鉄合金をインサート品としインサート成形する。ここで、鉄合金表面を脱脂する工程は、鉄合金表面にスズ化合物を担持する工程の前に行う方が望ましいが、どちらを先に行っても、本実施の形態の効果は得られる。
【0025】
このようにして成形された金属と樹脂とからなる複合成形品は、1分子中に2個以上のイソシアネート基を有するイソシアネート化合物の少なくとも1個のイソシアネート基が熱可塑性ポリウレタンエラストマーと化学結合を形成し、また同分子中の少なくとも1個のイソシアネート基が鉄合金表面に担持されているスズ化合物を触媒とし、反応促進されて鉄合金の表面のヒドロキシル基と化学結合を形成するため、イソシアネート化合物の分子を介して熱可塑性ポリウレタンエラストマーと鉄合金が強固に接合されるという効果が得られる。
【0026】
実施の形態2.
上記実施の形態1では、樹脂3として、熱可塑性ポリウレタンエラストマーとイソシアネート化合物を混合してから射出成形もしくは押出成形して得られたものを用いたが、熱可塑性ポリアミドとイソシアネート化合物を混合してから射出成形もしくは押出成形することにより得られるものを用いてもよい。構造は、上記実施の形態1で説明した図1と同様である。図1は、上記実施の形態1で説明したとおりであるので、ここでは説明を省略する。
【0027】
この発明の実施の形態2に係る金属として、例えば、鉄合金とした場合、各種鋼材が想定され、鋼材としての種類は特に限定されないが、表面にヒドロキシル基を有する必要がある。ただし、表面にヒドロキシル基を有する割合は、鉄合金を空気中に放置して表面に自然に形成される程度のものでよい。
【0028】
金属1の表面(接合界面)には、樹脂3と接合される前に、予めスズ化合物2が担持されている必要がある。スズ化合物2は、どのような方法で担持されても構わないが、例えば、塩酸に金属スズを溶解させて、濃度を調整し、これを金属1の表面で蒸発乾固させて担持する方法が考えられる。
【0029】
この方法を用いる場合、予め100〜200℃に保った金属に、調整されたスズ塩酸溶液を霧状にして噴霧する方法が良い。この方法により、X線光電子分光法により測定される表面のスズ原子組成比が略10〜90%、より好ましくは、10〜20%の割合でスズ化合物が存在していることが望ましい。その理由は、この発明は、金属表面のヒドロキシル基と、樹脂3を構成する活性水素をもつ熱可塑性樹脂、例えば熱可塑性ポリアミド、及び、イソシアネート化合物のイソシアネート基の反応をスズ化合物2の触媒作用によって促進するものであり、そのため、全表面がほぼ金属1で構成されたり、全表面がほぼスズ化合物2で構成される場合には、スズ化合物2の触媒作用の効果が十分に得られないからである。
【0030】
なお、より強固な接合強度を得るために、金属1の表面は、適当な接合面積を得るために、あらかじめ適度な粗面化処理が施されていることが望ましい。粗面化処理の方法としては、ショットブラスト処理、または、エッチング処理などが挙げられる。表面粗度はRz(十点平均粗さ)=5〜100μm、好ましくは、10〜40μmで仕上げられることが望ましい。
さらに、粗面化処理の後に、ヒドロキシル基とイソシアネート基との反応が適切に行われるようにアセトン、または、イソプロピルアルコールなどの有機溶剤により脱脂されることが望ましい。
【0031】
また、接着剤塗布などの有機膜形成処理は必要とされない。金属処理の手順としては、粗面化処理、脱脂処理、スズ担持処理の順で行われるのが望ましいが、特にこの順番でなくても処理は可能である。
【0032】
この発明の実施の形態2に係る樹脂は、熱可塑性ポリアミドと1分子中にイソシアネート基を2つ以上有するイソシアネート化合物をドライブレンドしてから射出成形することにより得られる。ここで、熱可塑性ポリアミドとして、例えば、ポリアミド6、ポリアミド66、ポリアミド610、ポリアミド612、ポリアミド12、または、ポリアミド46などが挙げられる。これらは1種類を単独で用いても良いし、2種類以上を組み合わせて用いても良い。
【0033】
また、イソシアネート化合物及びその取り扱いは、上記実施の形態1で説明したとおりである。
【0034】
次に、この発明の実施の形態2に係る金属と樹脂とからなる複合成形品の製造方法について説明する。図3は、この発明の実施の形態2に係る複合成形品の製造工程を示すフロー図である。図において、活性水素を持つ樹脂とは熱可塑性ポリアミドを示す。この発明の実施の形態2に係る複合成形品の製造方法は上記実施の形態1の製造方法における熱可塑性ポリウレタンエラストマーを熱可塑性ポリアミドに置き換えて得られることから説明は省略する。また、製造工程も図2の熱可塑性ポリウレタンエラストマーを熱可塑性ポリアミドに置き換えたものと同様であるため説明を省略する。なお、図において、鉄合金表面を脱脂する工程は、鉄合金表面にスズ化合物を担持する工程の前に行っているが、どちらを先に行っても本実施の形態に係る発明の効果は得られる。また、ここでは、熱可塑性ポリアミドを活性水素を持つ樹脂と表現しているが、具体的な表現としてではなく、上記実施の形態1で記載した熱可塑性ポリウレタンエラストマーを含む表現として表したものである。
【0035】
このようにして成形された金属と樹脂とからなる複合成形品は、1分子中に2個以上のイソシアネート基を有するイソシアネート化合物の少なくとも1個のイソシアネート基が熱可塑性ポリアミドと化学結合を形成し、また同分子中の少なくとも1個のイソシアネート基が鉄合金表面に担持されているスズ化合物を触媒とし、反応促進されて鉄合金の表面のヒドロキシル基と化学結合を形成するため、イソシアネート化合物の分子を介して熱可塑性ポリアミドと鉄合金が強固に接合されるという効果を得られる。
【0036】
実施の形態3.
