
金属建材の粉体塗装方法及び粉体塗装金属建材
【課題】 ポリエステル樹脂とふっ素樹脂を7:3〜8:2の比率でブレンドした粉体塗料を用いることによって生じるオーバースプレー塗料の有効な再利用を図る。
【解決手段】 被塗物の金属建材に対して各膜厚1/2の下塗り1次と上塗り2次の複合的な2段階塗装を施すとともに下塗り1次の塗装に、先行塗装によるオーバースプレー回収塗料に新規のポリエステル樹脂を8:2〜7:3の比率で追加調整した回収調整塗料を、上塗り2次の塗装に新規の粉体塗料をそれぞれ用いて、焼付工程でこれら塗料を溶融一体化する。膜厚方向上位の1/2は新規の粉体塗料の塗膜であるから、その塗膜性能を確保する一方、下位の1/2はポリエステル樹脂とふっ素樹脂を安定して8:2とする回収塗料による塗膜を得られる。
【解決手段】 被塗物の金属建材に対して各膜厚1/2の下塗り1次と上塗り2次の複合的な2段階塗装を施すとともに下塗り1次の塗装に、先行塗装によるオーバースプレー回収塗料に新規のポリエステル樹脂を8:2〜7:3の比率で追加調整した回収調整塗料を、上塗り2次の塗装に新規の粉体塗料をそれぞれ用いて、焼付工程でこれら塗料を溶融一体化する。膜厚方向上位の1/2は新規の粉体塗料の塗膜であるから、その塗膜性能を確保する一方、下位の1/2はポリエステル樹脂とふっ素樹脂を安定して8:2とする回収塗料による塗膜を得られる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えばアルミ押出材、アルミ板材、鋼材等の金属建材に粉体塗装を施す金属建材の粉体塗装方法及び粉体塗装を施した粉体塗装金属建材に関する。
【背景技術】
【0002】
金属建材に粉体塗装を施すについて、オーバースプレーの回収塗料を用いた鋼材に対する粉体塗装方法として、下記特許文献1が知られており、これによれば、該粉体塗装方法は、エポキシ樹脂塗料とポリエチレン又はポリプロピレン樹脂塗料を用いた粉体塗装方法であって、被塗物に対して下塗り1次、中塗り2次及び上塗り3次の3段階塗装を施すとともに上記下塗り1次の塗装に上記エポキシ樹脂を用い、中塗り2次の塗装に先行塗装による上記エポキシ樹脂塗料とポリエチレン又はポリプロピレン樹脂塗料のオーバースプレー回収塗料を用い、上塗り3次の塗装に上記ポリエチレン又はポリプロピレン樹脂塗料を用いてそれぞれ粉体塗装を施す塗装工程によるものとされる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平03−293049号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
この場合、熱硬化性塗料による異種塗料の粉体塗装を行うについて、オーバースプレーの回収塗料を再利用して、塗膜性能を確保することが可能となるとしても、ブレンド粉体塗料として、例えば、ポリエステル樹脂とふっ素樹脂を配合した塗料を用いて粉体塗装を施す場合にあっては、回収塗料を再利用する上記3段階塗装の粉体塗装を採用し得ない。
【0005】
即ち、上記ブレンド粉体塗料は、常温での塗装後に焼付を施すドライブレンド塗料であるところ、その回収率はオーバースプレー量の80wt%程度であり、従って、常に20wt%程度の回収ロスが生じること、該ブレンド粉体塗料のポリエステル樹脂とふっ素樹脂の誘電率の相違により双方の塗着量が異なり、従って、オーバースプレーの塗料は、当初のブレンド粉体塗料と、ポリエステル樹脂及びふっ素樹脂の配合比率を次第に異にしていくこと、このとき、ポリエステル樹脂の塗着量が多く、従って粉体塗装の継続に伴ってオーバースプレー塗料におけるふっ素樹脂の比率が次第に増加すること、このため、該オーバースプレーの塗料を回収して、塗膜形成用に再利用すると、ふっ素樹脂が過大となるとともにポリエステル樹脂が不足し、塗膜性能に影響し、また、上記のように3段階塗装の中塗り2次のように塗膜の一部形成用に再利用しても、塗膜の膜厚方向に表層よりふっ素樹脂比率が多く、ポリエステル樹脂比率の少ない中間層を形成することになること、従って、オーバースプレーの塗料を再利用することは塗膜が厚くなり過ぎ、外観的に肌の荒れなどの性能低下に至り、このため、オーバースプレーの塗料は、一般に産業廃棄物として廃棄処分を行うことになる。
【0006】
本発明は、かかる事情に鑑みてなされたもので、その解決課題とするところは、上記ポリエステル樹脂とふっ素樹脂のブレンド粉体塗料を用いつつ、そのオーバースプレー塗料を回収して可及的有効な再利用を可能とするとともに該再利用により塗膜性能に影響を及ぼすことなく、ブレンド粉体塗料の塗膜性能を常に維持確保し得るようにした金属建材の粉体塗装方法を提供するにあり、また、該オーバースプレー塗料を再利用して良好な塗膜性能を有する粉体塗装金属建材を提供するにある。
【課題を解決するための手段】
【0007】
