
部材接合方法及び部材接合装置

【課題】2部材の相互対向面間に配置した接着剤によりそれら部材を接合する際に、部材寸法に関わらず、相互対向面の略全面に渡り短時間で一様な押圧力を加える接着方法を提供する。
【解決手段】気密性を有する弾性シート18によって互いに分離された第1及び第2圧力区域20、22を用意する。第1圧力区域において、第1表面12aに接着剤16を配置した第1の部材12を弾性シートの上に載せ、第1の部材12及び第2の部材14を、第1表面12aと第2表面14aとが互いに向き合う位置に配置する。第1及び第2圧力区域をそれぞれ圧力P1、P2まで減圧する。第2圧力区域の圧力を第1圧力区域の圧力よりも増加させ、生じた差圧ΔPにより、弾性シートを第1圧力区域側に弾性変位させながら第1の部材を移動し、差圧に抗して第2の部材の第2裏面14bを支持しながら、第1の部材の第1表面と第2の部材の第2表面とを接着剤を介し互いに押し付ける。
【解決手段】気密性を有する弾性シート18によって互いに分離された第1及び第2圧力区域20、22を用意する。第1圧力区域において、第1表面12aに接着剤16を配置した第1の部材12を弾性シートの上に載せ、第1の部材12及び第2の部材14を、第1表面12aと第2表面14aとが互いに向き合う位置に配置する。第1及び第2圧力区域をそれぞれ圧力P1、P2まで減圧する。第2圧力区域の圧力を第1圧力区域の圧力よりも増加させ、生じた差圧ΔPにより、弾性シートを第1圧力区域側に弾性変位させながら第1の部材を移動し、差圧に抗して第2の部材の第2裏面14bを支持しながら、第1の部材の第1表面と第2の部材の第2表面とを接着剤を介し互いに押し付ける。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、2つの部材を対面状態で互いに接合するための部材接合方法及び部材接合装置に関する。
【背景技術】
【0002】
2つの部材を対面状態で互いに接合するための部材接合技術において、それら部材の互いに対向する表面の間に接着剤を配置し、真空環境で両部材の対向面を接着剤を介して互いに押し付けた後に、接着剤を硬化させることにより両部材を接合する手法が知られている。
【0003】
例えば特許文献1は、「対向する位置に配置された2枚の基板を破損することなく精度良く貼り合わせることができる液晶表示素子製造装置」を開示する。特許文献1には、「まず、表面に厚み30μmで塗布された紫外線硬化型の接着剤1及びその接着剤1の内側に液晶材料2が配置された透光性材料からなる下基板3を、水平方向に移動可能なテーブル4上に搭載し、下基板3の下側の全面を大気圧中にて吸着機構5による真空吸着で固定する(工程a)。」、「次に、下基板3に対向するように所定間隔で、透光性材料からなる上基板6を配置し、この上基板6の上側面を大気中にて吸着機構7による真空吸着で固定する(工程b)。この時、吸着機構7の第1の吸着系統7aのみによって吸着固定する。次に、第2の吸着系統7bによる真空吸着を追加して吸着穴の開口率を大きくし、上基板6の全面を第1及び第2の吸着系統7a、7bにて吸着固定する(工程c)。」、「次に、真空容器Cを閉じて真空引きを行い、真空雰囲気中にて両方又は一方の基板3、6を基板の対向方向に相対移動させて位置合わせを行う(工程d)。次に、両方又は一方の基板3、6を接近移動させて相互に加圧し、両基板3、6を貼り合わせる(工程e)。」、「その後、貼り合わせた両基板3、6を真空容器Cの外部に搬送し、紫外線照射手段8にて紫外線を照射して接着剤1を硬化させて、下基板3と上基板6の貼り合わせが完了する(工程f)。」と記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−310759号公報(段落0012、0019〜0022)
【発明の概要】
【発明が解決しようとする課題】
【0005】
2つの部材の相互対向面の間に接着剤を配置し、真空環境で両部材の対向面を接着剤を介して互いに押し付けた後に、接着剤を硬化させることにより両部材を接合する部材接合技術においては、相互対向面の略全面に渡り短時間で一様な押圧力を加えることが、例えば、両部材間に挟持される接着剤層からの気泡の排除や接着剤層の厚みの均一化を促進する観点で望まれている。
【課題を解決するための手段】
【0006】
本発明の一態様は、第1表面及び第1表面の反対側の第1裏面を有する第1の部材と、第2表面及び第2表面の反対側の第2裏面を有する第2の部材とを、第1表面と第2表面との間に配置される接着剤により互いに接合する部材接合方法において、気密性を有する弾性シートによって互いに分離された第1圧力区域及び第2圧力区域を用意するステップと、第1の部材の第1表面及び第2の部材の第2表面の少なくとも一方に、接着剤を配置するステップと、第1圧力区域において、第1の部材の第1裏面を弾性シートに接触させた状態で、第1の部材及び第2の部材を、第1表面と第2表面とが互いに向き合う第1位置及び第2位置のそれぞれに配置するステップと、接着剤が、第1表面と第2表面とのいずれか一方のみに接触している状態で、第1圧力区域を減圧するとともに、第2圧力区域を減圧するステップと、減圧した第2圧力区域の圧力を、減圧した第1圧力区域の圧力よりも増加させて、第1圧力区域と第2圧力区域との差圧により、第1の部材の第1裏面に接触した弾性シートを弾性変形させて第1の部材を移動させるとともに、差圧に抗して第2の部材の第2裏面を支持しながら、第1の部材の第1表面と第2の部材の第2表面とを接着剤を介して互いに押し付けるステップと、第1表面と第2表面との間で接着剤を硬化させるステップと、を含む部材接合方法である。
【0007】
本発明の他の態様は、第1表面及び第1表面の反対側の第1裏面を有する第1の部材と、第2表面及び第2表面の反対側の第2裏面を有する第2の部材とを、第1表面と第2表面との間に配置される接着剤により互いに接合する部材接合装置において、気密性を有する弾性シートと、弾性シートによって互いに分離された第1圧力区域及び第2圧力区域と、第1圧力区域を減圧する第1減圧部と、第2圧力区域を減圧する第2減圧部と、第2減圧部が減圧した第2圧力区域の圧力を、第1減圧部が減圧した第1圧力区域の圧力よりも増加させて、第1圧力区域と第2圧力区域との間に差圧を生じさせる差圧生成部と、第1圧力区域に設けられ、第1表面と第2表面とが互いに向き合う第1位置及び第2位置のそれぞれに第1の部材及び第2の部材を配置できる部材配置部と、を具備する部材接合装置である。
【発明の効果】
【0008】
本発明の一態様に係る部材接合方法によれば、第1圧力区域内で互いに向き合って配置された第1及び第2の部材に対し、弾性シートによって分離された第1及び第2圧力区域の双方を減圧した後に第2圧力区域を第1圧力区域よりも増圧することで、差圧により、弾性シートに載置された第1の部材を接着剤と共に瞬時に移動させて、第1の部材の第1表面と第2の部材の第2表面とを接着剤を介して互いに押し付けるようにしたから、第1及び第2の部材の寸法に関わらず、極めて短時間で、第1の部材と第2の部材とを接着剤を挟んだ状態で相互に押圧することができる。このとき、弾性シートは、第2圧力区域内で一様に加わる差圧により、略全体に平衡して弾性変形できるから、弾性シートに加わる差圧が、第1の部材の第1表面の略全体から接着剤を介して第2の部材の第2表面の略全体に、一様な押圧力として印加されることになる。このように、第1及び第2の部材の寸法に関わらず、互いに対向する第1及び第2表面及びそれらの間の接着剤の略全体に渡り、短時間で一様な押圧力を加えることができるから、第1及び第2の部材の間に挟持される接着剤の層からの気泡の排除や接着剤の層の厚みの均一化を促進することができる。
【0009】
本発明の他の態様に係る部材接合装置によれば、第1圧力区域内で互いに向き合って配置された第1及び第2の部材に対し、弾性シートによって分離された第1及び第2圧力区域の双方を減圧した後に第2圧力区域を第1圧力区域よりも増圧することで、差圧により、弾性シートに載置された第1の部材を接着剤と共に瞬時に移動させて、第1の部材の第1表面と第2の部材の第2表面とを接着剤を介して互いに押し付けることができる。このとき、弾性シートは、第2圧力区域内で一様に加わる差圧により、略全体に平衡して弾性変形できるから、弾性シートに加わる差圧が、第1の部材の第1表面の略全体から接着剤を介して第2の部材の第2表面の略全体に、一様な押圧力として印加されることになる。このように、第1及び第2の部材の寸法に関わらず、互いに対向する第1及び第2表面及びそれらの間の接着剤の略全体に渡り、短時間で一様な押圧力を加えることができるから、第1及び第2の部材の間に挟持される接着剤の層からの気泡の排除や接着剤の層の厚みの均一化を促進することができる。
【図面の簡単な説明】
【0010】
【図1】本発明の第1の実施形態による部材接合方法の主要ステップを模式図的に示す断面図である。
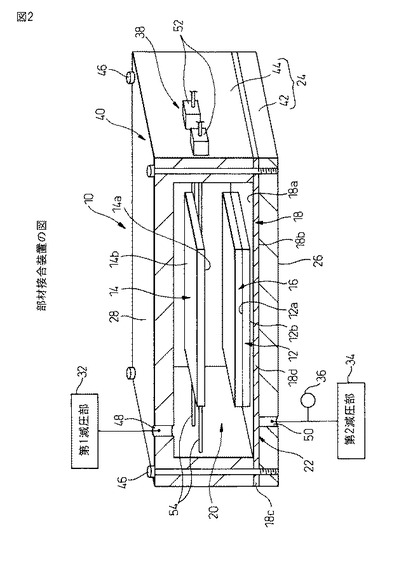
【図2】図1の部材接合方法を実施可能な本発明の一実施形態による部材接合装置を、接合対象の部材と共に概略で示す一部断面斜視図である。
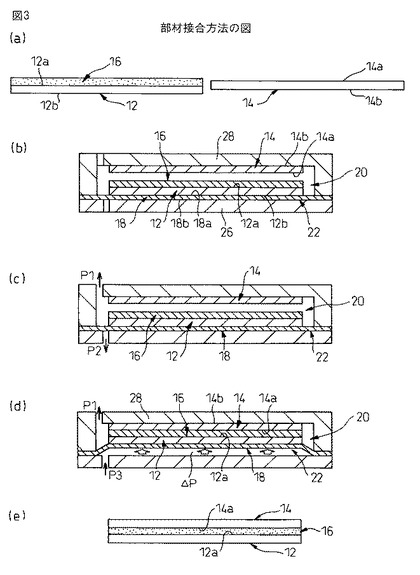
【図3】本発明の第2の実施形態による部材接合方法の主要ステップを模式図的に示す断面図である。
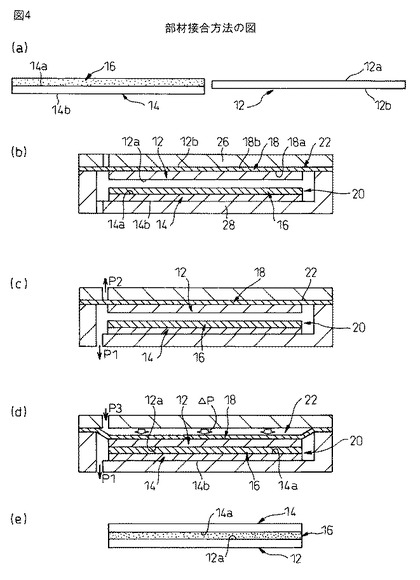
【図4】本発明の第3の実施形態による部材接合方法の主要ステップを模式図的に示す断面図である。
【発明を実施するための形態】
【0011】
以下、添付図面を参照して、本発明の実施の形態を詳細に説明する。全図面に渡り、対応する構成要素には共通の参照符号を付す。
図1は、本発明の第1の実施形態による部材接合方法の主要ステップA〜Gを示す。また図2は、図1の部材接合方法を実施可能な本発明の一実施形態による部材接合装置10を示す。
【0012】
図示の部材接合方法は、第1表面12a及び第1表面12aの反対側の第1裏面12bを有する第1の部材12と、第2表面14a及び第2表面14aの反対側の第2裏面14bを有する第2の部材14とを、第1表面12aと第2表面14aとの間に配置される接着剤16により互いに接合するためのものであって、主として以下のステップA〜Gを有する(それぞれ図1(a)〜(g)に対応する。)。
【0013】
ステップA(図1(a)):
第1の部材12の第1表面12aと第2の部材14の第2表面14aとの少なくとも一方に、接着剤16を配置する。図示構成では、第1の部材12の第1表面12aの略全体に、未硬化の接着剤16が所望厚みの層状に配置されており、第2の部材14の第2表面14aには接着剤16は配置されていない。また図示構成では、第1の部材12と第2の部材14とはいずれも、平面視で略矩形の平板状部材(図2)であり、略平坦な第1表面12a及び第1裏面12bと、略平坦な第2表面14a及び第2裏面14bとをそれぞれに有するとともに、少なくとも第1表面12aと第2表面14aとが互いに略同一の形状及び寸法を有している。なお、第1の部材12及び第2の部材14の形状及び寸法は、特に限定されず、少なくとも、第1表面12aと第2表面14aとが接着剤16により互いに接合可能な表面形状を有するものであればよい。また接着剤16を、第2の部材14の第2表面14aのみに配置したり、第1の部材12の第1表面12aと第2の部材14の第2表面14aとの両方に配置したりすることもできる。