上記実施の形態1では、塩酸に金属スズを溶解させたものを使用して金属1表面上にスズ化合物2を担持したが、別の方法により金属1表面にスズ化合物2を担持してもよい。構造は、上記実施の形態1で説明した図1と同様である。図1は、上記実施の形態1で説明したとおりであるので、ここでは説明を省略する。
【0037】
この発明の実施の形態3に係る金属として、例えば、鉄合金とした場合、各種鋼材が想定され、鋼材としての種類は特に限定されないが、表面にヒドロキシル基を有する必要がある。ただし、表面にヒドロキシル基を有する割合は、鉄合金を空気中に放置して表面に自然に形成される程度のものでよい。
【0038】
金属1の表面(接合界面)には、樹脂3と接合される前に、予めスズ化合物2が担持されている必要がある。スズ化合物2は、エタノールに塩化スズ二水和物を溶解させて、濃度を調整し、この溶液を金属1の表面上で室温にて蒸発乾固させて担持される。スズ化合物2を金属1に担持したのち、金属1は180〜200℃で60分以上加熱されるのが望ましい。この方法により、X線光電子分光測定により得られる金属1表面のスズ原子組成比が、略10〜90%、より好ましくは、10〜20%の割合でスズ化合物が存在していることが望ましい。その理由は、上記実施の形態1にて示したとおりである。
【0039】
より強固な接合強度が必要な場合、金属1の表面があらかじめ粗面化処理が施されていてもよい。粗面化処理の方法としては、ショットブラスト処理、または、エッチング処理などが挙げられる。表面粗度はRz(十点平均粗さ)=5〜100μm、好ましくは、5〜20μmで仕上げられることが望ましい。さらに、粗面化処理の後に、アセトン、または、イソプロピルアルコールなどの有機溶剤により脱脂されることが望ましい。
【0040】
また、接着剤塗布などの有機膜形成処理は必要とされない。金属処理の手順としては、粗面化処理、スズ担持処理、加熱処理の順で行われるのが望ましい。
【0041】
この発明の実施の形態3に係る樹脂は、活性水素をもつ熱可塑性樹脂と1分子中にイソシアネート基を2つ以上有するイソシアネート化合物をドライブレンドしてから射出成形することにより得られる。ここで、活性水素をもつ熱可塑性樹脂として、例えば、熱可塑性ポリウレタンエラストマーが挙げられる。熱可塑性ポリウレタンエラストマーとしては、実施の形態1で記載したものと同様のものを用いることができる。また、イソシアネート化合物及びその取り扱いは、上記実施の形態1で示したとおりである。
【0042】
次に、この発明の実施の形態3に係る金属と樹脂とからなる複合成形品の製造方法について説明する。図3は、この発明の実施の形態3に係る複合成形品の製造工程を示すフロー図である。図において、活性水素を持つ樹脂とは熱可塑性ポリウレタンエラストマーを示す。図に示すように、まず、必要に応じて鉄合金表面を目的の粗さに加工する。次に鉄合金表面を脱脂する。次に鉄合金表面に、エタノールに塩化スズ二水和物を溶解させた溶液を用いてスズ化合物を担持する。また、活性水素をもつ熱可塑性ポリウレタンエラストマーのペレットとイソシアネート化合物のペレットとをドライブレンドする。次に、これを成形材料とし、処理した鉄合金をインサート品としインサート成形する。
【0043】
このようにして成形された金属と樹脂とからなる複合成形品は、1分子中に2個以上のイソシアネート基を有するイソシアネート化合物の少なくとも1個のイソシアネート基が熱可塑性ポリウレタンエラストマーと化学結合を形成し、また同分子中の少なくとも1個のイソシアネート基が鉄合金表面に担持されているスズ化合物を触媒とし、反応促進されて鉄合金の表面のヒドロキシル基と化学結合を形成するため、イソシアネート化合物の分子を介して熱可塑性ポリウレタンエラストマーと鉄合金が強固に接合されるという効果が得られる。
【0044】
実施の形態4.
上記実施の形態3では、樹脂として熱可塑性ポリウレタンエラストマーとイソシアネート化合物を混合してから射出成形もしくは押出成形して得られたものを用いたが、熱可塑性ポリアミドとイソシアネート化合物を混合してから射出成形もしくは押出成形することにより得られるものを用いてもよい。構造は、上記実施の形態1で説明した図1と同様である。図1は、上記実施の形態1で説明したとおりであるので、ここでは説明を省略する。
【0045】
実施の形態4に係る金属として、例えば、鉄合金とした場合、各種鋼材が想定され、鋼材としての種類は特に限定されないが、表面にヒドロキシル基を有する必要がある。ただし、表面にヒドロキシル基を有する割合は、鉄合金を空気中に放置して表面に自然に形成される程度のものでよい。
【0046】
金属1の表面(接合界面)には、樹脂3と接合される前に、予めスズ化合物2が担持されている必要がある。スズ化合物2の担持方法は、実施の形態3.に記載した方法と同様で構わない。
【0047】
なお、本発明の効果を得るための必須の工程ではないが、より強固な接合強度を得るために、金属1の表面は、あらかじめ適度な粗面化処理が施されていてもよい。粗面化処理の方法としては、ショットブラスト処理、または、エッチング処理などが挙げられる。表面粗度はRz(十点平均粗さ)=5〜100μm、好ましくは、5〜20μmで仕上げられることが望ましい。さらに、粗面化処理の後に、アセトン、または、イソプロピルアルコールなどの有機溶剤により脱脂されることが望ましい。
【0048】
また、接着剤塗布などの有機膜形成処理は必要とされない。金属処理の手順としては、粗面化処理、脱脂処理、スズ化合物担持処理の順で行われるのが望ましい。
【0049】