上記課題に沿って本発明は、上記ポリエステル樹脂とふっ素樹脂を配合したブレンド粉体塗料を用いて粉体塗装を行うに際して、所定膜厚の粉体塗膜を上下に、例えば1/2づつに2分割して複合的に形成するように、上記粉体塗装を、下塗り1次と上塗り2次の2段階塗装によって行うとともに該下塗り1次の塗装に、これに先立つ先行塗装によって生じたオーバースプレー塗料と新規のポリエステル樹脂を追加調整した回収調整塗料を、上塗り2次の塗装に、新規のブレンド粉体塗料をそれぞれ専用に用いて、粉体塗膜の上塗り2次塗装による粉体塗膜、即ち、表層を含めた粉体塗膜における2分割の上位部位を、金属建材に適したポリエステル樹脂とふっ素樹脂の配合比率とし、ふっ素樹脂による高耐候性を確保し得る新規なブレンド粉体塗料による塗膜とし、金属建材としての塗膜性能を該上位部位によって確保する一方、下塗り1次塗装による2分割の下位部位を、上記オーバースプレー塗料に対して新規のポリエステル樹脂を追加調整することによって、回収塗料中と新規のポリエステル樹脂による金属建材との密着性を該下位部位によって確保した回収調整塗料による塗膜とし、オーバースプレー塗料の可及的有効な再利用と金属建材としての塗膜性能の確保を両立するようにし、また、上記新規のブレンド粉体塗料と回収調整塗料を併用した2段階塗装により、上記ブレンド粉体塗料を用いつつ、そのオーバースプレー塗料を回収して可及的有効な再利用を可能とするとともに該再利用により塗膜性能に影響を及ぼすことなく、ブレンド粉体塗料の塗膜性能を常に維持確保し得るようにしたものであって、即ち、請求項1に記載の発明を、ポリエステル樹脂とふっ素樹脂のブレンド粉体塗料を用いる粉体塗装方法であって、被塗物の金属建材に対して下塗り1次及び上塗り2次の2段階塗装を施すとともに該2段階塗装の上記下塗り1次の塗装に、先行塗装によるオーバースプレー回収塗料に対して新規のポリエステル樹脂を追加調整した回収調整塗料を常時用い且つ上塗り2次の塗装に新規のブレンド粉体塗料を常時用いる粉体塗装工程と、該下塗り及び上塗り塗料を溶融一体化する焼付工程を備えることを特徴とする金属建材の粉体塗装方法としたものである。
【0008】
請求項2に記載の発明は、上記に加えて、上記下塗り1次の塗装に用いる下位部位の塗膜組成を、ポリエステル樹脂を有効に含有した好ましい配合比率のものとして、高度な密着性を確保し、塗膜性能を発揮する上位部位に対して可及的に安定した下位部位とするように、これを、上記下塗り1次の塗装に常時用いる回収調整塗料におけるオーバースプレー回収塗料と新規のポリエステル樹脂の配合比率を8:2〜7:3とすることを特徴とする請求項1に記載の金属建材の粉体塗装方法としたものである。
【0009】
請求項3に記載の発明は、上記ブレンド粉体塗料と回収調整塗料による複合的な粉体塗膜を備え、膜厚方向の表層を含めた上位部位を、ふっ素樹脂による高耐候性を有して、金属建材としての塗膜性能を確保するとともに耐候性に大きく影響することのない膜厚方向の下位部位にオーバースプレー塗料を再利用するとともに該オーバースプレー塗料に金属建材に対する密着性を良好に確保するように新規のポリエステル樹脂を追加してふっ素樹脂の塗膜組成比率をコントロールした回収調整塗料を用いることによって良好な塗膜性能を有する粉体塗装金属建材を提供するように、これを、ポリエステル樹脂とふっ素樹脂のブレンド粉体塗料を用いた粉体塗膜を有する金属建材であって、該粉体塗膜を上塗りの新規のブレンド粉体塗料と下塗りのオーバースプレー回収塗料に新規のポリエステル樹脂を追加調整した回収調整塗料によって複合的に形成するとともにその膜厚方向上下位部位においてふっ素樹脂の塗膜組成比率を近似又は下位部位において少ない比率としてなることを特徴とする粉体塗装金属建材としたものである。
【0010】
本発明はこれらをそれぞれ発明の要旨として、上記課題解決の手段としたものである。
【発明の効果】
【0011】
本発明は以上のとおりに構成したから、請求項1に記載の発明は、上記ポリエステル樹脂とふっ素樹脂を配合したブレンド粉体塗料を用いて粉体塗装を行うに際して、下塗り1次と上塗り2次の2段階塗装によって行うとともに該下塗り1次の塗装に、これに先立つ先行塗装によって生じたオーバースプレー塗料と新規のポリエステル樹脂を追加調整した回収調整塗料を、上塗り2次の塗装に、新規のブレンド粉体塗料をそれぞれ専用に用いて、粉体塗膜の上塗り2次塗装による粉体塗膜における上位部位を、金属建材に適したポリエステル樹脂とふっ素樹脂の配合比率として、ふっ素樹脂による高耐候性を確保し得る新規なブレンド粉体塗料による塗膜とし、金属建材としての塗膜性能を該上位部位によって確保する一方、下塗り1次塗装による2分割の下位部位を、上記オーバースプレー塗料に対して新規のポリエステル樹脂を追加調整することによって、回収塗料中と新規のポリエステル樹脂による金属建材との密着性を該下位部位によって確保した回収調整塗料による塗膜とし、オーバースプレー塗料の可及的有効な再利用と金属建材としての塗膜性能の確保を両立するようにし、また、上記新規のブレンド粉体塗料と回収調整塗料を併用した2段階塗装により、上記ブレンド粉体塗料を用いつつ、そのオーバースプレー塗料を回収して可及的有効な再利用を可能とするとともに該再利用により塗膜性能に影響を及ぼすことなく、ブレンド粉体塗料の塗膜性能を常に維持確保し得るようにした金属建材の粉体塗装方法を提供することができる。