【0014】
ステップB(図1(b)):
気密性を有する弾性シート18によって互いに分離された第1圧力区域20及び第2圧力区域22を用意する。図示構成では、第1圧力区域20と第2圧力区域22とはいずれも、弾性シート18(すなわち可動壁)と固定壁24とによって包囲された容積可変の室として構成されている。また図示の初期状態では、第1及び第2圧力区域20、22の双方が大気開放されている。弾性シート18は、全体に渡って一様な弾性復元力を発揮し得る薄板状部材であり、互いに反対側の表面18a及び裏面18bを有する。弾性シート18は、その外縁領域で固定壁24に気密式に固定して取り付けられ、外縁領域の内側の領域が弾性変形を生じながら第1及び第2圧力区域20、22の間で変位できるとともに、その変位範囲内のあらゆる位置で、第1圧力区域20と第2圧力区域22との間の気体の流通を阻止する。
【0015】
ステップC(図1(c)):
第1圧力区域20において、第1の部材12の第1裏面12bを弾性シート18の表面18aに接触させた状態で、第1の部材12及び第2の部材14を、第1表面12aと第2表面14aとが互いに向き合う第1位置及び第2位置のそれぞれに配置する。図示構成では、第1位置にある第1の部材12の第1表面12aに配置した接着剤16が、第2位置にある第2の部材14の第2表面14aの略全体に、適当な寸法の隙間を介して正対して配置されている。なお、ステップAとステップB及びCとの順序は問わない。
【0016】
図示構成では、ステップCに先立ち、第2圧力区域22に、弾性シート18をその裏面18b側から支持できるシート支持壁26(図では固定壁24の一部)を配置する(図1(b))。そしてステップCで、シート支持壁26に裏面18bが支持された弾性シート18の表面18aに、第1の部材12の第1裏面12bの全体を接触させて、第1の部材12を第1位置に配置する。したがって、図示構成では、第1の部材12を第1位置に配置するときに、第2圧力区域22を構成する室の容積は実質的に零になっている。この構成では、シート支持壁26が弾性シート18の重力方向下側に配置されるように、固定壁24の姿勢を設定する。
【0017】
ステップD(図1(d)):
第1位置にある第1の部材12の第1表面12aと第2位置にある第2の部材14の第2表面14aとの少なくとも一方(図示構成では第1表面12a)に配置された接着剤16が、第1表面12aと第2表面14aとのいずれか一方(図示構成では第1表面12a)のみに接触している状態で、第1圧力区域20を所定圧力P1まで減圧するとともに、第2圧力区域22を所定圧力P2まで減圧する。この段階では、第1の部材12の第1表面12a又は第2の部材14の第2表面14a(図示構成では第1表面12a)に配置した接着剤16を、相手方部材の表面(図示構成では第2の部材14の第2表面14a)に接触させないことが要求される。したがって、第2圧力区域22を第1圧力区域20の圧力以下に減圧する(つまりP1≧P2)ことが望ましく、また、第1圧力区域20の減圧を、第2圧力区域22の減圧と同時か或いはその後に実施することが望ましい。
【0018】
ステップE及びF(図1(e)、(f)):
第1及び第2圧力区域20、22の減圧の後、減圧した第2圧力区域22の圧力P2を、減圧した第1圧力区域20の圧力P1よりも増加させて圧力P3(P3>P1)とし、第1圧力区域20と第2圧力区域22との間に差圧ΔP(ΔP=P3−P1)を生じさせる。この差圧ΔPにより、第1の部材12の第1裏面12bに接触した弾性シート18を弾性変形させて、第1圧力区域20側に弾性的に変位させる。そして、弾性シート18の弾性変位に伴い、差圧ΔPにより、第1圧力区域20内で第1の部材12を移動させるとともに、差圧ΔPに抗して第2の部材14の第2裏面14bを支持しながら、第1の部材12の第1表面12aと第2の部材14の第2表面14aとを接着剤16を介して互いに押し付ける。
【0019】
図示構成では、ステップEに先立ち、第1圧力区域20に、第2の部材14の第2裏面14bを差圧ΔPに抗して支持できる部材支持壁28(図では固定壁24の一部)を配置する(図1(b))。そしてステップEで、圧力P1に減圧した第1圧力区域20内で、第1位置にある第1の部材12に対し、第2位置にある第2の部材14を接近させて、第1の部材12と第2の部材14とが接着剤16を介して互いに重ね合わされ、かつ第2裏面14bが部材支持壁28から離隔した状態に移行させる。この状態で、上記したように差圧ΔPを生成し、生成した差圧ΔPにより、弾性シート18を弾性変形させながら、第1の部材12及び第2の部材14を接着剤16と共に部材支持壁28に向けて瞬時に移動させて、接着剤16を挟持して重なり合った第1の部材12及び第2の部材14を部材支持壁28に押し付ける(ステップF)。
【0020】
ステップG(図1(g)):
第1の部材12の第1表面12aと第2の部材14の第2表面14aとを接着剤16を介して互いに押し付けた後、第1表面12aと第2表面14aとの間で接着剤16を硬化させて、第1の部材12と第2の部材14とを互いに接合する。図示構成では、第1表面12aと第2表面14aとの間に接着剤16を挟持した第1の部材12及び第2の部材14を、第1圧力区域20から取り出して、接着剤16の種類に応じた方法により接着剤16を硬化させている。なお、第1表面12aと第2表面14aとの間に接着剤16を挟持した第1の部材12及び第2の部材14を、第1圧力区域20から取り出さずに、第1圧力区域20の中で接着剤16を硬化させることもできる。
【0021】
上記した部材接合方法(ステップA〜G)では、第1圧力区域内で互いに向き合って配置された第1及び第2の部材12、14に対し、弾性シート18によって分離された第1及び第2圧力区域20、22の双方を減圧した後に第2圧力区域22を第1圧力区域20よりも増圧することで、差圧ΔPにより、弾性シート18に載置された第1の部材12を接着剤16と共に瞬時に移動させて、第1の部材12の第1表面12aと第2の部材14の第2表面14aとを接着剤16を介して互いに押し付けるようにしたから、第1及び第2の部材12、14の寸法に関わらず、極めて短時間で、第1の部材12と第2の部材14とを接着剤16を挟んだ状態で相互に押圧することができる。しかもこのとき、弾性シート18は、第2圧力区域22内で裏面18bに一様に加わる差圧ΔPにより、略全体に平衡して弾性変形できるから、弾性シート18に加わる差圧ΔPが、第1の部材12の第1表面12aの略全体から接着剤16を介して第2の部材14の第2表面14aの略全体に、一様な押圧力として印加されることになる。このように、上記部材接合方法によれば、第1及び第2の部材12、14の寸法に関わらず、互いに対向する第1及び第2表面12a、14a及びそれらの間の接着剤16の略全体に渡り、短時間で一様な押圧力を加えることができるから、第1及び第2の部材12、14の間に挟持される接着剤16の層からの気泡の排除や接着剤16の層の厚みの均一化を促進することができる。
【0022】
図示構成では、第1の部材12を第1圧力区域20内で第1位置に配置するとき(ステップC)に、シート支持壁26に裏面18bが支持された弾性シート18の表面18aに、第1の部材12の第1裏面12bを接触させるようにしたから、弾性シート18上であっても第1の部材12を重力等の外力に抗して第1位置に安定的に配置できる。また、第1の部材12を第1位置に配置した後に、第2圧力区域22を第1圧力区域20の圧力未満に減圧した場合にも、弾性シート18はシート支持壁26に支持されているから第2圧力区域22側へ実質的に変位せず、弾性シート18上で第1の部材12が位置ずれを生ずることを防止できる。その結果、第1及び第2の部材12、14を第1及び第2位置に配置したときの相対位置関係を正確に維持しながら、差圧ΔPにより第1の部材12の第1表面12aと第2の部材14の第2表面14aとを接着剤16を介して互いに押し付けることができる。
【0023】
図示しないが、第1の部材12を第1圧力区域20内で第1位置に配置するときに、弾性シート18を裏面18b側で支持することなく、弾性シート18の表面18aに第1の部材12の第1裏面12bを接触させるようにすることもできる。この構成では、第1及び第2圧力区域20、22の双方が大気開放された初期状態で、第1の部材12を載置した弾性シート18の重力等の外力による弾性変形が許容されて、弾性シート18上での第1の部材12の位置が不安定化する。しかし、第1の部材12と第2の部材14との接合時の相対位置のずれをある程度許容できる用途では、第1の部材12を第1位置に配置するときに弾性シート18を裏面18b側で支持しなくても良い。また、第1及び第2圧力区域20、22の減圧(ステップE)により、弾性シート18を第2圧力区域22側へ変位させてその裏面18bを例えばシート支持壁26に当接できるように構成すれば、弾性シート18上での第1の部材12の位置ずれをある程度抑制できる。
【0024】
図示構成では、差圧ΔPにより第1の部材12の第1表面12aと第2の部材14の第2表面14aとを接着剤16を介して互いに押し付けるときに、まず、減圧した第1圧力区域20内で、第2の部材14の第2裏面14bを部材支持壁28から離隔させて、第1位置にある第1の部材12に接着剤16を介して第2の部材14を重ね合わせている。このとき、第1圧力区域20は大気圧から圧力P1に減圧されているので、接着剤16に含有されていた空気がある程度除去され、また接着剤16と第2の部材14との界面への空気の取り込みが防止される。その後、差圧ΔPにより、第1の部材12及び第2の部材14を接着剤16と共に部材支持壁28に向けて瞬時に移動させて部材支持壁28に押し付けるようにしたから、第1圧力区域20内で差圧ΔPにより第1の部材12を移動させる間に、第1の部材12と第2の部材14との間に相対的な位置ずれが生ずることを防止できる。その結果、第1及び第2の部材12、14を第1及び第2位置に配置したときの相対位置関係を正確に維持しながら、差圧ΔPにより第1の部材12の第1表面12aと第2の部材14の第2表面14aとを接着剤16を介して互いに押し付けることができる。
【0025】
上記した部材接合方法で用いられる接着剤16は、硬化することで第1の部材12の第1表面12aと第2の部材14の第2表面12aとを互いに固定した状態に保持する接着力を発揮できるものであって、例えば、熱硬化型、紫外線硬化型、湿気硬化型、反応硬化型等の接着剤を用いることができる。接着剤16の粘度は特に限定されないが、例えば、室温(22℃)において1cP以上10000cP未満であることができる。例えば、紫外線硬化型であって、室温(22℃)での特性が、引張弾性率が1.0×108Pa以上5.0×108Pa未満、破断伸度が5%以上50%未満、粘度が100cP以上10000cP未満である接着剤16を使用できる。接着剤16は、グラビアコート、スピンコート、ディスペンサ塗布等の塗布法、スクリーン印刷、インクジェット印刷等の印刷法等の、種々の手法により、第1の部材12の第1表面12aと第2の部材14の第2表面14aとの少なくとも一方に配置できる。