この発明の実施の形態4に係る樹脂は、熱可塑性ポリアミドと1分子中にイソシアネート基を2つ以上有するイソシアネート化合物をドライブレンドしてから射出成形することにより得られる。ここで、熱可塑性ポリアミドとして、例えば、ポリアミド6、ポリアミド66、ポリアミド610、ポリアミド612、ポリアミド12、または、ポリアミド46などが挙げられる。これらは1種類を単独で用いても良いし、2種類以上を組み合わせて用いても良い。
【0050】
また、イソシアネート化合物及びその取り扱いは、上記実施の形態1で説明したとおりである。次に、この発明の実施の形態4に係る金属と樹脂とからなる複合成形品の製造方法について説明する。図3は、この発明の実施の形態2に係る複合成形品の製造工程を示すフロー図である。図において、活性水素を持つ樹脂とは熱可塑性ポリアミドを示す。この発明の実施の形態4に係る複合成形品の製造方法は上記実施の形態3の製造方法における熱可塑性ポリウレタンエラストマーを熱可塑性ポリアミドに置き換えて得られることから説明は省略する。また、製造工程も上記実施の形態3で説明したものと同様であるため説明を省略する。
【0051】
このようにして成形された金属と樹脂とからなる複合成形品は、1分子中に2個以上のイソシアネート基を有するイソシアネート化合物の少なくとも1個のイソシアネート基が熱可塑性ポリアミドと化学結合を形成し、また同分子中の少なくとも1個のイソシアネート基が鉄合金表面に担持されているスズ化合物を触媒とし、反応促進されて鉄合金の表面のヒドロキシル基と化学結合を形成するため、イソシアネート化合物の分子を介して熱可塑性ポリアミドと鉄合金が強固に接合されるという効果が得られる。
【0052】
以下、実施例または比較例を用いて本発明を詳細に説明する。なお、本発明は以下に示す実施例に限定されるものではない。
【0053】
(実施例1)
55mm×10mm×1.6mmtの鉄合金SS400にショットブラスト加工を施し、Rz(十点平均粗さ)=8〜10μmとなるようにする。この鋼材をアセトンを用いて脱脂する。この鋼材を180℃に加熱した状態で、2mol/lの塩酸50gに金属スズ0.5gを溶かし調整したスズ塩酸溶液を霧状にして噴霧し、鉄合金表面にスズ化合物を担持する。その後、この鋼材をインサート品とし、エーテル系熱可塑性ポリウレタンエラストマーのペレットと、ポリスチレン樹脂1.85質量部、4,4ジフェニルメタンジイソシアネート3.15質量部からなるイソシアネート化合物のペレットを質量比100:10でドライブレンドしたものを成形材料とし、スズ化合物が担持されている鉄合金表面と密着されるようにインサート成形し、鉄合金―熱可塑性ポリウレタンエラストマー複合成形品を得た。
【0054】
(実施例2)
55mm×10mm×1.6mmtの鉄合金SS400にショットブラスト加工を施し、Rz(十点平均粗さ)=8〜10μmとなるようにする。この鋼材をアセトンを用いて脱脂する。この鋼材を180℃に加熱した状態で、2mol/lの塩酸50gに金属スズ0.5gを溶かし調整したスズ塩酸溶液を霧状にして噴霧し、鉄合金表面にスズ化合物を担持する。その後、この鋼材をインサート品とし、熱可塑性ポリアミド6のペレットと、ポリスチレン樹脂1.85質量部、4,4ジフェニルメタンジイソシアネート3.15質量部からなるイソシアネート化合物のペレットを質量比100:10でドライブレンドしたものを成形材料とし、スズ化合物が担持されている鉄合金表面と密着されるようにインサート成形し、鉄合金―熱可塑性ポリアミド複合成形品を得た。
【0055】
(実施例3)
55mm×10mm×1.6mmtの鉄合金SS400にショットブラスト加工を施し、Rz(十点平均粗さ)=8〜10μmとなるようにする。この鋼材をアセトンを用いて脱脂する。この鋼材表面に、エタノール50gに塩化スズ二水和物0.5gを溶かし調整したスズエタノール溶液を滴下して常温で乾燥させたのち、180℃で60分加熱して鉄合金表面にスズ化合物を担持する。その後、この鉄合金をインサート品とし、エーテル系熱可塑性ポリウレタンエラストマーのペレットと、ポリスチレン樹脂1.85質量部、4,4ジフェニルメタンジイソシアネート3.15質量部からなるイソシアネート化合物のペレットを質量比100:10でドライブレンドしたものを成形材料とし、スズ化合物が担持されている鉄合金表面と密着されるようにインサート成形し、鉄合金―熱可塑性ポリウレタンエラストマー複合成形品を得た。
【0056】
(実施例4)
55mm×10mm×1.6mmtの鉄合金SS400にショットブラスト加工を施し、Rz(十点平均粗さ)=8〜10μmとなるようにする。この鋼材をアセトンを用いて脱脂する。この鉄合金表面に、エタノール50gに塩化スズ二水和物0.5gを溶かし調整したスズエタノール溶液を滴下して常温で乾燥させたのち、180℃で60分加熱して鉄合金表面にスズ化合物を担持する。その後、この鉄合金をインサート品とし、熱可塑性ポリアミド6のペレットと、ポリスチレン樹脂1.85質量部、4,4ジフェニルメタンジイソシアネート3.15質量部からなるイソシアネート化合物のペレットを質量比100:10でドライブレンドしたものを成形材料とし、スズ化合物が担持されている鉄合金表面と密着されるようにインサート成形し、鉄合金―熱可塑性ポリアミド複合成形品を得た。
【0057】
(比較例1)
鉄合金表面にスズ化合物を担持せずに、その他は実施例1と同様にして鉄合金―熱可塑性ポリウレタンエラストマー複合成形品を得た。
【0058】
(比較例2)
イソシアネート化合物のペレットをドライブレンドしなかったこと以外は、実施例1と同様にして鉄合金―熱可塑性ポリウレタンエラストマー複合成形品を得た。
【0059】
(比較例3)
鉄合金表面にスズ化合物を担持せずに、その他は実施例2と同様にして鉄合金−熱可塑性ポリアミド複合成形品を得た。
【0060】
(比較例4)
イソシアネート化合物のペレットをドライブレンドしなかったこと以外は、実施例2と同様にして鉄合金−熱可塑性ポリアミド複合成形品を得た。