【0012】
請求項2に記載の発明は、上記に加えて、上記下塗り1次の塗装に用いる下位部位の塗膜組成を、ポリエステル樹脂を有効に含有した好ましい配合比率のものとして、高度な密着性を確保し、塗膜性能を発揮する上位部位に対して可及的に安定した下位部位とすることができる。
【0013】
請求項3に記載の発明は、上記ブレンド粉体塗料と回収調整塗料による複合的な粉体塗膜を備え、膜厚方向の表層を含めた上位部位を、ふっ素樹脂による高耐候性を有して、金属建材としての塗膜性能を確保するとともに再利用するとともに該オーバースプレー塗料に金属建材に対する密着性を良好に確保するように新規のポリエステル樹脂を追加してふっ素樹脂の塗膜組成比率をコントロールした回収調整塗料を用いることによって良好な塗膜性能を有する粉体塗装金属建材を提供することができる。
【図面の簡単な説明】
【0014】
【図1】粉体塗装の工程を示すモデル図である。
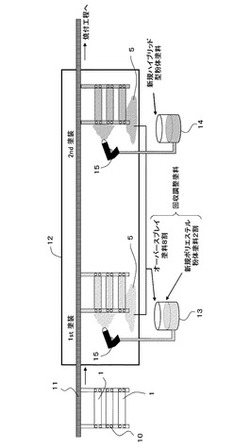
【図2】2段階粉体塗装を示すモデル図である。
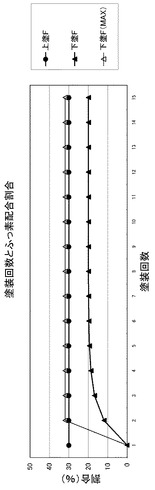
【図3】回収調整塗料の樹脂比率を示す折れ線グラフである。
【発明を実施するための形態】
【0015】
以下本発明を更に具体的に説明すれば、Aは、アルミ、鋼等の板、成形材等の金属、本例にあってはアルミ押出材又はアルミ板材によるアルミ製の金属建材であり、該金属建材Aは、ブレンド粉体塗料と回収調整塗料による複合的な粉体塗膜2を備えたものとしてあり、該粉体塗膜2は、膜厚方向の表層を含めた上位部位2aを、ふっ素樹脂4による高耐候性を有して、金属建材Aとしての塗膜性能を確保するとともに膜厚方向の下位部位2bにオーバースプレー塗料5を再利用して良好な塗膜性能を有するものとしてあり、これによって、該金属建材Aは、上記ふっ素樹脂4による高耐候性とともに耐食性、耐薬品性、塗膜硬度等の高度な塗膜性能を確保したものとしてある。
【0016】
本例にあって、上記金属建材Aの粉体塗膜2は、その上記ブレンド粉体塗料は、この種の金属建材Aの塗膜形成用に一般に用いられる、例えば、ポリエステル樹脂3とふっ素樹脂4を7:3〜8:2の比率、本例にあっては7:3の比率で配合し、回収調整塗料を、先行塗装のオーバースプレー塗料5と新規のポリエステル樹脂3を8:2〜7:3の比率、本例にあっては8:2の比率で配合したものとして、膜厚方向に上方の1/2を上記ブレンド粉体塗料により、下方の1/2を上記回収調整塗料により複合的に形成し、焼付によってこれら双方を溶融一体化したものとしてある。従って、該粉体塗膜2の塗膜組成は、膜厚方向の表層を含む上記1/2厚さの上位部位2aを、新規のブレンド粉体塗料のポリエステル樹脂70%、ふっ素樹脂30%として、耐食性、耐薬品性、塗膜硬度等とともにふっ素樹脂による高耐候性を確保した塗膜性能のものとする一方、1/2の下位部分2bを、オーバースプレー塗料5に対して密着性確保に有効なポリエステル樹脂3を新規に追加調整してポリエステル比率を高めた回収調整塗料による塗膜、即ち、ポリエステル樹脂3に対してふっ素樹脂4の比率を低下した、ポリエステル樹脂80%、ふっ素樹脂20%とし、該回収塗料中と新規のポリエステル樹脂による金属建材との密着性を該下位部位によって確保した塗膜として、回収調整塗料の再利用を行って、金属建材Aとして耐候性、密着性等の塗膜性能を充分に発揮する所定膜厚、例えば60μmの膜厚の粉体塗膜2としたものとしてある。
【0017】
これを、粉体塗装方法によって説明すれば、該粉体塗装方法は、被塗物1の金属建材Aに対して下塗り1次及び上塗り2次の2段階塗装を施すとともに該2段階塗装の上記下塗り1次の塗装に、先行塗装によるオーバースプレー回収塗料に対して新規のポリエステル樹脂を追加調整した回収調整塗料を常時用い且つ上塗り2次の塗装に新規のブレンド粉体塗料を常時用いる粉体塗装工程と、該下塗り及び上塗り塗料を溶融一体化する焼付工程を備えるものとしてあり、このとき、本例にあって、上記下塗り1次の塗装に常時用いる回収調整塗料におけるオーバースプレー回収塗料と新規のポリエステル樹脂の配合比率を8:2〜7:3とするものとしてある。
【0018】
即ち、粉体塗装を、下塗り1次と上塗り2次の2回行う2段階塗装とすること、上塗り2次の塗装に新規のブレンド粉体塗料を用い、下塗り1次の塗装は、該塗装に先行してなされた塗装のオーバースプレーの回収塗料に新規のポリエステル樹脂を追加調整した回収調整塗料を用いること、このとき、下塗り1次及び上塗り2次の各塗装は、膜厚の、例えば1/2程度の厚さとして、2段階塗装によって所定の膜厚、例えば60μmの粉体塗膜を形成すること、該2段階塗装後に焼付を施すことによって、これら下塗り1次と上塗り2次の塗料を焼付溶融して粉体塗膜として一体化することを、粉体塗装方法の技術的内容とするものである。