【0026】
上記した部材接合方法で用いられる弾性シート18は、適度な硬さ、引張強さ、伸び、引裂強さ等の特性を有するゴムシートから形成できる。弾性シート18を形成可能なゴムシートの特性は、例えば、硬さ(ショア硬度A)が30以上95未満、引張強さが1MPa以上60MPa未満、伸びが100%以上990%未満、引裂強さが7N/mm以上137N/mm未満である。また、弾性シート18を形成可能なゴムシートの素材としては、例えば、天然ゴム、クロロプレンゴム、二トリルゴム、クロロスルホン化ポリエチレン、ブチルゴム、エチレン・プロピレンゴム、シリコーンゴム、フッ素ゴム、ウレタンゴムを挙げることができる。
【0027】
上記した部材接合方法を適用可能な一例としての第1及び第2の部材12、14は、例えば、液晶表示装置を構成する一対の基板や、有機EL素子と当該素子を支持する支持板との組み合わせであることができる。液晶表示装置の製造工程において、例えば、一方の基板の表面の外周に沿って接着剤を配置したものを第1の部材12及び接着剤16とし、他方の基板を第2の部材14として、一方の基板の接着剤に包囲される領域に液晶材料を配置した後に、上記した部材接合方法を実施して、それら一対の基板を接着剤により互いに接合することができる。また、有機EL表示装置の製造工程において、例えば、シート状の有機EL素子の表面の全体に接着剤を配置したものを第1の部材12及び接着剤16とし、有機EL素子を支持するガラス板を第2の部材14として、上記した部材接合方法を実施して、有機EL素子とガラス板と接着剤により互いに接合することができる。有機EL素子は、ガラス板によって支持された状態で所要の工程に送られ、工程完了後に、ガラス板が有機EL素子から取り外される。
【0028】
例えば有機EL表示装置の製造工程のように、第1の部材12と第2の部材14とを接着剤16により互いに接合した後に、第1の部材12と第2の部材14とを互いに剥離する用途では、上記した部材接合方法は、第1表面12aと第2表面14aとを互いに押し付けるステップE〜Fの前に、第1表面12a及び第2表面14aのいずれか一方に、第1表面12a又は第2表面14aと接着剤16との間に介在する剥離層を形成することができる。例えば、図1(h)に示すように、前述したステップAにおいて、接着剤16を配置していない第2の部材14の第2表面14aの全体に、剥離層30を形成できる。
【0029】
例えば、第2の部材14が透明なガラス板であり、接着剤16が光(紫外線等)硬化型接着剤である場合、剥離層30として、光吸収剤及び熱分解性樹脂を含む光熱変換層を採用できる。この構成では、前述した部材接合方法によって接合された第1及び第2の部材12、14に対し、光熱変換層からなる剥離層30にレーザー光等を照射すると、レーザー光等の放射エネルギーが光吸収剤によって吸収されて熱エネルギーに変換され、熱エネルギーが剥離層30の温度を急激に上昇させて熱分解性樹脂を熱分解させる。熱分解によって発生したガスが剥離層30内でボイド層を形成することにより、剥離層30が2つに分断されて、第1及び第2の部材12、14が互いに分離される。
【0030】
上記した部材接合方法を実施可能な部材接合装置10の具体的構成を、図2を参照して説明する。図示の部材接合装置10は、第1表面12a及び第1表面12aの反対側の第1裏面12bを有する第1の部材12と、第2表面14a及び第2表面14aの反対側の第2裏面14bを有する第2の部材14とを、第1表面12aと第2表面14aとの間に配置される接着剤16により互いに接合するためのものである。
【0031】
部材接合装置10は、気密性を有する弾性シート18と、弾性シート18によって互いに分離された第1圧力区域20及び第2圧力区域22と、第1圧力区域20を減圧する第1減圧部32と、第2圧力区域22を減圧する第2減圧部34と、第2減圧部34が減圧した第2圧力区域22の圧力を、第1減圧部32が減圧した第1圧力区域20の圧力よりも増加させて、第1圧力区域20と第2圧力区域22との間に差圧ΔP(図1)を生じさせる差圧生成部36と、第1圧力区域20に設けられ、第1表面12aと第2表面14aとが互いに向き合う第1位置及び第2位置のそれぞれに第1の部材12及び第2の部材14を配置できる部材配置部38とを備えている。
【0032】
図示構成では、部材接合装置10は、弾性シート18の表面18a側及び裏面18b側にそれぞれ第1圧力区域20と第2圧力区域22とを画定する筐体40をさらに備えている。筐体40は、平板状の基部42と、一端が開放された中空箱状の蓋部44とを備え、例えば図示のように全体として略直方体の外形を有することができる。蓋部44の開放端を基部42に当接した状態で、複数のボルト46を用いて蓋部44を基部42に固定することにより、第1及び第2圧力区域20、22を包囲する前述した固定壁24が形成される。これにより、第1圧力区域20及び第2圧力区域22は、弾性シート18(すなわち可動壁)と筐体40(すなわち固定壁24)とによって包囲された容積可変の室として形成される。基部42と、基部42に略平行に対向する蓋部44の一部分とは、前述したシート支持壁26と部材支持壁28とを構成する。
【0033】
弾性シート18は、平面視で略矩形の外形を有し、その外縁領域18cが、蓋部44の一端と基部42との間に挟持されて気密式に固定される。弾性シート18は、弾性変形を生じていない初期状態で、基部42(シート支持壁26)に平坦に広げて置かれ、基部42(シート支持壁26)と蓋部44の部材支持壁28との双方に対し、略平行に配置される。そして弾性シート18は、外縁領域18cの内側の領域18dが、弾性変形を生じながら第1及び第2圧力区域20、22の間で変位できるとともに、その変位範囲内のあらゆる位置で、第1圧力区域20と第2圧力区域22との間の気体の流通を阻止する。
【0034】
第1減圧部32は、例えば、蓋部44に設けた通気穴48を介して第1圧力区域20に連通する真空ポンプから構成できる。第2減圧部34は、例えば、基部42に設けた通気穴50を介して第2圧力区域22に連通する真空ポンプから構成できる。差圧生成部36は、例えば、第2減圧部34と基部42の通気穴50との間に設置される開放弁から構成できる。第1減圧部(真空ポンプ)32、第2減圧部(真空ポンプ)34及び差圧生成部(開放弁)36は、互いに独立して作動できる。
【0035】
図示構成では、部材配置部38は、蓋部44に設置される複数(図では4個)のピストン・シリンダ装置52を備える。各ピストン・シリンダ装置52は、第1圧力区域20内で基部42(シート支持壁26)と蓋部44の部材支持壁28との双方に対し略平行に配置されるピストンロッド54を備えている。各ピストンロッド54は、第1圧力区域20内に所定長さに渡って延長される作用位置と、作用位置から引き込まれる非作用位置との間で、直線的に往復移動できる。それらピストン・シリンダ装置52は、それぞれのピストンロッド54が、作用位置で基部42(シート支持壁26)からいずれも等距離に配置され、作用位置にあるそれらピストンロッド54の上に、第2の部材14を基部42に対し略平行な姿勢に着脱自在に載置できるようになっている。
【0036】
部材接合装置10を用いて実施される部材接合方法(ステップA〜G)を、以下に説明する。
第1表面12aに接着剤16を配置した第1の部材12と、第2表面14aに接着剤16を配置していない第2の部材14とを用意する(ステップA)。部材接合装置10は、第1及び第2圧力区域20、22の双方が大気開放された初期状態で、筐体40の基部42を重力方向下側に向けて静止面上に据え置かれる(ステップB)。初期状態で、弾性シート18は、筐体40の基部42(シート支持壁26)に裏面18bが支持されている。
【0037】
初期状態の部材接合装置10において、部材配置部38の複数のピストン・シリンダ装置52を作動させて、それぞれのピストンロッド54を作用位置に配置する。第1表面12aに接着剤16を配置した第1の部材12の第1裏面12bを弾性シート18の表面18aに接触させて、第1の部材12を弾性シート18の上に置く。また、第2の部材14の第2表面14aを、作用位置にある複数のピストンロッド54に接触させて、第2の部材14をそれらピストンロッド54の上に置く。このとき、例えば作業者が手作業で、第1の部材12及び第2の部材14を、第1表面12aと第2表面14aとが互いに正対する第1位置及び第2位置のそれぞれに配置する(ステップC)。この状態で、第1の部材12の第1表面12aに配置された接着剤16と、第2の部材14の第2表面14aとは、適当な距離だけ互いに離隔している。また、第2の部材14の第2裏面14bは、筐体40の蓋部44の部材支持壁28から適当な距離だけ離隔している。
【0038】
次いで、第1減圧部(真空ポンプ)32を作動させて、第1圧力区域20を所定圧力P1まで減圧するとともに、第2減圧部(真空ポンプ)34を作動させて、第2圧力区域22を所定圧力P2まで減圧する(ステップD)。減圧した第1圧力区域20内で、部材配置部38の複数のピストン・シリンダ装置52を作動させて、それぞれのピストンロッド54を非作用位置に配置する。それにより、第2の部材14を自重により第1の部材12上の接着剤16の上に落下させて、第1の部材12と第2の部材14とが接着剤16を介して互いに重ね合わされ、かつ第2裏面14bが部材支持壁28から離隔した状態にする(ステップE)。
【0039】
次いで、差圧生成部(開放弁)36を作動させて第2圧力区域22を大気開放し、第2圧力区域22の圧力P2を第1圧力区域20の圧力P1よりも増加させて、第1圧力区域20と第2圧力区域22との間に差圧ΔPを生じさせる。この差圧ΔPにより、弾性シート18を第1圧力区域20側に弾性変位させながら、第1の部材12及び第2の部材14を接着剤16と共に部材支持壁28に向けて瞬時に移動させて、接着剤16を挟持して重なり合った第1の部材12及び第2の部材14を部材支持壁28に押し付け、それにより、第1の部材12の第1表面12aと第2の部材14の第2表面14aとを接着剤16を介して互いに押し付ける(ステップF)。その後、第1表面12aと第2表面14aとの間に接着剤16を挟持した第1の部材12及び第2の部材14を、第1圧力区域20から取り出して、第1表面12aと第2表面14aとの間で接着剤16を硬化させて、第1の部材12と第2の部材14とを互いに接合する(ステップG)。
【0040】
上記した部材接合装置10では、部材配置部38として、第2の部材14を支持する作用位置と第2の部材14を支持しない非作用位置との間でそれぞれのピストンロッド54を移動させる複数のピストン・シリンダ装置52を採用している。部材配置部38の構成はこれに限定されず、例えば、静電吸着、真空吸着、クランプによる把持等の、種々の適当な手段を採用することができる。
【0041】