【0061】
上記実施例1〜4、及び、比較例1〜4で得られた複合成形品について、引張試験を行い金属と樹脂との接合強度を測定した。試験は常温(25℃)、引張速度50mm/minの条件の下で実施した。引張により破壊に至るまでに得られた単位接合面積(mm2)あたりの最大荷重(N)を接合強度(MPa)として示した。ここで、試験サンプル数はそれぞれn=3で、示した数値はその平均値である。
【0062】
実施例1、3と比較例1、2との比較結果を下記表1に示す。これらは全て鉄合金と熱可塑性ポリウレタンエラストマーからなる複合成形品の接合強度評価結果である。
【0063】
【表1】

【0064】
実施例2、4と比較例3、4との比較結果を下記表2に示す。これらは全て鉄合金と熱可塑性ポリアミドからなる複合成形品の接合強度評価結果である。
【0065】
【表2】
【0066】
上記比較例2と比較例4については、測定値が得られないほど接合強度が小さい。これによりイソシアネート化合物をドライブレンドせずに成形しても、必要な接合強度が得られないことがわかる。また、実施例1、3は比較例1に対し、また、実施例2、4は比較例3に対し、それぞれ3〜4倍程度の接合強度が得られた。この結果からわかるように、スズ化合物を鉄合金表面に担持することで、熱可塑性樹脂の種類にかかわらず、スズ化合物を担持していないものに比べ接合強度が大きく増加することがわかる。
【符号の説明】
【0067】
1 金属、2 スズ化合物、3 樹脂
【技術分野】
【0001】
本発明は、金属と樹脂を一体化して得られる、例えば、円柱金属表面を熱可塑性樹脂で覆ったローラー、または、鋼線表面を熱可塑性樹脂で覆ったワイヤーロープ等の金属と樹脂からなる複合成形品に関するものである。
【背景技術】
【0002】
金属と樹脂からなる複合成形品は、様々な分野の製品、部品で適用されている。例えば、円柱金属表面を樹脂で覆ったローラー、または、鋼線表面を樹脂で覆ったワイヤーロープ等が挙げられる。
【0003】
ここで、樹脂としてウレタンエラストマーを用いたものは、強度に優れ、かつ低騒音、低振動性、高摩擦力を備える。
【0004】
ウレタンエラストマーには熱硬化性型と熱可塑性型の二種があり、ウレタンローラの材料としては、いずれも使用されている。そのうち熱可塑性型は短時間で容易に成形可能であるが、高分子量化が完了した状態の成形材料であるため、高分子量化や接着という化学反応を成形途中で生じない。そのため、金属に対する接着力が低く、製品の信頼性が低い。
【0005】
そこで、1分子中にイソシアネート基を2個以上有するイソシアネート化合物を熱可塑性ポリウレタンエラストマーに混合し成形することで、イソシアネートの高い極性と反応性を利用し、熱可塑性ポリウレタンエラストマーと金属表面との間に二次的化学結合を形成させ、接合強度を向上しているものがある(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平6−129420号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上記方法では、イソシアネート化合物が金属表面と二次的化学結合を形成するために、イソシアネート化合物のイソシアネート基が反応活性を保持したまま金属表面に接触しなければならないが、イソシアネート化合物のイソシアネート基は、成形機のシリンダー内で熱可塑性ポリウレタンエラストマーと混合されている間に熱可塑性ポリウレタンエラストマーとの架橋反応が進み反応活性を失ってしまう。そのため、反応活性を保持したまま、金属表面に接触できるイソシアネート化合物のイソシアネート基は、混合された全体の一部である。
【0008】
また、反応活性を保持したまま金属表面に接触しても、金属表面と二次的化学結合を形成する前に熱可塑性ポリウレタンエラストマーと架橋反応してしまうものもあるため、その反応性を十分に接着性に活かせない。そのため、十分な接着強度が得られないという課題がある。
【0009】
また、十分な接着強度を得るためにイソシアネート化合物の混合量を増加すれば、イソシアネート基の量が増え接着強度は向上するが、熱可塑性ポリウレタンエラストマーの架橋反応が過剰に進み、特性を損なう恐れがある。
【0010】
本発明は上述した課題を解決するためになされたものであって、活性水素をもつ熱可塑性樹脂、例えば熱可塑性ポリウレタンエラストマーや熱可塑性ポリアミドに混合したイソシアネート化合物のイソシアネート基と、金属表面のヒドロキシル基との二次的化学結合の形成を促進し、より強固に接合された金属と樹脂とからなる複合成形品を得ることを目的とする。
【課題を解決するための手段】
【0011】
この発明に係る複合成形品は、金属と樹脂からなる複合成形品であって、前記金属は、前記樹脂との接合面上の少なくとも一部にスズ化合物を担持し、前記樹脂は、活性水素を有する熱可塑性樹脂と1分子中にイソシアネート基を2つ以上有するイソシアネート化合物とを含んで構成されることを特徴としている。
【発明の効果】
【0012】
本発明によれば、金属表面に存在するスズ化合物が、イソシアネート基と金属表面のヒドロキシル基との二次的化学結合の形成を促進する触媒として作用する。そのため、より多くのイソシアネート基が金属表面との間で二次的化学結合を形成し、金属と熱可塑性樹脂との接合強度が向上できる。
【図面の簡単な説明】
【0013】
【図1】この発明の実施の形態1に係る金属と樹脂とからなる複合成形品の断面図である。
【図2】この発明の実施の形態1に係る金属と樹脂とからなる複合成形品の製造工程を示すフロー図である。
【図3】この発明の実施の形態2に係る金属と樹脂とからなる複合成形品の製造工程を示すフロー図である。
【発明を実施するための形態】
【0014】
実施の形態1.