【0019】
2段階塗装は、例えば図2に示すように、ラック10に吊持ちした被塗物1の、例えばアルミ製の金属建材Aを塗装ブース12にコンベア11搬送し、回収塗料にポリエステル樹脂を追加調整した回収調整塗料を第1の流動槽13から塗装ガン15によって被塗物1に対して膜厚の1/2程度の厚さに1次塗装し、次いで、新規のブレンド粉体塗料を第2の流動槽14から同じく塗装ガン15によって被塗物1に対して膜厚の残余の厚さに2次塗装して、これを行うものとし、その後に焼付工程に至って常法に従った焼付を施すものとしてある。
【0020】
このとき、上記第1の流動槽13には、先行塗装のオーバースプレー塗料5、即ち、先行する下塗り1次塗装及び上塗り2次塗装の各オーバースプレー塗料を回収し、該回収塗料に新規のポリエステル樹脂3を混合した回収調整塗料を供給充填し、第2の流動槽14には、該回収塗料とは関係なく、新規のブレンド粉体塗料を供給充填して、上記下塗り1次及び上塗り2次の各粉体塗装を行うものとしてある。金属建材Aに対する下塗り1次及び上塗り2次の2段階塗装による塗膜形成過程のモデルを図1に示す。
【0021】
新規のブレンド粉体塗料を用いて、粉体塗装を継続的に繰り返すと、該粉体塗料におけるポリエステル樹脂とふっ素樹脂の誘電率が異なり、ポリエステル樹脂の塗着量が、ふっ素樹脂の塗着量より幾分多くなることから、オーバースプレー塗料の配合比率が、新規のブレンド粉体塗料の配合比率と変化して、オーバースプレー塗料中のふっ素樹脂の比率が次第に上昇する傾向を示す。例えば、ポリエステル樹脂とふっ素樹脂の配合比率を上記7:3とするドライブレンドのブレンド粉体塗料を用いた実験によると、塗装開始後1時間で35%、5時間で38%という如くに、当初7:3の配合比率が6:4となる如くに、ふっ素樹脂の比率が4割弱となる。従って、オーバースプレー塗料を当初の配合比率のままで回収することはできないから、オーバースプレー塗料を回収して、これを粉体塗装に再利用しても、金属建材用に最適の配合を行ったブレンド粉体塗料と次第に異なる配合比率で金属建材に対する粉体塗装を施す結果を招く。
【0022】
一方、上塗り2次の塗装を新規のブレンド粉体塗料を専用に用いて1/2厚、例えば30μmの厚さに行うと、金属建材の塗膜性能は該上塗り2次の塗装の上位部位によって必要且つ充分に確保することができるから、下塗り1次の塗装の回収調整塗料におけるふっ素樹脂の比率は、これと同等である必要はなく、これを減少しても塗膜性能に悪影響を及ぼすことはないため、該下塗り1次の1/2厚、同じく30μm厚さの下位部位のふっ素樹脂の減少を許容することができるところ、オーバースプレー塗料そのものの再利用では該ふっ素樹脂の比率が高まり、いずれ上位部位を超えるに至るところ、これに比較的安価なポリエステル樹脂を補充的に追加するとともに上記オーバースプレー塗料とこれに追加する新規のポリエステル樹脂を上記8:2〜7:3、例えば8:2とすることによって、オーバースプレー塗料中のふっ素樹脂の比率上昇を抑制し、図3に示すように、塗装開始当初はバラツキが生じるが、回収調整塗料におけるポリエステル樹脂とふっ素樹脂の比率を上記8:2に安定したものとして、該下塗り1次の塗装を継続することが可能となり、該安定した比率のポリエステル樹脂とふっ素樹脂によって、金属建材に対する下塗り1次の塗装による下位部位の密着性を高度に確保することができるようになる。
【0023】
この回収調整塗料のポリエステル樹脂とふっ素樹脂の比率の安定化は、下記計算式によって算出した表1、表2に示すとおりである。
【0024】
このとき、Tn:n回塗装時の上塗り2次塗装のふっ素樹脂塗着量(使用量)、Un:n回塗装時の下塗り1次のふっ素樹脂塗着量(使用量)、Rn:n回塗装時の回収塗料中のふっ素樹脂量とすると、粉体塗装におけるふっ素樹脂の使用量(g/m2)の計算式は、
Tn=15(ブレンド粉体塗料の配合比率から一定)
Un=Rn−1×0.4(下塗り1次の塗装に使用する回収塗料の比率)
Rn=Tn+Un
となり、また、TFn:n回塗装時の上塗り2次塗装のふっ素比率、UFn:n回塗装時の下塗り1次のふっ素比率、RFn:n回塗装時の回収塗料中のふっ素比率とすると、ふっ素比率の計算式は、
TFn=Tn/50(50g中のふっ素樹脂量)×100=30(配合比率一定)
UFn=Un/50(50g中のふっ素樹脂量)×100
RFn=Rn/100(100g中のふっ素樹脂量)×100
となる。
【0025】
これらの計算式に基づいて、回収したオーバースプレー塗料に対して該オーバースプレー塗料80%、ポリエステル樹脂20%の比率で新規のポリエステル樹脂を補充した回収調整塗料を調整し、下塗り1次の塗装に該回収調整塗料を、上塗り2次の塗装に上記ポリエステル樹脂とふっ素樹脂の配合比率を上記7:3の新規のブレンド粉体塗料をそれぞれ専用に用いて、各50g/m2の2段階塗装を施した場合、下塗り1次の塗膜におけるポリエステル樹脂とふっ素樹脂の比率は、表1に示すものとなる。