上記した部材接合方法では、第1の部材12の第1表面12aと第2の部材14の第2表面14aとを接着剤16を介して互いに押し付ける際(ステップE及びF)に、減圧した第1圧力区域20内で、第1の部材12と第2の部材14とを接着剤16を介して互いに重ね合わせた後に、差圧ΔPにより第1及び第2の部材12、14を一体的に移動させて、接着剤16を挟持して重なり合った第1及び第2の部材12、14を部材支持壁28に押し付けるようにしている。これに対し、差圧ΔPを生成する前に第1の部材12と第2の部材14とを接着剤16を介して互いに重ね合わせることなく、差圧ΔPにより第1の部材12のみを移動させて、予め第2裏面14bが部材支持壁28に背面支持された第2の部材14に、接着剤16を介して第1の部材12を押し付けるようにすることもできる。
【0042】
図3は、差圧ΔPにより第1の部材12のみを移動させる本発明の第2の実施形態による部材接合方法の主要ステップを示す。第2の実施形態による部材接合方法は、第1の部材12の第1表面12aと第2の部材14の第2表面14aとを接着剤16を介して互いに押し付ける手法が異なる点を除いて、図1及び図2を参照して説明した部材接合方法と同様の構成を有する。したがって、対応するステップ及び構成要素には同一の参照符号を付して、その説明を適宜省略する。
【0043】
ステップA(図3(a)):
第1の部材12の第1表面12aの略全体に、未硬化の接着剤16を所望厚みの層状に配置する。第2の部材14の第2表面14aには接着剤16を配置しない。
【0044】
ステップB及びC(図3(b)):
気密性を有する弾性シート18によって互いに分離された第1圧力区域20及び第2圧力区域22を用意する。初期状態として、第1及び第2圧力区域20、22の双方を大気開放し、弾性シート18の裏面18bをシート支持壁26に接触させる。第1圧力区域20において、第1の部材12の第1裏面12bを弾性シート18の表面18aに接触させて、第1の部材12を弾性シート18の上に置く。また、例えば真空吸着や静電吸着を用いて、第2の部材14の第2裏面14bを部材支持壁28に接触させて、部材支持壁28により第2の部材14を背面支持する。このとき、第1の部材12の第1表面12aに配置された接着剤16と、第2の部材14の第2表面14aとを、適当な距離だけ互いに離隔させて、第1及び第2の部材12、14を、第1表面12aと第2表面14aとが互いに正対する第1位置及び第2位置のそれぞれに配置する。
【0045】
ステップD(図3(c)):
第1圧力区域20を所定圧力P1まで減圧するとともに、第2圧力区域22を所定圧力P2まで減圧する。
【0046】
ステップE及びF(図3(d)):
第1及び第2圧力区域20、22の減圧の後、減圧した第2圧力区域22の圧力P2を、減圧した第1圧力区域20の圧力P1よりも増加させて圧力P3(P3>P1)とし、第1圧力区域20と第2圧力区域22との間に差圧ΔP(ΔP=P3−P1)を生じさせる。差圧ΔPの生成は、第1の部材12と第2の部材14とが接着剤16を介して互いに重ならず、かつ第2の部材14の第2裏面14bが部材支持壁28に接触した状態で行われる。生成した差圧ΔPにより、弾性シート18を第1圧力区域20側に弾性変位させながら、第1の部材12を接着剤16と共に第2の部材14に向けて瞬時に移動させて、接着剤16を介して第1の部材12を第2の部材14に押し付け、それにより、第1の部材12の第1表面12aと第2の部材14の第2表面14aとを接着剤16を介して互いに押し付ける。
【0047】
ステップG(図3(e)):
第1の部材12の第1表面12aと第2の部材14の第2表面14aとを接着剤16を介して互いに押し付けた後、第1表面12aと第2表面14aとの間で接着剤16を硬化させて、第1の部材12と第2の部材14とを互いに接合する。
【0048】
上記した第2実施形態による部材接合方法によっても、第1実施形態による部材接合方法と同等の効果が奏される。
【0049】
図4は、準備作業として、第1の部材12の第1表面12aではなく第2の部材14の第2表面14aに接着剤16を配置した場合の、本発明の第3の実施形態による部材接合方法の主要ステップを示す。第3の実施形態による部材接合方法は、第2の部材14の第2表面14aに接着剤16を配置した点を除いて、図1及び図2を参照して説明した部材接合方法と同様の構成を有する。したがって、対応するステップ及び構成要素には同一の参照符号を付して、その説明を適宜省略する。
【0050】
ステップA(図4(a)):
第2の部材14の第2表面14aの略全体に、未硬化の接着剤16を所望厚みの層状に配置する。第1の部材12の第1表面12aには接着剤16を配置しない。
【0051】
ステップB及びC(図4(b)):
気密性を有する弾性シート18によって互いに分離された第1圧力区域20及び第2圧力区域22を用意する。初期状態として、第1及び第2圧力区域20、22の双方を大気開放し、弾性シート18の裏面18bをシート支持壁26に接触させる。この構成では、シート支持壁26が弾性シート18の重力方向上側に配置されるように、固定壁24の姿勢を設定する。第1圧力区域20において、例えば真空吸着や静電吸着を用いて、第1の部材12の第1裏面12bを弾性シート18の表面18aに接触させて、第1の部材12を弾性シート18に支持させる。また、第2の部材14の第2裏面14bを部材支持壁28に接触させて、第2の部材14を部材支持壁28の上に置く。このとき、第2の部材14の第2表面14aに配置された接着剤16と、第1の部材12の第1表面12aとを、適当な距離だけ互いに離隔させて、第1及び第2の部材12、14を、第1表面12aと第2表面14aとが互いに正対する第1位置及び第2位置のそれぞれに配置する。
【0052】
ステップD(図4(c)):
第1圧力区域20を所定圧力P1まで減圧するとともに、第2圧力区域22を所定圧力P2まで減圧する。
【0053】
ステップE及びF(図4(d)):
第1及び第2圧力区域20、22の減圧の後、減圧した第2圧力区域22の圧力P2を、減圧した第1圧力区域20の圧力P1よりも増加させて圧力P3(P3>P1)とし、第1圧力区域20と第2圧力区域22との間に差圧ΔP(ΔP=P3−P1)を生じさせる。差圧ΔPの生成は、第1の部材12と第2の部材14とが接着剤16を介して互いに重ならず、かつ第2の部材14の第2裏面14bが部材支持壁28に接触した状態で行われる。生成した差圧ΔPにより、弾性シート18を第1圧力区域20側に弾性変位させながら、第1の部材12を第2の部材14に向けて瞬時に移動させて、接着剤16を介して第1の部材12を第2の部材14に押し付け、それにより、第1の部材12の第1表面12aと第2の部材14の第2表面14aとを接着剤16を介して互いに押し付ける。
【0054】
ステップG(図4(e)):
第1の部材12の第1表面12aと第2の部材14の第2表面14aとを接着剤16を介して互いに押し付けた後、第1表面12aと第2表面14aとの間で接着剤16を硬化させて、第1の部材12と第2の部材14とを互いに接合する。
【0055】
上記した第3実施形態による部材接合方法によっても、第1実施形態による部材接合方法と同等の効果が奏される。
【符号の説明】
【0056】
10 部材接合装置
12 第1の部材
14 第2の部材
16 接着剤
18 弾性シート
20 第1圧力区域
22 第2圧力区域
26 シート支持壁
28 部材支持壁
30 剥離層
32 第1減圧部(真空ポンプ)
34 第2減圧部(真空ポンプ)
36 差圧生成部(開放弁)
38 部材配置部
40 筐体
【技術分野】
【0001】
本発明は、2つの部材を対面状態で互いに接合するための部材接合方法及び部材接合装置に関する。
【背景技術】
【0002】
2つの部材を対面状態で互いに接合するための部材接合技術において、それら部材の互いに対向する表面の間に接着剤を配置し、真空環境で両部材の対向面を接着剤を介して互いに押し付けた後に、接着剤を硬化させることにより両部材を接合する手法が知られている。
【0003】
例えば特許文献1は、「対向する位置に配置された2枚の基板を破損することなく精度良く貼り合わせることができる液晶表示素子製造装置」を開示する。特許文献1には、「まず、表面に厚み30μmで塗布された紫外線硬化型の接着剤1及びその接着剤1の内側に液晶材料2が配置された透光性材料からなる下基板3を、水平方向に移動可能なテーブル4上に搭載し、下基板3の下側の全面を大気圧中にて吸着機構5による真空吸着で固定する(工程a)。」、「次に、下基板3に対向するように所定間隔で、透光性材料からなる上基板6を配置し、この上基板6の上側面を大気中にて吸着機構7による真空吸着で固定する(工程b)。この時、吸着機構7の第1の吸着系統7aのみによって吸着固定する。次に、第2の吸着系統7bによる真空吸着を追加して吸着穴の開口率を大きくし、上基板6の全面を第1及び第2の吸着系統7a、7bにて吸着固定する(工程c)。」、「次に、真空容器Cを閉じて真空引きを行い、真空雰囲気中にて両方又は一方の基板3、6を基板の対向方向に相対移動させて位置合わせを行う(工程d)。次に、両方又は一方の基板3、6を接近移動させて相互に加圧し、両基板3、6を貼り合わせる(工程e)。」、「その後、貼り合わせた両基板3、6を真空容器Cの外部に搬送し、紫外線照射手段8にて紫外線を照射して接着剤1を硬化させて、下基板3と上基板6の貼り合わせが完了する(工程f)。」と記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−310759号公報(段落0012、0019〜0022)
【発明の概要】
【発明が解決しようとする課題】
【0005】
2つの部材の相互対向面の間に接着剤を配置し、真空環境で両部材の対向面を接着剤を介して互いに押し付けた後に、接着剤を硬化させることにより両部材を接合する部材接合技術においては、相互対向面の略全面に渡り短時間で一様な押圧力を加えることが、例えば、両部材間に挟持される接着剤層からの気泡の排除や接着剤層の厚みの均一化を促進する観点で望まれている。
【課題を解決するための手段】
【0006】
本発明の一態様は、第1表面及び第1表面の反対側の第1裏面を有する第1の部材と、第2表面及び第2表面の反対側の第2裏面を有する第2の部材とを、第1表面と第2表面との間に配置される接着剤により互いに接合する部材接合方法において、気密性を有する弾性シートによって互いに分離された第1圧力区域及び第2圧力区域を用意するステップと、第1の部材の第1表面及び第2の部材の第2表面の少なくとも一方に、接着剤を配置するステップと、第1圧力区域において、第1の部材の第1裏面を弾性シートに接触させた状態で、第1の部材及び第2の部材を、第1表面と第2表面とが互いに向き合う第1位置及び第2位置のそれぞれに配置するステップと、接着剤が、第1表面と第2表面とのいずれか一方のみに接触している状態で、第1圧力区域を減圧するとともに、第2圧力区域を減圧するステップと、減圧した第2圧力区域の圧力を、減圧した第1圧力区域の圧力よりも増加させて、第1圧力区域と第2圧力区域との差圧により、第1の部材の第1裏面に接触した弾性シートを弾性変形させて第1の部材を移動させるとともに、差圧に抗して第2の部材の第2裏面を支持しながら、第1の部材の第1表面と第2の部材の第2表面とを接着剤を介して互いに押し付けるステップと、第1表面と第2表面との間で接着剤を硬化させるステップと、を含む部材接合方法である。
【0007】