次に、図面を用いて、この発明の実施の形態を説明する。以下の図面の記載において、同一又は類似の部分には、同一又は類似の符号を付している。但し、図面は模式的なものであり、各寸法の比率等は現実のものとは異なることに留意すべきである。したがって、具体的な寸法等は以下の説明を参酌して判断すべきものである。また、図面相互間においても互いの寸法の関係や比率が異なる部分が含まれていることは勿論である。
【0015】
図1は、この発明の実施の形態1に係る金属と樹脂とからなる複合成形品の断面図である。図において、金属1の接合界面にはスズ化合物2が担持され、樹脂3と金属1との接合に寄与するよう構成される。ここで、樹脂3は、活性水素を有する熱可塑性樹脂と、1分子中にイソシアネート基を2つ以上有するイソシアネート化合物とを含んで構成される樹脂である。
【0016】
金属1として、例えば、鉄合金とした場合、各種鋼材が想定され、鋼材としての種類は特に限定されないが、表面にヒドロキシル基を有する必要がある。ただし、表面にヒドロキシル基を有する割合は、鉄合金を空気中に放置して表面に自然に形成される程度のものでよい。
【0017】
金属1の表面(接合界面)には、樹脂3と接合される前に、予めスズ化合物2が担持されている必要がある。スズ化合物2は、どのような方法で担持されても構わないが、例えば、塩酸に金属スズを溶解させて、濃度を調整し、これを金属1の表面で蒸発乾固させて担持する方法が考えられる。
【0018】
この方法を用いる場合、予め100〜200℃に保った金属に、調整されたスズ塩酸溶液を霧状にして噴霧する方法が良い。この方法により、X線光電子分光法により測定される表面のスズ原子組成比が略10〜90%、より好ましくは、10〜20%の割合でスズ化合物が存在していることが望ましい。その理由は、この発明は、金属表面のヒドロキシル基と、樹脂3を構成する活性水素をもつ熱可塑性樹脂、例えば熱可塑性ポリウレタンエラストマー、及び、イソシアネート化合物のイソシアネート基の反応をスズ化合物2の触媒作用によって促進するものであり、そのため、全表面がほぼ金属1で構成されたり、全表面がほぼスズ化合物2で構成される場合には、スズ化合物2の触媒作用の効果が十分に得られないからである。
【0019】
なお、本発明の効果を得るための必須の工程ではないが、より強固な接合強度を得るために、金属1の表面は、スズ化合物2を担持する前に、あらかじめ適度な粗面化処理が施されていてもよい。粗面化処理の方法としては、ショットブラスト処理、または、エッチング処理などが挙げられる。表面粗度はRz(十点平均粗さ)=5〜100μm、好ましくは、10〜40μmで仕上げられることが望ましい。
さらに、粗面化処理の後に、ヒドロキシル基とイソシアネート基との反応が適切に行われるようにアセトン、または、イソプロピルアルコールなどの有機溶剤により脱脂されることが望ましい。
【0020】
また、接着剤塗布などの有機膜形成処理は必要とされない。金属処理の手順としては、粗面化処理、脱脂処理、スズ担持処理の順で行われるのが望ましい。
【0021】
この発明の実施の形態1に係る樹脂は、活性水素をもつ熱可塑性樹脂と1分子中にイソシアネート基を2つ以上有するイソシアネート化合物をドライブレンドしてから射出成形することにより得られる。ここで、活性水素をもつ熱可塑性樹脂として、例えば、熱可塑性ポリウレタンエラストマーが挙げられる。熱可塑性ポリウレタンエラストマーとしては、エステル系熱可塑性ポリウレタンエラストマー、エステル、エーテル系熱可塑性ポリウレタンエラストマー、または、カーボネート系熱可塑性ポリウレタンエラストマーなどが挙げられる。これらは1種類を単独で用いても良いし、2種類以上を組み合わせて用いても良い。
【0022】
また、イソシアネート化合物として、例えば、ジフェニルメタンジイソシアネート、トリレンジイソシアネート、または、1,6−ヘキサンジイソシアネートなどが挙げられる。これらを単独で用いても、2つ以上を混合して使用しても構わない。また、上記したイソシアネートにポリオール、ポリアミンなどの活性水素化合物を反応させて得られる分子末端にイソシアネート基を有するイソシアネートプレポリマーを1分子中に2個以上のイソシアネート基を有するイソシアネート化合物として用いることも出来る。
【0023】
これらイソシアネート化合物は、成形するときの取り扱いの観点から、イソシアネート基と反応性の乏しい熱可塑性樹脂でペレット化されていることが望ましい。イソシアネート基と反応性のある熱可塑性樹脂でイソシアネート化合物がペレット化されると、イソシアネート化合物がペレット化に使用される樹脂と反応し活性を失ってしまい、本発明の目的である活性水素をもつ熱可塑性樹脂と金属との化学結合を形成できなくなってしまうためである。ここで使用されるイソシアネート基と反応性の乏しい熱可塑性樹脂としては、例えば、ポリスチレン樹脂、ポリ塩化ビニル樹脂、または、ポリエチレン樹脂などが挙げられる。
【0024】
次に、この発明の実施の形態1に係る金属と樹脂とからなる複合成形品の製造方法について説明する。図2は、この発明の実施の形態1に係る複合成形品の製造工程を示すフロー図である。図に示すように、まず、必要に応じて鉄合金表面を目的の粗さに加工する。次に鉄合金表面にスズ化合物を担持する。次に鉄合金表面を脱脂する。また、活性水素をもつ熱可塑性ポリウレタンエラストマーのペレットとイソシアネート化合物のペレットとをドライブレンドする。次に、これを成形材料とし、処理した鉄合金をインサート品としインサート成形する。ここで、鉄合金表面を脱脂する工程は、鉄合金表面にスズ化合物を担持する工程の前に行う方が望ましいが、どちらを先に行っても、本実施の形態の効果は得られる。
【0025】
このようにして成形された金属と樹脂とからなる複合成形品は、1分子中に2個以上のイソシアネート基を有するイソシアネート化合物の少なくとも1個のイソシアネート基が熱可塑性ポリウレタンエラストマーと化学結合を形成し、また同分子中の少なくとも1個のイソシアネート基が鉄合金表面に担持されているスズ化合物を触媒とし、反応促進されて鉄合金の表面のヒドロキシル基と化学結合を形成するため、イソシアネート化合物の分子を介して熱可塑性ポリウレタンエラストマーと鉄合金が強固に接合されるという効果が得られる。
【0026】
実施の形態2.