【0026】
【表1】

【0027】
また、回収したオーバースプレー塗料に配合比率のバラツキが存在する可能性があることから、そのポリエステル樹脂とふっ素樹脂におけるふっ素樹脂の比率に最大限のバラツキが生じた場合を想定すると、下塗り1次の塗膜におけるポリエステル樹脂とふっ素樹脂の比率は、表2に示すものとなる。
【0028】
【表2】
【0029】
即ち、表1に示すとおり、ブレンド粉体塗料のポリエステル樹脂とふっ素樹脂の比率を7:3として2段階塗装を継続すると、初回のブレンド粉体塗料のオーバースプレー塗料におけるポリエステル樹脂の比率は68.0%、ふっ素樹脂の比率は12.0%、これに新規のポリエステル樹脂20%を追加して、ポリエステル樹脂を88.0%、ふっ素樹脂12.0%に調整した回収調整塗料によって初回(表1において2の表示部分)の下塗り1次の塗装は、該回収調整塗料の比率となり、これを繰り返すと、下塗り1次の塗装に用いる回収調整塗料は、7回目の上塗り2次の塗装のオーバースプレー塗料においてポリエステル樹脂の比率60%、ふっ素樹脂の比率20%となるから、これに新規のポリエステル樹脂20%を追加した回収調整塗料は、ポリエステル樹脂の比率は80%、ふっ素樹脂の比率は20%となり、その後も80:20の比率を維持することになる。
【0030】
一方、表2に示すとおり、バラツキの存在可能性からポリエステル樹脂とふっ素樹脂におけるふっ素樹脂の比率に最大限のバラツキが生じた場合を想定すると、同じく、ブレンド粉体塗料のポリエステル樹脂とふっ素樹脂の比率を7:3として2段階塗装を継続すると、初回のブレンド粉体塗料のオーバースプレー塗料におけるポリエステル樹脂の比率は48.0%、ふっ素樹脂の比率は32.0、これに新規のポリエステル樹脂20%を追加して、ポリエステル樹脂を68.0%、ふっ素樹脂32.0%に調整した回収調整塗料によって初回(表2において2の表示部分)の下塗り1次の塗装は、該回収調整塗料の比率となり、その後も最大限のバラツキが生じるとしても、上塗り2次の塗装のオーバースプレー塗料は、常にこの比率を維持して推移するから、これに新規のポリエステル樹脂20%を追加した回収調整塗料は、ポリエステル樹脂68%、ふっ素樹脂32%、即ち、7:3の比率を維持することになる。
【0031】
従って、上記2段階塗装を複合的に行うについて、上塗り2次の塗装用の新規のブレンド粉体塗料におけるポリエステル樹脂とふっ素樹脂の配合比率を、例えば、7:3〜8:2、下塗り1次の塗装用の回収調整塗料におけるオーバースプレー回収塗料と新規のポリエステル樹脂の配合比率を8:2〜7:3とすることによって、粉体塗膜は、その膜厚方向上下位部位においてふっ素樹脂の塗膜組成比率を近似又は下位部位において少ない比率のものとなる。
【0032】
このとき、下塗り1次の塗装は、オーバースプレー塗料のバラツキが最大限となったときにポリエステル樹脂とふっ素樹脂の比率を7:3となり、上塗り2次の比率7:3に近似した比率でふっ素樹脂を含むものとなるが、該バラツキが最大限となったまま推移することは極めて例外的であるから、下塗り1次の塗装は、ポリエステル樹脂とふっ素樹脂の比率は上記上塗り2次、即ち、新規のブレンド粉体塗料の比率7:3よりふっ素樹脂の比率が少なくなるのが通常であるところ、上記計算式によれば、ポリエステル樹脂の比率は80%、ふっ素樹脂の比率は20%となり、その後も80:20の比率で安定することになる。
【0033】
以上のように、下塗り1次の塗装に上記回収調整を、上塗り2次の塗装に上記ブレンド粉体塗料をそれぞれ専用に用いて、膜厚を1/2ずつとする複合的な2段階塗装を行うことと、オーバースプレー塗料を最適化することによって、ブレンド粉体塗料による塗膜性能を維持した状態で有効な再利用を行うことが可能となる。
【0034】
本発明の実施に当って、ブレンド粉体塗料及び回収調整塗料の組成、配合比率、金属建材の被塗物、粉体塗装工程、2段階塗装、その下塗り1次及び上塗り2次の各塗装、焼付工程、膜厚方向上下位部位、ふっ素樹脂の塗膜組成比率等の各具体的方法、塗装条件、塗装設備、材質、構造、これらの関係、これらに対する付加等は、上記発明の要旨に反しない限り様々な形態のものとすることができる。
【符号の説明】
【0035】
A 金属建材
1 被塗物
2 粉体塗膜
2a 上位部位
2b 下位部位
3 ポリエステル樹脂
4 ふっ素樹脂
5 オーバースプレー塗料
10 ラック
11 コンベア
12 塗装ブース
13 第1の流動槽
14 第2の流動槽
15 塗装ガン
【技術分野】
【0001】
本発明は、例えばアルミ押出材、アルミ板材、鋼材等の金属建材に粉体塗装を施す金属建材の粉体塗装方法及び粉体塗装を施した粉体塗装金属建材に関する。
【背景技術】
【0002】