本発明の他の態様は、第1表面及び第1表面の反対側の第1裏面を有する第1の部材と、第2表面及び第2表面の反対側の第2裏面を有する第2の部材とを、第1表面と第2表面との間に配置される接着剤により互いに接合する部材接合装置において、気密性を有する弾性シートと、弾性シートによって互いに分離された第1圧力区域及び第2圧力区域と、第1圧力区域を減圧する第1減圧部と、第2圧力区域を減圧する第2減圧部と、第2減圧部が減圧した第2圧力区域の圧力を、第1減圧部が減圧した第1圧力区域の圧力よりも増加させて、第1圧力区域と第2圧力区域との間に差圧を生じさせる差圧生成部と、第1圧力区域に設けられ、第1表面と第2表面とが互いに向き合う第1位置及び第2位置のそれぞれに第1の部材及び第2の部材を配置できる部材配置部と、を具備する部材接合装置である。
【発明の効果】
【0008】
本発明の一態様に係る部材接合方法によれば、第1圧力区域内で互いに向き合って配置された第1及び第2の部材に対し、弾性シートによって分離された第1及び第2圧力区域の双方を減圧した後に第2圧力区域を第1圧力区域よりも増圧することで、差圧により、弾性シートに載置された第1の部材を接着剤と共に瞬時に移動させて、第1の部材の第1表面と第2の部材の第2表面とを接着剤を介して互いに押し付けるようにしたから、第1及び第2の部材の寸法に関わらず、極めて短時間で、第1の部材と第2の部材とを接着剤を挟んだ状態で相互に押圧することができる。このとき、弾性シートは、第2圧力区域内で一様に加わる差圧により、略全体に平衡して弾性変形できるから、弾性シートに加わる差圧が、第1の部材の第1表面の略全体から接着剤を介して第2の部材の第2表面の略全体に、一様な押圧力として印加されることになる。このように、第1及び第2の部材の寸法に関わらず、互いに対向する第1及び第2表面及びそれらの間の接着剤の略全体に渡り、短時間で一様な押圧力を加えることができるから、第1及び第2の部材の間に挟持される接着剤の層からの気泡の排除や接着剤の層の厚みの均一化を促進することができる。
【0009】
本発明の他の態様に係る部材接合装置によれば、第1圧力区域内で互いに向き合って配置された第1及び第2の部材に対し、弾性シートによって分離された第1及び第2圧力区域の双方を減圧した後に第2圧力区域を第1圧力区域よりも増圧することで、差圧により、弾性シートに載置された第1の部材を接着剤と共に瞬時に移動させて、第1の部材の第1表面と第2の部材の第2表面とを接着剤を介して互いに押し付けることができる。このとき、弾性シートは、第2圧力区域内で一様に加わる差圧により、略全体に平衡して弾性変形できるから、弾性シートに加わる差圧が、第1の部材の第1表面の略全体から接着剤を介して第2の部材の第2表面の略全体に、一様な押圧力として印加されることになる。このように、第1及び第2の部材の寸法に関わらず、互いに対向する第1及び第2表面及びそれらの間の接着剤の略全体に渡り、短時間で一様な押圧力を加えることができるから、第1及び第2の部材の間に挟持される接着剤の層からの気泡の排除や接着剤の層の厚みの均一化を促進することができる。
【図面の簡単な説明】
【0010】
【図1】本発明の第1の実施形態による部材接合方法の主要ステップを模式図的に示す断面図である。
【図2】図1の部材接合方法を実施可能な本発明の一実施形態による部材接合装置を、接合対象の部材と共に概略で示す一部断面斜視図である。
【図3】本発明の第2の実施形態による部材接合方法の主要ステップを模式図的に示す断面図である。
【図4】本発明の第3の実施形態による部材接合方法の主要ステップを模式図的に示す断面図である。
【発明を実施するための形態】
【0011】
以下、添付図面を参照して、本発明の実施の形態を詳細に説明する。全図面に渡り、対応する構成要素には共通の参照符号を付す。
図1は、本発明の第1の実施形態による部材接合方法の主要ステップA〜Gを示す。また図2は、図1の部材接合方法を実施可能な本発明の一実施形態による部材接合装置10を示す。
【0012】
図示の部材接合方法は、第1表面12a及び第1表面12aの反対側の第1裏面12bを有する第1の部材12と、第2表面14a及び第2表面14aの反対側の第2裏面14bを有する第2の部材14とを、第1表面12aと第2表面14aとの間に配置される接着剤16により互いに接合するためのものであって、主として以下のステップA〜Gを有する(それぞれ図1(a)〜(g)に対応する。)。
【0013】
ステップA(図1(a)):
第1の部材12の第1表面12aと第2の部材14の第2表面14aとの少なくとも一方に、接着剤16を配置する。図示構成では、第1の部材12の第1表面12aの略全体に、未硬化の接着剤16が所望厚みの層状に配置されており、第2の部材14の第2表面14aには接着剤16は配置されていない。また図示構成では、第1の部材12と第2の部材14とはいずれも、平面視で略矩形の平板状部材(図2)であり、略平坦な第1表面12a及び第1裏面12bと、略平坦な第2表面14a及び第2裏面14bとをそれぞれに有するとともに、少なくとも第1表面12aと第2表面14aとが互いに略同一の形状及び寸法を有している。なお、第1の部材12及び第2の部材14の形状及び寸法は、特に限定されず、少なくとも、第1表面12aと第2表面14aとが接着剤16により互いに接合可能な表面形状を有するものであればよい。また接着剤16を、第2の部材14の第2表面14aのみに配置したり、第1の部材12の第1表面12aと第2の部材14の第2表面14aとの両方に配置したりすることもできる。
【0014】
ステップB(図1(b)):
気密性を有する弾性シート18によって互いに分離された第1圧力区域20及び第2圧力区域22を用意する。図示構成では、第1圧力区域20と第2圧力区域22とはいずれも、弾性シート18(すなわち可動壁)と固定壁24とによって包囲された容積可変の室として構成されている。また図示の初期状態では、第1及び第2圧力区域20、22の双方が大気開放されている。弾性シート18は、全体に渡って一様な弾性復元力を発揮し得る薄板状部材であり、互いに反対側の表面18a及び裏面18bを有する。弾性シート18は、その外縁領域で固定壁24に気密式に固定して取り付けられ、外縁領域の内側の領域が弾性変形を生じながら第1及び第2圧力区域20、22の間で変位できるとともに、その変位範囲内のあらゆる位置で、第1圧力区域20と第2圧力区域22との間の気体の流通を阻止する。
【0015】
ステップC(図1(c)):
第1圧力区域20において、第1の部材12の第1裏面12bを弾性シート18の表面18aに接触させた状態で、第1の部材12及び第2の部材14を、第1表面12aと第2表面14aとが互いに向き合う第1位置及び第2位置のそれぞれに配置する。図示構成では、第1位置にある第1の部材12の第1表面12aに配置した接着剤16が、第2位置にある第2の部材14の第2表面14aの略全体に、適当な寸法の隙間を介して正対して配置されている。なお、ステップAとステップB及びCとの順序は問わない。
【0016】
図示構成では、ステップCに先立ち、第2圧力区域22に、弾性シート18をその裏面18b側から支持できるシート支持壁26(図では固定壁24の一部)を配置する(図1(b))。そしてステップCで、シート支持壁26に裏面18bが支持された弾性シート18の表面18aに、第1の部材12の第1裏面12bの全体を接触させて、第1の部材12を第1位置に配置する。したがって、図示構成では、第1の部材12を第1位置に配置するときに、第2圧力区域22を構成する室の容積は実質的に零になっている。この構成では、シート支持壁26が弾性シート18の重力方向下側に配置されるように、固定壁24の姿勢を設定する。
【0017】
ステップD(図1(d)):
第1位置にある第1の部材12の第1表面12aと第2位置にある第2の部材14の第2表面14aとの少なくとも一方(図示構成では第1表面12a)に配置された接着剤16が、第1表面12aと第2表面14aとのいずれか一方(図示構成では第1表面12a)のみに接触している状態で、第1圧力区域20を所定圧力P1まで減圧するとともに、第2圧力区域22を所定圧力P2まで減圧する。この段階では、第1の部材12の第1表面12a又は第2の部材14の第2表面14a(図示構成では第1表面12a)に配置した接着剤16を、相手方部材の表面(図示構成では第2の部材14の第2表面14a)に接触させないことが要求される。したがって、第2圧力区域22を第1圧力区域20の圧力以下に減圧する(つまりP1≧P2)ことが望ましく、また、第1圧力区域20の減圧を、第2圧力区域22の減圧と同時か或いはその後に実施することが望ましい。
【0018】
ステップE及びF(図1(e)、(f)):
第1及び第2圧力区域20、22の減圧の後、減圧した第2圧力区域22の圧力P2を、減圧した第1圧力区域20の圧力P1よりも増加させて圧力P3(P3>P1)とし、第1圧力区域20と第2圧力区域22との間に差圧ΔP(ΔP=P3−P1)を生じさせる。この差圧ΔPにより、第1の部材12の第1裏面12bに接触した弾性シート18を弾性変形させて、第1圧力区域20側に弾性的に変位させる。そして、弾性シート18の弾性変位に伴い、差圧ΔPにより、第1圧力区域20内で第1の部材12を移動させるとともに、差圧ΔPに抗して第2の部材14の第2裏面14bを支持しながら、第1の部材12の第1表面12aと第2の部材14の第2表面14aとを接着剤16を介して互いに押し付ける。
【0019】
図示構成では、ステップEに先立ち、第1圧力区域20に、第2の部材14の第2裏面14bを差圧ΔPに抗して支持できる部材支持壁28(図では固定壁24の一部)を配置する(図1(b))。そしてステップEで、圧力P1に減圧した第1圧力区域20内で、第1位置にある第1の部材12に対し、第2位置にある第2の部材14を接近させて、第1の部材12と第2の部材14とが接着剤16を介して互いに重ね合わされ、かつ第2裏面14bが部材支持壁28から離隔した状態に移行させる。この状態で、上記したように差圧ΔPを生成し、生成した差圧ΔPにより、弾性シート18を弾性変形させながら、第1の部材12及び第2の部材14を接着剤16と共に部材支持壁28に向けて瞬時に移動させて、接着剤16を挟持して重なり合った第1の部材12及び第2の部材14を部材支持壁28に押し付ける(ステップF)。
【0020】
ステップG(図1(g)):
第1の部材12の第1表面12aと第2の部材14の第2表面14aとを接着剤16を介して互いに押し付けた後、第1表面12aと第2表面14aとの間で接着剤16を硬化させて、第1の部材12と第2の部材14とを互いに接合する。図示構成では、第1表面12aと第2表面14aとの間に接着剤16を挟持した第1の部材12及び第2の部材14を、第1圧力区域20から取り出して、接着剤16の種類に応じた方法により接着剤16を硬化させている。なお、第1表面12aと第2表面14aとの間に接着剤16を挟持した第1の部材12及び第2の部材14を、第1圧力区域20から取り出さずに、第1圧力区域20の中で接着剤16を硬化させることもできる。
【0021】