上記実施の形態1では、樹脂3として、熱可塑性ポリウレタンエラストマーとイソシアネート化合物を混合してから射出成形もしくは押出成形して得られたものを用いたが、熱可塑性ポリアミドとイソシアネート化合物を混合してから射出成形もしくは押出成形することにより得られるものを用いてもよい。構造は、上記実施の形態1で説明した図1と同様である。図1は、上記実施の形態1で説明したとおりであるので、ここでは説明を省略する。
【0027】
この発明の実施の形態2に係る金属として、例えば、鉄合金とした場合、各種鋼材が想定され、鋼材としての種類は特に限定されないが、表面にヒドロキシル基を有する必要がある。ただし、表面にヒドロキシル基を有する割合は、鉄合金を空気中に放置して表面に自然に形成される程度のものでよい。
【0028】
金属1の表面(接合界面)には、樹脂3と接合される前に、予めスズ化合物2が担持されている必要がある。スズ化合物2は、どのような方法で担持されても構わないが、例えば、塩酸に金属スズを溶解させて、濃度を調整し、これを金属1の表面で蒸発乾固させて担持する方法が考えられる。
【0029】
この方法を用いる場合、予め100〜200℃に保った金属に、調整されたスズ塩酸溶液を霧状にして噴霧する方法が良い。この方法により、X線光電子分光法により測定される表面のスズ原子組成比が略10〜90%、より好ましくは、10〜20%の割合でスズ化合物が存在していることが望ましい。その理由は、この発明は、金属表面のヒドロキシル基と、樹脂3を構成する活性水素をもつ熱可塑性樹脂、例えば熱可塑性ポリアミド、及び、イソシアネート化合物のイソシアネート基の反応をスズ化合物2の触媒作用によって促進するものであり、そのため、全表面がほぼ金属1で構成されたり、全表面がほぼスズ化合物2で構成される場合には、スズ化合物2の触媒作用の効果が十分に得られないからである。
【0030】
なお、より強固な接合強度を得るために、金属1の表面は、適当な接合面積を得るために、あらかじめ適度な粗面化処理が施されていることが望ましい。粗面化処理の方法としては、ショットブラスト処理、または、エッチング処理などが挙げられる。表面粗度はRz(十点平均粗さ)=5〜100μm、好ましくは、10〜40μmで仕上げられることが望ましい。
さらに、粗面化処理の後に、ヒドロキシル基とイソシアネート基との反応が適切に行われるようにアセトン、または、イソプロピルアルコールなどの有機溶剤により脱脂されることが望ましい。
【0031】
また、接着剤塗布などの有機膜形成処理は必要とされない。金属処理の手順としては、粗面化処理、脱脂処理、スズ担持処理の順で行われるのが望ましいが、特にこの順番でなくても処理は可能である。
【0032】
この発明の実施の形態2に係る樹脂は、熱可塑性ポリアミドと1分子中にイソシアネート基を2つ以上有するイソシアネート化合物をドライブレンドしてから射出成形することにより得られる。ここで、熱可塑性ポリアミドとして、例えば、ポリアミド6、ポリアミド66、ポリアミド610、ポリアミド612、ポリアミド12、または、ポリアミド46などが挙げられる。これらは1種類を単独で用いても良いし、2種類以上を組み合わせて用いても良い。
【0033】
また、イソシアネート化合物及びその取り扱いは、上記実施の形態1で説明したとおりである。
【0034】
次に、この発明の実施の形態2に係る金属と樹脂とからなる複合成形品の製造方法について説明する。図3は、この発明の実施の形態2に係る複合成形品の製造工程を示すフロー図である。図において、活性水素を持つ樹脂とは熱可塑性ポリアミドを示す。この発明の実施の形態2に係る複合成形品の製造方法は上記実施の形態1の製造方法における熱可塑性ポリウレタンエラストマーを熱可塑性ポリアミドに置き換えて得られることから説明は省略する。また、製造工程も図2の熱可塑性ポリウレタンエラストマーを熱可塑性ポリアミドに置き換えたものと同様であるため説明を省略する。なお、図において、鉄合金表面を脱脂する工程は、鉄合金表面にスズ化合物を担持する工程の前に行っているが、どちらを先に行っても本実施の形態に係る発明の効果は得られる。また、ここでは、熱可塑性ポリアミドを活性水素を持つ樹脂と表現しているが、具体的な表現としてではなく、上記実施の形態1で記載した熱可塑性ポリウレタンエラストマーを含む表現として表したものである。
【0035】
このようにして成形された金属と樹脂とからなる複合成形品は、1分子中に2個以上のイソシアネート基を有するイソシアネート化合物の少なくとも1個のイソシアネート基が熱可塑性ポリアミドと化学結合を形成し、また同分子中の少なくとも1個のイソシアネート基が鉄合金表面に担持されているスズ化合物を触媒とし、反応促進されて鉄合金の表面のヒドロキシル基と化学結合を形成するため、イソシアネート化合物の分子を介して熱可塑性ポリアミドと鉄合金が強固に接合されるという効果を得られる。
【0036】
実施の形態3.
上記実施の形態1では、塩酸に金属スズを溶解させたものを使用して金属1表面上にスズ化合物2を担持したが、別の方法により金属1表面にスズ化合物2を担持してもよい。構造は、上記実施の形態1で説明した図1と同様である。図1は、上記実施の形態1で説明したとおりであるので、ここでは説明を省略する。
【0037】
この発明の実施の形態3に係る金属として、例えば、鉄合金とした場合、各種鋼材が想定され、鋼材としての種類は特に限定されないが、表面にヒドロキシル基を有する必要がある。ただし、表面にヒドロキシル基を有する割合は、鉄合金を空気中に放置して表面に自然に形成される程度のものでよい。
【0038】
金属1の表面(接合界面)には、樹脂3と接合される前に、予めスズ化合物2が担持されている必要がある。スズ化合物2は、エタノールに塩化スズ二水和物を溶解させて、濃度を調整し、この溶液を金属1の表面上で室温にて蒸発乾固させて担持される。スズ化合物2を金属1に担持したのち、金属1は180〜200℃で60分以上加熱されるのが望ましい。この方法により、X線光電子分光測定により得られる金属1表面のスズ原子組成比が、略10〜90%、より好ましくは、10〜20%の割合でスズ化合物が存在していることが望ましい。その理由は、上記実施の形態1にて示したとおりである。
【0039】
より強固な接合強度が必要な場合、金属1の表面があらかじめ粗面化処理が施されていてもよい。粗面化処理の方法としては、ショットブラスト処理、または、エッチング処理などが挙げられる。表面粗度はRz(十点平均粗さ)=5〜100μm、好ましくは、5〜20μmで仕上げられることが望ましい。さらに、粗面化処理の後に、アセトン、または、イソプロピルアルコールなどの有機溶剤により脱脂されることが望ましい。
【0040】
また、接着剤塗布などの有機膜形成処理は必要とされない。金属処理の手順としては、粗面化処理、スズ担持処理、加熱処理の順で行われるのが望ましい。
【0041】
この発明の実施の形態3に係る樹脂は、活性水素をもつ熱可塑性樹脂と1分子中にイソシアネート基を2つ以上有するイソシアネート化合物をドライブレンドしてから射出成形することにより得られる。ここで、活性水素をもつ熱可塑性樹脂として、例えば、熱可塑性ポリウレタンエラストマーが挙げられる。熱可塑性ポリウレタンエラストマーとしては、実施の形態1で記載したものと同様のものを用いることができる。また、イソシアネート化合物及びその取り扱いは、上記実施の形態1で示したとおりである。
【0042】
次に、この発明の実施の形態3に係る金属と樹脂とからなる複合成形品の製造方法について説明する。図3は、この発明の実施の形態3に係る複合成形品の製造工程を示すフロー図である。図において、活性水素を持つ樹脂とは熱可塑性ポリウレタンエラストマーを示す。図に示すように、まず、必要に応じて鉄合金表面を目的の粗さに加工する。次に鉄合金表面を脱脂する。次に鉄合金表面に、エタノールに塩化スズ二水和物を溶解させた溶液を用いてスズ化合物を担持する。また、活性水素をもつ熱可塑性ポリウレタンエラストマーのペレットとイソシアネート化合物のペレットとをドライブレンドする。次に、これを成形材料とし、処理した鉄合金をインサート品としインサート成形する。
【0043】
このようにして成形された金属と樹脂とからなる複合成形品は、1分子中に2個以上のイソシアネート基を有するイソシアネート化合物の少なくとも1個のイソシアネート基が熱可塑性ポリウレタンエラストマーと化学結合を形成し、また同分子中の少なくとも1個のイソシアネート基が鉄合金表面に担持されているスズ化合物を触媒とし、反応促進されて鉄合金の表面のヒドロキシル基と化学結合を形成するため、イソシアネート化合物の分子を介して熱可塑性ポリウレタンエラストマーと鉄合金が強固に接合されるという効果が得られる。
【0044】
実施の形態4.