金属建材に粉体塗装を施すについて、オーバースプレーの回収塗料を用いた鋼材に対する粉体塗装方法として、下記特許文献1が知られており、これによれば、該粉体塗装方法は、エポキシ樹脂塗料とポリエチレン又はポリプロピレン樹脂塗料を用いた粉体塗装方法であって、被塗物に対して下塗り1次、中塗り2次及び上塗り3次の3段階塗装を施すとともに上記下塗り1次の塗装に上記エポキシ樹脂を用い、中塗り2次の塗装に先行塗装による上記エポキシ樹脂塗料とポリエチレン又はポリプロピレン樹脂塗料のオーバースプレー回収塗料を用い、上塗り3次の塗装に上記ポリエチレン又はポリプロピレン樹脂塗料を用いてそれぞれ粉体塗装を施す塗装工程によるものとされる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平03−293049号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
この場合、熱硬化性塗料による異種塗料の粉体塗装を行うについて、オーバースプレーの回収塗料を再利用して、塗膜性能を確保することが可能となるとしても、ブレンド粉体塗料として、例えば、ポリエステル樹脂とふっ素樹脂を配合した塗料を用いて粉体塗装を施す場合にあっては、回収塗料を再利用する上記3段階塗装の粉体塗装を採用し得ない。
【0005】
即ち、上記ブレンド粉体塗料は、常温での塗装後に焼付を施すドライブレンド塗料であるところ、その回収率はオーバースプレー量の80wt%程度であり、従って、常に20wt%程度の回収ロスが生じること、該ブレンド粉体塗料のポリエステル樹脂とふっ素樹脂の誘電率の相違により双方の塗着量が異なり、従って、オーバースプレーの塗料は、当初のブレンド粉体塗料と、ポリエステル樹脂及びふっ素樹脂の配合比率を次第に異にしていくこと、このとき、ポリエステル樹脂の塗着量が多く、従って粉体塗装の継続に伴ってオーバースプレー塗料におけるふっ素樹脂の比率が次第に増加すること、このため、該オーバースプレーの塗料を回収して、塗膜形成用に再利用すると、ふっ素樹脂が過大となるとともにポリエステル樹脂が不足し、塗膜性能に影響し、また、上記のように3段階塗装の中塗り2次のように塗膜の一部形成用に再利用しても、塗膜の膜厚方向に表層よりふっ素樹脂比率が多く、ポリエステル樹脂比率の少ない中間層を形成することになること、従って、オーバースプレーの塗料を再利用することは塗膜が厚くなり過ぎ、外観的に肌の荒れなどの性能低下に至り、このため、オーバースプレーの塗料は、一般に産業廃棄物として廃棄処分を行うことになる。
【0006】
本発明は、かかる事情に鑑みてなされたもので、その解決課題とするところは、上記ポリエステル樹脂とふっ素樹脂のブレンド粉体塗料を用いつつ、そのオーバースプレー塗料を回収して可及的有効な再利用を可能とするとともに該再利用により塗膜性能に影響を及ぼすことなく、ブレンド粉体塗料の塗膜性能を常に維持確保し得るようにした金属建材の粉体塗装方法を提供するにあり、また、該オーバースプレー塗料を再利用して良好な塗膜性能を有する粉体塗装金属建材を提供するにある。
【課題を解決するための手段】
【0007】
上記課題に沿って本発明は、上記ポリエステル樹脂とふっ素樹脂を配合したブレンド粉体塗料を用いて粉体塗装を行うに際して、所定膜厚の粉体塗膜を上下に、例えば1/2づつに2分割して複合的に形成するように、上記粉体塗装を、下塗り1次と上塗り2次の2段階塗装によって行うとともに該下塗り1次の塗装に、これに先立つ先行塗装によって生じたオーバースプレー塗料と新規のポリエステル樹脂を追加調整した回収調整塗料を、上塗り2次の塗装に、新規のブレンド粉体塗料をそれぞれ専用に用いて、粉体塗膜の上塗り2次塗装による粉体塗膜、即ち、表層を含めた粉体塗膜における2分割の上位部位を、金属建材に適したポリエステル樹脂とふっ素樹脂の配合比率とし、ふっ素樹脂による高耐候性を確保し得る新規なブレンド粉体塗料による塗膜とし、金属建材としての塗膜性能を該上位部位によって確保する一方、下塗り1次塗装による2分割の下位部位を、上記オーバースプレー塗料に対して新規のポリエステル樹脂を追加調整することによって、回収塗料中と新規のポリエステル樹脂による金属建材との密着性を該下位部位によって確保した回収調整塗料による塗膜とし、オーバースプレー塗料の可及的有効な再利用と金属建材としての塗膜性能の確保を両立するようにし、また、上記新規のブレンド粉体塗料と回収調整塗料を併用した2段階塗装により、上記ブレンド粉体塗料を用いつつ、そのオーバースプレー塗料を回収して可及的有効な再利用を可能とするとともに該再利用により塗膜性能に影響を及ぼすことなく、ブレンド粉体塗料の塗膜性能を常に維持確保し得るようにしたものであって、即ち、請求項1に記載の発明を、ポリエステル樹脂とふっ素樹脂のブレンド粉体塗料を用いる粉体塗装方法であって、被塗物の金属建材に対して下塗り1次及び上塗り2次の2段階塗装を施すとともに該2段階塗装の上記下塗り1次の塗装に、先行塗装によるオーバースプレー回収塗料に対して新規のポリエステル樹脂を追加調整した回収調整塗料を常時用い且つ上塗り2次の塗装に新規のブレンド粉体塗料を常時用いる粉体塗装工程と、該下塗り及び上塗り塗料を溶融一体化する焼付工程を備えることを特徴とする金属建材の粉体塗装方法としたものである。