上記した部材接合方法(ステップA〜G)では、第1圧力区域内で互いに向き合って配置された第1及び第2の部材12、14に対し、弾性シート18によって分離された第1及び第2圧力区域20、22の双方を減圧した後に第2圧力区域22を第1圧力区域20よりも増圧することで、差圧ΔPにより、弾性シート18に載置された第1の部材12を接着剤16と共に瞬時に移動させて、第1の部材12の第1表面12aと第2の部材14の第2表面14aとを接着剤16を介して互いに押し付けるようにしたから、第1及び第2の部材12、14の寸法に関わらず、極めて短時間で、第1の部材12と第2の部材14とを接着剤16を挟んだ状態で相互に押圧することができる。しかもこのとき、弾性シート18は、第2圧力区域22内で裏面18bに一様に加わる差圧ΔPにより、略全体に平衡して弾性変形できるから、弾性シート18に加わる差圧ΔPが、第1の部材12の第1表面12aの略全体から接着剤16を介して第2の部材14の第2表面14aの略全体に、一様な押圧力として印加されることになる。このように、上記部材接合方法によれば、第1及び第2の部材12、14の寸法に関わらず、互いに対向する第1及び第2表面12a、14a及びそれらの間の接着剤16の略全体に渡り、短時間で一様な押圧力を加えることができるから、第1及び第2の部材12、14の間に挟持される接着剤16の層からの気泡の排除や接着剤16の層の厚みの均一化を促進することができる。
【0022】
図示構成では、第1の部材12を第1圧力区域20内で第1位置に配置するとき(ステップC)に、シート支持壁26に裏面18bが支持された弾性シート18の表面18aに、第1の部材12の第1裏面12bを接触させるようにしたから、弾性シート18上であっても第1の部材12を重力等の外力に抗して第1位置に安定的に配置できる。また、第1の部材12を第1位置に配置した後に、第2圧力区域22を第1圧力区域20の圧力未満に減圧した場合にも、弾性シート18はシート支持壁26に支持されているから第2圧力区域22側へ実質的に変位せず、弾性シート18上で第1の部材12が位置ずれを生ずることを防止できる。その結果、第1及び第2の部材12、14を第1及び第2位置に配置したときの相対位置関係を正確に維持しながら、差圧ΔPにより第1の部材12の第1表面12aと第2の部材14の第2表面14aとを接着剤16を介して互いに押し付けることができる。
【0023】
図示しないが、第1の部材12を第1圧力区域20内で第1位置に配置するときに、弾性シート18を裏面18b側で支持することなく、弾性シート18の表面18aに第1の部材12の第1裏面12bを接触させるようにすることもできる。この構成では、第1及び第2圧力区域20、22の双方が大気開放された初期状態で、第1の部材12を載置した弾性シート18の重力等の外力による弾性変形が許容されて、弾性シート18上での第1の部材12の位置が不安定化する。しかし、第1の部材12と第2の部材14との接合時の相対位置のずれをある程度許容できる用途では、第1の部材12を第1位置に配置するときに弾性シート18を裏面18b側で支持しなくても良い。また、第1及び第2圧力区域20、22の減圧(ステップE)により、弾性シート18を第2圧力区域22側へ変位させてその裏面18bを例えばシート支持壁26に当接できるように構成すれば、弾性シート18上での第1の部材12の位置ずれをある程度抑制できる。
【0024】
図示構成では、差圧ΔPにより第1の部材12の第1表面12aと第2の部材14の第2表面14aとを接着剤16を介して互いに押し付けるときに、まず、減圧した第1圧力区域20内で、第2の部材14の第2裏面14bを部材支持壁28から離隔させて、第1位置にある第1の部材12に接着剤16を介して第2の部材14を重ね合わせている。このとき、第1圧力区域20は大気圧から圧力P1に減圧されているので、接着剤16に含有されていた空気がある程度除去され、また接着剤16と第2の部材14との界面への空気の取り込みが防止される。その後、差圧ΔPにより、第1の部材12及び第2の部材14を接着剤16と共に部材支持壁28に向けて瞬時に移動させて部材支持壁28に押し付けるようにしたから、第1圧力区域20内で差圧ΔPにより第1の部材12を移動させる間に、第1の部材12と第2の部材14との間に相対的な位置ずれが生ずることを防止できる。その結果、第1及び第2の部材12、14を第1及び第2位置に配置したときの相対位置関係を正確に維持しながら、差圧ΔPにより第1の部材12の第1表面12aと第2の部材14の第2表面14aとを接着剤16を介して互いに押し付けることができる。
【0025】
上記した部材接合方法で用いられる接着剤16は、硬化することで第1の部材12の第1表面12aと第2の部材14の第2表面12aとを互いに固定した状態に保持する接着力を発揮できるものであって、例えば、熱硬化型、紫外線硬化型、湿気硬化型、反応硬化型等の接着剤を用いることができる。接着剤16の粘度は特に限定されないが、例えば、室温(22℃)において1cP以上10000cP未満であることができる。例えば、紫外線硬化型であって、室温(22℃)での特性が、引張弾性率が1.0×108Pa以上5.0×108Pa未満、破断伸度が5%以上50%未満、粘度が100cP以上10000cP未満である接着剤16を使用できる。接着剤16は、グラビアコート、スピンコート、ディスペンサ塗布等の塗布法、スクリーン印刷、インクジェット印刷等の印刷法等の、種々の手法により、第1の部材12の第1表面12aと第2の部材14の第2表面14aとの少なくとも一方に配置できる。
【0026】
上記した部材接合方法で用いられる弾性シート18は、適度な硬さ、引張強さ、伸び、引裂強さ等の特性を有するゴムシートから形成できる。弾性シート18を形成可能なゴムシートの特性は、例えば、硬さ(ショア硬度A)が30以上95未満、引張強さが1MPa以上60MPa未満、伸びが100%以上990%未満、引裂強さが7N/mm以上137N/mm未満である。また、弾性シート18を形成可能なゴムシートの素材としては、例えば、天然ゴム、クロロプレンゴム、二トリルゴム、クロロスルホン化ポリエチレン、ブチルゴム、エチレン・プロピレンゴム、シリコーンゴム、フッ素ゴム、ウレタンゴムを挙げることができる。
【0027】
上記した部材接合方法を適用可能な一例としての第1及び第2の部材12、14は、例えば、液晶表示装置を構成する一対の基板や、有機EL素子と当該素子を支持する支持板との組み合わせであることができる。液晶表示装置の製造工程において、例えば、一方の基板の表面の外周に沿って接着剤を配置したものを第1の部材12及び接着剤16とし、他方の基板を第2の部材14として、一方の基板の接着剤に包囲される領域に液晶材料を配置した後に、上記した部材接合方法を実施して、それら一対の基板を接着剤により互いに接合することができる。また、有機EL表示装置の製造工程において、例えば、シート状の有機EL素子の表面の全体に接着剤を配置したものを第1の部材12及び接着剤16とし、有機EL素子を支持するガラス板を第2の部材14として、上記した部材接合方法を実施して、有機EL素子とガラス板と接着剤により互いに接合することができる。有機EL素子は、ガラス板によって支持された状態で所要の工程に送られ、工程完了後に、ガラス板が有機EL素子から取り外される。
【0028】
例えば有機EL表示装置の製造工程のように、第1の部材12と第2の部材14とを接着剤16により互いに接合した後に、第1の部材12と第2の部材14とを互いに剥離する用途では、上記した部材接合方法は、第1表面12aと第2表面14aとを互いに押し付けるステップE〜Fの前に、第1表面12a及び第2表面14aのいずれか一方に、第1表面12a又は第2表面14aと接着剤16との間に介在する剥離層を形成することができる。例えば、図1(h)に示すように、前述したステップAにおいて、接着剤16を配置していない第2の部材14の第2表面14aの全体に、剥離層30を形成できる。
【0029】
例えば、第2の部材14が透明なガラス板であり、接着剤16が光(紫外線等)硬化型接着剤である場合、剥離層30として、光吸収剤及び熱分解性樹脂を含む光熱変換層を採用できる。この構成では、前述した部材接合方法によって接合された第1及び第2の部材12、14に対し、光熱変換層からなる剥離層30にレーザー光等を照射すると、レーザー光等の放射エネルギーが光吸収剤によって吸収されて熱エネルギーに変換され、熱エネルギーが剥離層30の温度を急激に上昇させて熱分解性樹脂を熱分解させる。熱分解によって発生したガスが剥離層30内でボイド層を形成することにより、剥離層30が2つに分断されて、第1及び第2の部材12、14が互いに分離される。
【0030】
上記した部材接合方法を実施可能な部材接合装置10の具体的構成を、図2を参照して説明する。図示の部材接合装置10は、第1表面12a及び第1表面12aの反対側の第1裏面12bを有する第1の部材12と、第2表面14a及び第2表面14aの反対側の第2裏面14bを有する第2の部材14とを、第1表面12aと第2表面14aとの間に配置される接着剤16により互いに接合するためのものである。
【0031】
部材接合装置10は、気密性を有する弾性シート18と、弾性シート18によって互いに分離された第1圧力区域20及び第2圧力区域22と、第1圧力区域20を減圧する第1減圧部32と、第2圧力区域22を減圧する第2減圧部34と、第2減圧部34が減圧した第2圧力区域22の圧力を、第1減圧部32が減圧した第1圧力区域20の圧力よりも増加させて、第1圧力区域20と第2圧力区域22との間に差圧ΔP(図1)を生じさせる差圧生成部36と、第1圧力区域20に設けられ、第1表面12aと第2表面14aとが互いに向き合う第1位置及び第2位置のそれぞれに第1の部材12及び第2の部材14を配置できる部材配置部38とを備えている。
【0032】
図示構成では、部材接合装置10は、弾性シート18の表面18a側及び裏面18b側にそれぞれ第1圧力区域20と第2圧力区域22とを画定する筐体40をさらに備えている。筐体40は、平板状の基部42と、一端が開放された中空箱状の蓋部44とを備え、例えば図示のように全体として略直方体の外形を有することができる。蓋部44の開放端を基部42に当接した状態で、複数のボルト46を用いて蓋部44を基部42に固定することにより、第1及び第2圧力区域20、22を包囲する前述した固定壁24が形成される。これにより、第1圧力区域20及び第2圧力区域22は、弾性シート18(すなわち可動壁)と筐体40(すなわち固定壁24)とによって包囲された容積可変の室として形成される。基部42と、基部42に略平行に対向する蓋部44の一部分とは、前述したシート支持壁26と部材支持壁28とを構成する。
【0033】
弾性シート18は、平面視で略矩形の外形を有し、その外縁領域18cが、蓋部44の一端と基部42との間に挟持されて気密式に固定される。弾性シート18は、弾性変形を生じていない初期状態で、基部42(シート支持壁26)に平坦に広げて置かれ、基部42(シート支持壁26)と蓋部44の部材支持壁28との双方に対し、略平行に配置される。そして弾性シート18は、外縁領域18cの内側の領域18dが、弾性変形を生じながら第1及び第2圧力区域20、22の間で変位できるとともに、その変位範囲内のあらゆる位置で、第1圧力区域20と第2圧力区域22との間の気体の流通を阻止する。
【0034】