上記実施の形態3では、樹脂として熱可塑性ポリウレタンエラストマーとイソシアネート化合物を混合してから射出成形もしくは押出成形して得られたものを用いたが、熱可塑性ポリアミドとイソシアネート化合物を混合してから射出成形もしくは押出成形することにより得られるものを用いてもよい。構造は、上記実施の形態1で説明した図1と同様である。図1は、上記実施の形態1で説明したとおりであるので、ここでは説明を省略する。
【0045】
実施の形態4に係る金属として、例えば、鉄合金とした場合、各種鋼材が想定され、鋼材としての種類は特に限定されないが、表面にヒドロキシル基を有する必要がある。ただし、表面にヒドロキシル基を有する割合は、鉄合金を空気中に放置して表面に自然に形成される程度のものでよい。
【0046】
金属1の表面(接合界面)には、樹脂3と接合される前に、予めスズ化合物2が担持されている必要がある。スズ化合物2の担持方法は、実施の形態3.に記載した方法と同様で構わない。
【0047】
なお、本発明の効果を得るための必須の工程ではないが、より強固な接合強度を得るために、金属1の表面は、あらかじめ適度な粗面化処理が施されていてもよい。粗面化処理の方法としては、ショットブラスト処理、または、エッチング処理などが挙げられる。表面粗度はRz(十点平均粗さ)=5〜100μm、好ましくは、5〜20μmで仕上げられることが望ましい。さらに、粗面化処理の後に、アセトン、または、イソプロピルアルコールなどの有機溶剤により脱脂されることが望ましい。
【0048】
また、接着剤塗布などの有機膜形成処理は必要とされない。金属処理の手順としては、粗面化処理、脱脂処理、スズ化合物担持処理の順で行われるのが望ましい。
【0049】
この発明の実施の形態4に係る樹脂は、熱可塑性ポリアミドと1分子中にイソシアネート基を2つ以上有するイソシアネート化合物をドライブレンドしてから射出成形することにより得られる。ここで、熱可塑性ポリアミドとして、例えば、ポリアミド6、ポリアミド66、ポリアミド610、ポリアミド612、ポリアミド12、または、ポリアミド46などが挙げられる。これらは1種類を単独で用いても良いし、2種類以上を組み合わせて用いても良い。
【0050】
また、イソシアネート化合物及びその取り扱いは、上記実施の形態1で説明したとおりである。次に、この発明の実施の形態4に係る金属と樹脂とからなる複合成形品の製造方法について説明する。図3は、この発明の実施の形態2に係る複合成形品の製造工程を示すフロー図である。図において、活性水素を持つ樹脂とは熱可塑性ポリアミドを示す。この発明の実施の形態4に係る複合成形品の製造方法は上記実施の形態3の製造方法における熱可塑性ポリウレタンエラストマーを熱可塑性ポリアミドに置き換えて得られることから説明は省略する。また、製造工程も上記実施の形態3で説明したものと同様であるため説明を省略する。
【0051】
このようにして成形された金属と樹脂とからなる複合成形品は、1分子中に2個以上のイソシアネート基を有するイソシアネート化合物の少なくとも1個のイソシアネート基が熱可塑性ポリアミドと化学結合を形成し、また同分子中の少なくとも1個のイソシアネート基が鉄合金表面に担持されているスズ化合物を触媒とし、反応促進されて鉄合金の表面のヒドロキシル基と化学結合を形成するため、イソシアネート化合物の分子を介して熱可塑性ポリアミドと鉄合金が強固に接合されるという効果が得られる。
【0052】
以下、実施例または比較例を用いて本発明を詳細に説明する。なお、本発明は以下に示す実施例に限定されるものではない。
【0053】
(実施例1)
55mm×10mm×1.6mmtの鉄合金SS400にショットブラスト加工を施し、Rz(十点平均粗さ)=8〜10μmとなるようにする。この鋼材をアセトンを用いて脱脂する。この鋼材を180℃に加熱した状態で、2mol/lの塩酸50gに金属スズ0.5gを溶かし調整したスズ塩酸溶液を霧状にして噴霧し、鉄合金表面にスズ化合物を担持する。その後、この鋼材をインサート品とし、エーテル系熱可塑性ポリウレタンエラストマーのペレットと、ポリスチレン樹脂1.85質量部、4,4ジフェニルメタンジイソシアネート3.15質量部からなるイソシアネート化合物のペレットを質量比100:10でドライブレンドしたものを成形材料とし、スズ化合物が担持されている鉄合金表面と密着されるようにインサート成形し、鉄合金―熱可塑性ポリウレタンエラストマー複合成形品を得た。
【0054】
(実施例2)
55mm×10mm×1.6mmtの鉄合金SS400にショットブラスト加工を施し、Rz(十点平均粗さ)=8〜10μmとなるようにする。この鋼材をアセトンを用いて脱脂する。この鋼材を180℃に加熱した状態で、2mol/lの塩酸50gに金属スズ0.5gを溶かし調整したスズ塩酸溶液を霧状にして噴霧し、鉄合金表面にスズ化合物を担持する。その後、この鋼材をインサート品とし、熱可塑性ポリアミド6のペレットと、ポリスチレン樹脂1.85質量部、4,4ジフェニルメタンジイソシアネート3.15質量部からなるイソシアネート化合物のペレットを質量比100:10でドライブレンドしたものを成形材料とし、スズ化合物が担持されている鉄合金表面と密着されるようにインサート成形し、鉄合金―熱可塑性ポリアミド複合成形品を得た。
【0055】
(実施例3)