【0008】
請求項2に記載の発明は、上記に加えて、上記下塗り1次の塗装に用いる下位部位の塗膜組成を、ポリエステル樹脂を有効に含有した好ましい配合比率のものとして、高度な密着性を確保し、塗膜性能を発揮する上位部位に対して可及的に安定した下位部位とするように、これを、上記下塗り1次の塗装に常時用いる回収調整塗料におけるオーバースプレー回収塗料と新規のポリエステル樹脂の配合比率を8:2〜7:3とすることを特徴とする請求項1に記載の金属建材の粉体塗装方法としたものである。
【0009】
請求項3に記載の発明は、上記ブレンド粉体塗料と回収調整塗料による複合的な粉体塗膜を備え、膜厚方向の表層を含めた上位部位を、ふっ素樹脂による高耐候性を有して、金属建材としての塗膜性能を確保するとともに耐候性に大きく影響することのない膜厚方向の下位部位にオーバースプレー塗料を再利用するとともに該オーバースプレー塗料に金属建材に対する密着性を良好に確保するように新規のポリエステル樹脂を追加してふっ素樹脂の塗膜組成比率をコントロールした回収調整塗料を用いることによって良好な塗膜性能を有する粉体塗装金属建材を提供するように、これを、ポリエステル樹脂とふっ素樹脂のブレンド粉体塗料を用いた粉体塗膜を有する金属建材であって、該粉体塗膜を上塗りの新規のブレンド粉体塗料と下塗りのオーバースプレー回収塗料に新規のポリエステル樹脂を追加調整した回収調整塗料によって複合的に形成するとともにその膜厚方向上下位部位においてふっ素樹脂の塗膜組成比率を近似又は下位部位において少ない比率としてなることを特徴とする粉体塗装金属建材としたものである。
【0010】
本発明はこれらをそれぞれ発明の要旨として、上記課題解決の手段としたものである。
【発明の効果】
【0011】
本発明は以上のとおりに構成したから、請求項1に記載の発明は、上記ポリエステル樹脂とふっ素樹脂を配合したブレンド粉体塗料を用いて粉体塗装を行うに際して、下塗り1次と上塗り2次の2段階塗装によって行うとともに該下塗り1次の塗装に、これに先立つ先行塗装によって生じたオーバースプレー塗料と新規のポリエステル樹脂を追加調整した回収調整塗料を、上塗り2次の塗装に、新規のブレンド粉体塗料をそれぞれ専用に用いて、粉体塗膜の上塗り2次塗装による粉体塗膜における上位部位を、金属建材に適したポリエステル樹脂とふっ素樹脂の配合比率として、ふっ素樹脂による高耐候性を確保し得る新規なブレンド粉体塗料による塗膜とし、金属建材としての塗膜性能を該上位部位によって確保する一方、下塗り1次塗装による2分割の下位部位を、上記オーバースプレー塗料に対して新規のポリエステル樹脂を追加調整することによって、回収塗料中と新規のポリエステル樹脂による金属建材との密着性を該下位部位によって確保した回収調整塗料による塗膜とし、オーバースプレー塗料の可及的有効な再利用と金属建材としての塗膜性能の確保を両立するようにし、また、上記新規のブレンド粉体塗料と回収調整塗料を併用した2段階塗装により、上記ブレンド粉体塗料を用いつつ、そのオーバースプレー塗料を回収して可及的有効な再利用を可能とするとともに該再利用により塗膜性能に影響を及ぼすことなく、ブレンド粉体塗料の塗膜性能を常に維持確保し得るようにした金属建材の粉体塗装方法を提供することができる。
【0012】
請求項2に記載の発明は、上記に加えて、上記下塗り1次の塗装に用いる下位部位の塗膜組成を、ポリエステル樹脂を有効に含有した好ましい配合比率のものとして、高度な密着性を確保し、塗膜性能を発揮する上位部位に対して可及的に安定した下位部位とすることができる。
【0013】
請求項3に記載の発明は、上記ブレンド粉体塗料と回収調整塗料による複合的な粉体塗膜を備え、膜厚方向の表層を含めた上位部位を、ふっ素樹脂による高耐候性を有して、金属建材としての塗膜性能を確保するとともに再利用するとともに該オーバースプレー塗料に金属建材に対する密着性を良好に確保するように新規のポリエステル樹脂を追加してふっ素樹脂の塗膜組成比率をコントロールした回収調整塗料を用いることによって良好な塗膜性能を有する粉体塗装金属建材を提供することができる。
【図面の簡単な説明】
【0014】
【図1】粉体塗装の工程を示すモデル図である。
【図2】2段階粉体塗装を示すモデル図である。
【図3】回収調整塗料の樹脂比率を示す折れ線グラフである。
【発明を実施するための形態】
【0015】
以下本発明を更に具体的に説明すれば、Aは、アルミ、鋼等の板、成形材等の金属、本例にあってはアルミ押出材又はアルミ板材によるアルミ製の金属建材であり、該金属建材Aは、ブレンド粉体塗料と回収調整塗料による複合的な粉体塗膜2を備えたものとしてあり、該粉体塗膜2は、膜厚方向の表層を含めた上位部位2aを、ふっ素樹脂4による高耐候性を有して、金属建材Aとしての塗膜性能を確保するとともに膜厚方向の下位部位2bにオーバースプレー塗料5を再利用して良好な塗膜性能を有するものとしてあり、これによって、該金属建材Aは、上記ふっ素樹脂4による高耐候性とともに耐食性、耐薬品性、塗膜硬度等の高度な塗膜性能を確保したものとしてある。