第1減圧部32は、例えば、蓋部44に設けた通気穴48を介して第1圧力区域20に連通する真空ポンプから構成できる。第2減圧部34は、例えば、基部42に設けた通気穴50を介して第2圧力区域22に連通する真空ポンプから構成できる。差圧生成部36は、例えば、第2減圧部34と基部42の通気穴50との間に設置される開放弁から構成できる。第1減圧部(真空ポンプ)32、第2減圧部(真空ポンプ)34及び差圧生成部(開放弁)36は、互いに独立して作動できる。
【0035】
図示構成では、部材配置部38は、蓋部44に設置される複数(図では4個)のピストン・シリンダ装置52を備える。各ピストン・シリンダ装置52は、第1圧力区域20内で基部42(シート支持壁26)と蓋部44の部材支持壁28との双方に対し略平行に配置されるピストンロッド54を備えている。各ピストンロッド54は、第1圧力区域20内に所定長さに渡って延長される作用位置と、作用位置から引き込まれる非作用位置との間で、直線的に往復移動できる。それらピストン・シリンダ装置52は、それぞれのピストンロッド54が、作用位置で基部42(シート支持壁26)からいずれも等距離に配置され、作用位置にあるそれらピストンロッド54の上に、第2の部材14を基部42に対し略平行な姿勢に着脱自在に載置できるようになっている。
【0036】
部材接合装置10を用いて実施される部材接合方法(ステップA〜G)を、以下に説明する。
第1表面12aに接着剤16を配置した第1の部材12と、第2表面14aに接着剤16を配置していない第2の部材14とを用意する(ステップA)。部材接合装置10は、第1及び第2圧力区域20、22の双方が大気開放された初期状態で、筐体40の基部42を重力方向下側に向けて静止面上に据え置かれる(ステップB)。初期状態で、弾性シート18は、筐体40の基部42(シート支持壁26)に裏面18bが支持されている。
【0037】
初期状態の部材接合装置10において、部材配置部38の複数のピストン・シリンダ装置52を作動させて、それぞれのピストンロッド54を作用位置に配置する。第1表面12aに接着剤16を配置した第1の部材12の第1裏面12bを弾性シート18の表面18aに接触させて、第1の部材12を弾性シート18の上に置く。また、第2の部材14の第2表面14aを、作用位置にある複数のピストンロッド54に接触させて、第2の部材14をそれらピストンロッド54の上に置く。このとき、例えば作業者が手作業で、第1の部材12及び第2の部材14を、第1表面12aと第2表面14aとが互いに正対する第1位置及び第2位置のそれぞれに配置する(ステップC)。この状態で、第1の部材12の第1表面12aに配置された接着剤16と、第2の部材14の第2表面14aとは、適当な距離だけ互いに離隔している。また、第2の部材14の第2裏面14bは、筐体40の蓋部44の部材支持壁28から適当な距離だけ離隔している。
【0038】
次いで、第1減圧部(真空ポンプ)32を作動させて、第1圧力区域20を所定圧力P1まで減圧するとともに、第2減圧部(真空ポンプ)34を作動させて、第2圧力区域22を所定圧力P2まで減圧する(ステップD)。減圧した第1圧力区域20内で、部材配置部38の複数のピストン・シリンダ装置52を作動させて、それぞれのピストンロッド54を非作用位置に配置する。それにより、第2の部材14を自重により第1の部材12上の接着剤16の上に落下させて、第1の部材12と第2の部材14とが接着剤16を介して互いに重ね合わされ、かつ第2裏面14bが部材支持壁28から離隔した状態にする(ステップE)。
【0039】
次いで、差圧生成部(開放弁)36を作動させて第2圧力区域22を大気開放し、第2圧力区域22の圧力P2を第1圧力区域20の圧力P1よりも増加させて、第1圧力区域20と第2圧力区域22との間に差圧ΔPを生じさせる。この差圧ΔPにより、弾性シート18を第1圧力区域20側に弾性変位させながら、第1の部材12及び第2の部材14を接着剤16と共に部材支持壁28に向けて瞬時に移動させて、接着剤16を挟持して重なり合った第1の部材12及び第2の部材14を部材支持壁28に押し付け、それにより、第1の部材12の第1表面12aと第2の部材14の第2表面14aとを接着剤16を介して互いに押し付ける(ステップF)。その後、第1表面12aと第2表面14aとの間に接着剤16を挟持した第1の部材12及び第2の部材14を、第1圧力区域20から取り出して、第1表面12aと第2表面14aとの間で接着剤16を硬化させて、第1の部材12と第2の部材14とを互いに接合する(ステップG)。
【0040】
上記した部材接合装置10では、部材配置部38として、第2の部材14を支持する作用位置と第2の部材14を支持しない非作用位置との間でそれぞれのピストンロッド54を移動させる複数のピストン・シリンダ装置52を採用している。部材配置部38の構成はこれに限定されず、例えば、静電吸着、真空吸着、クランプによる把持等の、種々の適当な手段を採用することができる。
【0041】
上記した部材接合方法では、第1の部材12の第1表面12aと第2の部材14の第2表面14aとを接着剤16を介して互いに押し付ける際(ステップE及びF)に、減圧した第1圧力区域20内で、第1の部材12と第2の部材14とを接着剤16を介して互いに重ね合わせた後に、差圧ΔPにより第1及び第2の部材12、14を一体的に移動させて、接着剤16を挟持して重なり合った第1及び第2の部材12、14を部材支持壁28に押し付けるようにしている。これに対し、差圧ΔPを生成する前に第1の部材12と第2の部材14とを接着剤16を介して互いに重ね合わせることなく、差圧ΔPにより第1の部材12のみを移動させて、予め第2裏面14bが部材支持壁28に背面支持された第2の部材14に、接着剤16を介して第1の部材12を押し付けるようにすることもできる。
【0042】
図3は、差圧ΔPにより第1の部材12のみを移動させる本発明の第2の実施形態による部材接合方法の主要ステップを示す。第2の実施形態による部材接合方法は、第1の部材12の第1表面12aと第2の部材14の第2表面14aとを接着剤16を介して互いに押し付ける手法が異なる点を除いて、図1及び図2を参照して説明した部材接合方法と同様の構成を有する。したがって、対応するステップ及び構成要素には同一の参照符号を付して、その説明を適宜省略する。
【0043】
ステップA(図3(a)):
第1の部材12の第1表面12aの略全体に、未硬化の接着剤16を所望厚みの層状に配置する。第2の部材14の第2表面14aには接着剤16を配置しない。
【0044】
ステップB及びC(図3(b)):
気密性を有する弾性シート18によって互いに分離された第1圧力区域20及び第2圧力区域22を用意する。初期状態として、第1及び第2圧力区域20、22の双方を大気開放し、弾性シート18の裏面18bをシート支持壁26に接触させる。第1圧力区域20において、第1の部材12の第1裏面12bを弾性シート18の表面18aに接触させて、第1の部材12を弾性シート18の上に置く。また、例えば真空吸着や静電吸着を用いて、第2の部材14の第2裏面14bを部材支持壁28に接触させて、部材支持壁28により第2の部材14を背面支持する。このとき、第1の部材12の第1表面12aに配置された接着剤16と、第2の部材14の第2表面14aとを、適当な距離だけ互いに離隔させて、第1及び第2の部材12、14を、第1表面12aと第2表面14aとが互いに正対する第1位置及び第2位置のそれぞれに配置する。
【0045】
ステップD(図3(c)):
第1圧力区域20を所定圧力P1まで減圧するとともに、第2圧力区域22を所定圧力P2まで減圧する。
【0046】
ステップE及びF(図3(d)):
第1及び第2圧力区域20、22の減圧の後、減圧した第2圧力区域22の圧力P2を、減圧した第1圧力区域20の圧力P1よりも増加させて圧力P3(P3>P1)とし、第1圧力区域20と第2圧力区域22との間に差圧ΔP(ΔP=P3−P1)を生じさせる。差圧ΔPの生成は、第1の部材12と第2の部材14とが接着剤16を介して互いに重ならず、かつ第2の部材14の第2裏面14bが部材支持壁28に接触した状態で行われる。生成した差圧ΔPにより、弾性シート18を第1圧力区域20側に弾性変位させながら、第1の部材12を接着剤16と共に第2の部材14に向けて瞬時に移動させて、接着剤16を介して第1の部材12を第2の部材14に押し付け、それにより、第1の部材12の第1表面12aと第2の部材14の第2表面14aとを接着剤16を介して互いに押し付ける。
【0047】
ステップG(図3(e)):
第1の部材12の第1表面12aと第2の部材14の第2表面14aとを接着剤16を介して互いに押し付けた後、第1表面12aと第2表面14aとの間で接着剤16を硬化させて、第1の部材12と第2の部材14とを互いに接合する。
【0048】
上記した第2実施形態による部材接合方法によっても、第1実施形態による部材接合方法と同等の効果が奏される。
【0049】
図4は、準備作業として、第1の部材12の第1表面12aではなく第2の部材14の第2表面14aに接着剤16を配置した場合の、本発明の第3の実施形態による部材接合方法の主要ステップを示す。第3の実施形態による部材接合方法は、第2の部材14の第2表面14aに接着剤16を配置した点を除いて、図1及び図2を参照して説明した部材接合方法と同様の構成を有する。したがって、対応するステップ及び構成要素には同一の参照符号を付して、その説明を適宜省略する。
【0050】
ステップA(図4(a)):
第2の部材14の第2表面14aの略全体に、未硬化の接着剤16を所望厚みの層状に配置する。第1の部材12の第1表面12aには接着剤16を配置しない。
【0051】
ステップB及びC(図4(b)):
気密性を有する弾性シート18によって互いに分離された第1圧力区域20及び第2圧力区域22を用意する。初期状態として、第1及び第2圧力区域20、22の双方を大気開放し、弾性シート18の裏面18bをシート支持壁26に接触させる。この構成では、シート支持壁26が弾性シート18の重力方向上側に配置されるように、固定壁24の姿勢を設定する。第1圧力区域20において、例えば真空吸着や静電吸着を用いて、第1の部材12の第1裏面12bを弾性シート18の表面18aに接触させて、第1の部材12を弾性シート18に支持させる。また、第2の部材14の第2裏面14bを部材支持壁28に接触させて、第2の部材14を部材支持壁28の上に置く。このとき、第2の部材14の第2表面14aに配置された接着剤16と、第1の部材12の第1表面12aとを、適当な距離だけ互いに離隔させて、第1及び第2の部材12、14を、第1表面12aと第2表面14aとが互いに正対する第1位置及び第2位置のそれぞれに配置する。
【0052】
ステップD(図4(c)):
第1圧力区域20を所定圧力P1まで減圧するとともに、第2圧力区域22を所定圧力P2まで減圧する。
【0053】
ステップE及びF(図4(d)):