55mm×10mm×1.6mmtの鉄合金SS400にショットブラスト加工を施し、Rz(十点平均粗さ)=8〜10μmとなるようにする。この鋼材をアセトンを用いて脱脂する。この鋼材表面に、エタノール50gに塩化スズ二水和物0.5gを溶かし調整したスズエタノール溶液を滴下して常温で乾燥させたのち、180℃で60分加熱して鉄合金表面にスズ化合物を担持する。その後、この鉄合金をインサート品とし、エーテル系熱可塑性ポリウレタンエラストマーのペレットと、ポリスチレン樹脂1.85質量部、4,4ジフェニルメタンジイソシアネート3.15質量部からなるイソシアネート化合物のペレットを質量比100:10でドライブレンドしたものを成形材料とし、スズ化合物が担持されている鉄合金表面と密着されるようにインサート成形し、鉄合金―熱可塑性ポリウレタンエラストマー複合成形品を得た。
【0056】
(実施例4)
55mm×10mm×1.6mmtの鉄合金SS400にショットブラスト加工を施し、Rz(十点平均粗さ)=8〜10μmとなるようにする。この鋼材をアセトンを用いて脱脂する。この鉄合金表面に、エタノール50gに塩化スズ二水和物0.5gを溶かし調整したスズエタノール溶液を滴下して常温で乾燥させたのち、180℃で60分加熱して鉄合金表面にスズ化合物を担持する。その後、この鉄合金をインサート品とし、熱可塑性ポリアミド6のペレットと、ポリスチレン樹脂1.85質量部、4,4ジフェニルメタンジイソシアネート3.15質量部からなるイソシアネート化合物のペレットを質量比100:10でドライブレンドしたものを成形材料とし、スズ化合物が担持されている鉄合金表面と密着されるようにインサート成形し、鉄合金―熱可塑性ポリアミド複合成形品を得た。
【0057】
(比較例1)
鉄合金表面にスズ化合物を担持せずに、その他は実施例1と同様にして鉄合金―熱可塑性ポリウレタンエラストマー複合成形品を得た。
【0058】
(比較例2)
イソシアネート化合物のペレットをドライブレンドしなかったこと以外は、実施例1と同様にして鉄合金―熱可塑性ポリウレタンエラストマー複合成形品を得た。
【0059】
(比較例3)
鉄合金表面にスズ化合物を担持せずに、その他は実施例2と同様にして鉄合金−熱可塑性ポリアミド複合成形品を得た。
【0060】
(比較例4)
イソシアネート化合物のペレットをドライブレンドしなかったこと以外は、実施例2と同様にして鉄合金−熱可塑性ポリアミド複合成形品を得た。
【0061】
上記実施例1〜4、及び、比較例1〜4で得られた複合成形品について、引張試験を行い金属と樹脂との接合強度を測定した。試験は常温(25℃)、引張速度50mm/minの条件の下で実施した。引張により破壊に至るまでに得られた単位接合面積(mm2)あたりの最大荷重(N)を接合強度(MPa)として示した。ここで、試験サンプル数はそれぞれn=3で、示した数値はその平均値である。
【0062】
実施例1、3と比較例1、2との比較結果を下記表1に示す。これらは全て鉄合金と熱可塑性ポリウレタンエラストマーからなる複合成形品の接合強度評価結果である。
【0063】
【表1】
【0064】
実施例2、4と比較例3、4との比較結果を下記表2に示す。これらは全て鉄合金と熱可塑性ポリアミドからなる複合成形品の接合強度評価結果である。
【0065】
【表2】
【0066】
上記比較例2と比較例4については、測定値が得られないほど接合強度が小さい。これによりイソシアネート化合物をドライブレンドせずに成形しても、必要な接合強度が得られないことがわかる。また、実施例1、3は比較例1に対し、また、実施例2、4は比較例3に対し、それぞれ3〜4倍程度の接合強度が得られた。この結果からわかるように、スズ化合物を鉄合金表面に担持することで、熱可塑性樹脂の種類にかかわらず、スズ化合物を担持していないものに比べ接合強度が大きく増加することがわかる。
【符号の説明】
【0067】
1 金属、2 スズ化合物、3 樹脂
【特許請求の範囲】
【請求項1】
金属と樹脂からなる複合成形品であって、
前記金属は、前記樹脂との接合面上の少なくとも一部にスズ化合物を担持し、
前記樹脂は、活性水素を有する熱可塑性樹脂と1分子中にイソシアネート基を2つ以上有するイソシアネート化合物と、
を含んで構成されることを特徴とする複合成形品。
【請求項2】
前記熱可塑性樹脂が、熱可塑性ポリウレタンエラストマーであることを特徴とする請求項1記載の複合成形品。
【請求項3】
前記熱可塑性樹脂が、熱可塑性ポリアミドであることを特徴とする請求項1記載の複合成形品。
【請求項4】
前記金属が、鉄または鉄合金からなることを特徴とする請求項1乃至請求項3のいずれか一つに記載の複合成形品。
【請求項1】
金属と樹脂からなる複合成形品であって、
前記金属は、前記樹脂との接合面上の少なくとも一部にスズ化合物を担持し、
前記樹脂は、活性水素を有する熱可塑性樹脂と1分子中にイソシアネート基を2つ以上有するイソシアネート化合物と、
を含んで構成されることを特徴とする複合成形品。
【請求項2】
前記熱可塑性樹脂が、熱可塑性ポリウレタンエラストマーであることを特徴とする請求項1記載の複合成形品。
【請求項3】
前記熱可塑性樹脂が、熱可塑性ポリアミドであることを特徴とする請求項1記載の複合成形品。
【請求項4】
前記金属が、鉄または鉄合金からなることを特徴とする請求項1乃至請求項3のいずれか一つに記載の複合成形品。
【図1】

【図2】

【図3】
【図2】
【図3】
【公開番号】特開2012−145219(P2012−145219A)
【公開日】平成24年8月2日(2012.8.2)
【国際特許分類】
【出願番号】特願2011−209212(P2011−209212)
【出願日】平成23年9月26日(2011.9.26)
【出願人】(000006013)三菱電機株式会社 (33,312)
【Fターム(参考)】
【公開日】平成24年8月2日(2012.8.2)
【国際特許分類】
【出願日】平成23年9月26日(2011.9.26)
【出願人】(000006013)三菱電機株式会社 (33,312)
【Fターム(参考)】
[ Back to top ]