第1及び第2圧力区域20、22の減圧の後、減圧した第2圧力区域22の圧力P2を、減圧した第1圧力区域20の圧力P1よりも増加させて圧力P3(P3>P1)とし、第1圧力区域20と第2圧力区域22との間に差圧ΔP(ΔP=P3−P1)を生じさせる。差圧ΔPの生成は、第1の部材12と第2の部材14とが接着剤16を介して互いに重ならず、かつ第2の部材14の第2裏面14bが部材支持壁28に接触した状態で行われる。生成した差圧ΔPにより、弾性シート18を第1圧力区域20側に弾性変位させながら、第1の部材12を第2の部材14に向けて瞬時に移動させて、接着剤16を介して第1の部材12を第2の部材14に押し付け、それにより、第1の部材12の第1表面12aと第2の部材14の第2表面14aとを接着剤16を介して互いに押し付ける。
【0054】
ステップG(図4(e)):
第1の部材12の第1表面12aと第2の部材14の第2表面14aとを接着剤16を介して互いに押し付けた後、第1表面12aと第2表面14aとの間で接着剤16を硬化させて、第1の部材12と第2の部材14とを互いに接合する。
【0055】
上記した第3実施形態による部材接合方法によっても、第1実施形態による部材接合方法と同等の効果が奏される。
【符号の説明】
【0056】
10 部材接合装置
12 第1の部材
14 第2の部材
16 接着剤
18 弾性シート
20 第1圧力区域
22 第2圧力区域
26 シート支持壁
28 部材支持壁
30 剥離層
32 第1減圧部(真空ポンプ)
34 第2減圧部(真空ポンプ)
36 差圧生成部(開放弁)
38 部材配置部
40 筐体
【特許請求の範囲】
【請求項1】
第1表面及び該第1表面の反対側の第1裏面を有する第1の部材と、第2表面及び該第2表面の反対側の第2裏面を有する第2の部材とを、該第1表面と該第2表面との間に配置される接着剤により互いに接合する部材接合方法において、
気密性を有する弾性シートによって互いに分離された第1圧力区域及び第2圧力区域を用意するステップと、
前記第1の部材の前記第1表面及び前記第2の部材の前記第2表面の少なくとも一方に、前記接着剤を配置するステップと、
前記第1圧力区域において、前記第1の部材の前記第1裏面を前記弾性シートに接触させた状態で、前記第1の部材及び前記第2の部材を、前記第1表面と前記第2表面とが互いに向き合う第1位置及び第2位置のそれぞれに配置するステップと、
前記接着剤が、前記第1表面と前記第2表面とのいずれか一方のみに接触している状態で、前記第1圧力区域を減圧するとともに、前記第2圧力区域を減圧するステップと、
減圧した前記第2圧力区域の圧力を、減圧した前記第1圧力区域の圧力よりも増加させて、前記第1圧力区域と前記第2圧力区域との差圧により、前記第1の部材の前記第1裏面に接触した前記弾性シートを弾性変形させて前記第1の部材を移動させるとともに、該差圧に抗して前記第2の部材の前記第2裏面を支持しながら、前記第1の部材の前記第1表面と前記第2の部材の前記第2表面とを前記接着剤を介して互いに押し付けるステップと、
前記第1表面と前記第2表面との間で前記接着剤を硬化させるステップと、
を含む部材接合方法。
【請求項2】
前記第1圧力区域に、前記第2の部材の前記第2裏面を前記差圧に抗して支持できる部材支持壁を配置するステップをさらに含み、
前記第1表面と前記第2表面とを互いに押し付けるステップは、前記第1の部材と前記第2の部材とが前記接着剤を介して互いに重ね合わされ、かつ前記第2裏面が前記部材支持壁から離隔した状態で、前記差圧を生成するステップと、生成した前記差圧により、前記弾性シートを弾性変形させながら、前記第1の部材及び前記第2の部材を前記部材支持壁に向けて移動させて、前記接着剤を挟持して重なり合った前記第1の部材及び前記第2の部材を前記部材支持壁に押し付けるステップとを含む、
請求項1に記載の部材接合方法。
【請求項3】
前記第1圧力区域に、前記第2の部材の前記第2裏面を前記差圧に抗して支持できる部材支持壁を配置するステップをさらに含み、
前記第1表面と前記第2表面とを互いに押し付けるステップは、前記第1の部材と前記第2の部材とが前記接着剤を介して互いに重ならず、かつ前記第2裏面が前記部材支持壁に接触した状態で、前記差圧を生成するステップと、生成した前記差圧により、前記弾性シートを弾性変形させながら前記第1の部材を前記第2の部材に向けて移動させて、前記第1の部材を前記接着剤を介して前記第2の部材に押し付けるステップとを含む、
請求項1に記載の部材接合方法。
【請求項4】
前記第2圧力区域に、前記弾性シートを支持できるシート支持壁を配置するステップをさらに含み、
前記第1の部材を前記第1位置に配置するステップは、前記シート支持壁に裏面が支持された前記弾性シートの表面に前記第1裏面を接触させるステップを含む、
請求項1〜3のいずれか1項に記載の部材接合方法。
【請求項5】
前記第1表面と前記第2表面とを互いに押し付けるステップの前に、前記第1表面及び前記第2表面のいずれか一方に、前記第1表面又は前記第2表面と前記接着剤との間に介在する剥離層を形成するステップをさらに含む、請求項1〜4のいずれか1項に記載の部材接合方法。
【請求項6】
第1表面及び該第1表面の反対側の第1裏面を有する第1の部材と、第2表面及び該第2表面の反対側の第2裏面を有する第2の部材とを、該第1表面と該第2表面との間に配置される接着剤により互いに接合する部材接合装置において、
気密性を有する弾性シートと、
前記弾性シートによって互いに分離された第1圧力区域及び第2圧力区域と、
前記第1圧力区域を減圧する第1減圧部と、
前記第2圧力区域を減圧する第2減圧部と、
前記第2減圧部が減圧した前記第2圧力区域の圧力を、前記第1減圧部が減圧した前記第1圧力区域の圧力よりも増加させて、前記第1圧力区域と前記第2圧力区域との間に差圧を生じさせる差圧生成部と、
前記第1圧力区域に設けられ、前記第1表面と前記第2表面とが互いに向き合う第1位置及び第2位置のそれぞれに前記第1の部材及び前記第2の部材を配置できる部材配置部と、
を具備する部材接合装置。
【請求項7】
前記弾性シートの表面側と裏面側とにそれぞれ前記第1圧力区域と前記第2圧力区域とを画定する筐体をさらに具備する、請求項6に記載の部材接合装置。
【請求項1】
第1表面及び該第1表面の反対側の第1裏面を有する第1の部材と、第2表面及び該第2表面の反対側の第2裏面を有する第2の部材とを、該第1表面と該第2表面との間に配置される接着剤により互いに接合する部材接合方法において、
気密性を有する弾性シートによって互いに分離された第1圧力区域及び第2圧力区域を用意するステップと、
前記第1の部材の前記第1表面及び前記第2の部材の前記第2表面の少なくとも一方に、前記接着剤を配置するステップと、
前記第1圧力区域において、前記第1の部材の前記第1裏面を前記弾性シートに接触させた状態で、前記第1の部材及び前記第2の部材を、前記第1表面と前記第2表面とが互いに向き合う第1位置及び第2位置のそれぞれに配置するステップと、
前記接着剤が、前記第1表面と前記第2表面とのいずれか一方のみに接触している状態で、前記第1圧力区域を減圧するとともに、前記第2圧力区域を減圧するステップと、
減圧した前記第2圧力区域の圧力を、減圧した前記第1圧力区域の圧力よりも増加させて、前記第1圧力区域と前記第2圧力区域との差圧により、前記第1の部材の前記第1裏面に接触した前記弾性シートを弾性変形させて前記第1の部材を移動させるとともに、該差圧に抗して前記第2の部材の前記第2裏面を支持しながら、前記第1の部材の前記第1表面と前記第2の部材の前記第2表面とを前記接着剤を介して互いに押し付けるステップと、
前記第1表面と前記第2表面との間で前記接着剤を硬化させるステップと、
を含む部材接合方法。
【請求項2】
前記第1圧力区域に、前記第2の部材の前記第2裏面を前記差圧に抗して支持できる部材支持壁を配置するステップをさらに含み、
前記第1表面と前記第2表面とを互いに押し付けるステップは、前記第1の部材と前記第2の部材とが前記接着剤を介して互いに重ね合わされ、かつ前記第2裏面が前記部材支持壁から離隔した状態で、前記差圧を生成するステップと、生成した前記差圧により、前記弾性シートを弾性変形させながら、前記第1の部材及び前記第2の部材を前記部材支持壁に向けて移動させて、前記接着剤を挟持して重なり合った前記第1の部材及び前記第2の部材を前記部材支持壁に押し付けるステップとを含む、
請求項1に記載の部材接合方法。
【請求項3】
前記第1圧力区域に、前記第2の部材の前記第2裏面を前記差圧に抗して支持できる部材支持壁を配置するステップをさらに含み、
前記第1表面と前記第2表面とを互いに押し付けるステップは、前記第1の部材と前記第2の部材とが前記接着剤を介して互いに重ならず、かつ前記第2裏面が前記部材支持壁に接触した状態で、前記差圧を生成するステップと、生成した前記差圧により、前記弾性シートを弾性変形させながら前記第1の部材を前記第2の部材に向けて移動させて、前記第1の部材を前記接着剤を介して前記第2の部材に押し付けるステップとを含む、
請求項1に記載の部材接合方法。
【請求項4】
前記第2圧力区域に、前記弾性シートを支持できるシート支持壁を配置するステップをさらに含み、
前記第1の部材を前記第1位置に配置するステップは、前記シート支持壁に裏面が支持された前記弾性シートの表面に前記第1裏面を接触させるステップを含む、
請求項1〜3のいずれか1項に記載の部材接合方法。
【請求項5】
前記第1表面と前記第2表面とを互いに押し付けるステップの前に、前記第1表面及び前記第2表面のいずれか一方に、前記第1表面又は前記第2表面と前記接着剤との間に介在する剥離層を形成するステップをさらに含む、請求項1〜4のいずれか1項に記載の部材接合方法。
【請求項6】
第1表面及び該第1表面の反対側の第1裏面を有する第1の部材と、第2表面及び該第2表面の反対側の第2裏面を有する第2の部材とを、該第1表面と該第2表面との間に配置される接着剤により互いに接合する部材接合装置において、
気密性を有する弾性シートと、
前記弾性シートによって互いに分離された第1圧力区域及び第2圧力区域と、
前記第1圧力区域を減圧する第1減圧部と、
前記第2圧力区域を減圧する第2減圧部と、
前記第2減圧部が減圧した前記第2圧力区域の圧力を、前記第1減圧部が減圧した前記第1圧力区域の圧力よりも増加させて、前記第1圧力区域と前記第2圧力区域との間に差圧を生じさせる差圧生成部と、
前記第1圧力区域に設けられ、前記第1表面と前記第2表面とが互いに向き合う第1位置及び第2位置のそれぞれに前記第1の部材及び前記第2の部材を配置できる部材配置部と、
を具備する部材接合装置。
【請求項7】
前記弾性シートの表面側と裏面側とにそれぞれ前記第1圧力区域と前記第2圧力区域とを画定する筐体をさらに具備する、請求項6に記載の部材接合装置。
【図1】



【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−1888(P2013−1888A)
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願番号】特願2011−137502(P2011−137502)
【出願日】平成23年6月21日(2011.6.21)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願日】平成23年6月21日(2011.6.21)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
[ Back to top ]