【0016】
本例にあって、上記金属建材Aの粉体塗膜2は、その上記ブレンド粉体塗料は、この種の金属建材Aの塗膜形成用に一般に用いられる、例えば、ポリエステル樹脂3とふっ素樹脂4を7:3〜8:2の比率、本例にあっては7:3の比率で配合し、回収調整塗料を、先行塗装のオーバースプレー塗料5と新規のポリエステル樹脂3を8:2〜7:3の比率、本例にあっては8:2の比率で配合したものとして、膜厚方向に上方の1/2を上記ブレンド粉体塗料により、下方の1/2を上記回収調整塗料により複合的に形成し、焼付によってこれら双方を溶融一体化したものとしてある。従って、該粉体塗膜2の塗膜組成は、膜厚方向の表層を含む上記1/2厚さの上位部位2aを、新規のブレンド粉体塗料のポリエステル樹脂70%、ふっ素樹脂30%として、耐食性、耐薬品性、塗膜硬度等とともにふっ素樹脂による高耐候性を確保した塗膜性能のものとする一方、1/2の下位部分2bを、オーバースプレー塗料5に対して密着性確保に有効なポリエステル樹脂3を新規に追加調整してポリエステル比率を高めた回収調整塗料による塗膜、即ち、ポリエステル樹脂3に対してふっ素樹脂4の比率を低下した、ポリエステル樹脂80%、ふっ素樹脂20%とし、該回収塗料中と新規のポリエステル樹脂による金属建材との密着性を該下位部位によって確保した塗膜として、回収調整塗料の再利用を行って、金属建材Aとして耐候性、密着性等の塗膜性能を充分に発揮する所定膜厚、例えば60μmの膜厚の粉体塗膜2としたものとしてある。
【0017】
これを、粉体塗装方法によって説明すれば、該粉体塗装方法は、被塗物1の金属建材Aに対して下塗り1次及び上塗り2次の2段階塗装を施すとともに該2段階塗装の上記下塗り1次の塗装に、先行塗装によるオーバースプレー回収塗料に対して新規のポリエステル樹脂を追加調整した回収調整塗料を常時用い且つ上塗り2次の塗装に新規のブレンド粉体塗料を常時用いる粉体塗装工程と、該下塗り及び上塗り塗料を溶融一体化する焼付工程を備えるものとしてあり、このとき、本例にあって、上記下塗り1次の塗装に常時用いる回収調整塗料におけるオーバースプレー回収塗料と新規のポリエステル樹脂の配合比率を8:2〜7:3とするものとしてある。
【0018】
即ち、粉体塗装を、下塗り1次と上塗り2次の2回行う2段階塗装とすること、上塗り2次の塗装に新規のブレンド粉体塗料を用い、下塗り1次の塗装は、該塗装に先行してなされた塗装のオーバースプレーの回収塗料に新規のポリエステル樹脂を追加調整した回収調整塗料を用いること、このとき、下塗り1次及び上塗り2次の各塗装は、膜厚の、例えば1/2程度の厚さとして、2段階塗装によって所定の膜厚、例えば60μmの粉体塗膜を形成すること、該2段階塗装後に焼付を施すことによって、これら下塗り1次と上塗り2次の塗料を焼付溶融して粉体塗膜として一体化することを、粉体塗装方法の技術的内容とするものである。
【0019】
2段階塗装は、例えば図2に示すように、ラック10に吊持ちした被塗物1の、例えばアルミ製の金属建材Aを塗装ブース12にコンベア11搬送し、回収塗料にポリエステル樹脂を追加調整した回収調整塗料を第1の流動槽13から塗装ガン15によって被塗物1に対して膜厚の1/2程度の厚さに1次塗装し、次いで、新規のブレンド粉体塗料を第2の流動槽14から同じく塗装ガン15によって被塗物1に対して膜厚の残余の厚さに2次塗装して、これを行うものとし、その後に焼付工程に至って常法に従った焼付を施すものとしてある。
【0020】
このとき、上記第1の流動槽13には、先行塗装のオーバースプレー塗料5、即ち、先行する下塗り1次塗装及び上塗り2次塗装の各オーバースプレー塗料を回収し、該回収塗料に新規のポリエステル樹脂3を混合した回収調整塗料を供給充填し、第2の流動槽14には、該回収塗料とは関係なく、新規のブレンド粉体塗料を供給充填して、上記下塗り1次及び上塗り2次の各粉体塗装を行うものとしてある。金属建材Aに対する下塗り1次及び上塗り2次の2段階塗装による塗膜形成過程のモデルを図1に示す。
【0021】
新規のブレンド粉体塗料を用いて、粉体塗装を継続的に繰り返すと、該粉体塗料におけるポリエステル樹脂とふっ素樹脂の誘電率が異なり、ポリエステル樹脂の塗着量が、ふっ素樹脂の塗着量より幾分多くなることから、オーバースプレー塗料の配合比率が、新規のブレンド粉体塗料の配合比率と変化して、オーバースプレー塗料中のふっ素樹脂の比率が次第に上昇する傾向を示す。例えば、ポリエステル樹脂とふっ素樹脂の配合比率を上記7:3とするドライブレンドのブレンド粉体塗料を用いた実験によると、塗装開始後1時間で35%、5時間で38%という如くに、当初7:3の配合比率が6:4となる如くに、ふっ素樹脂の比率が4割弱となる。従って、オーバースプレー塗料を当初の配合比率のままで回収することはできないから、オーバースプレー塗料を回収して、これを粉体塗装に再利用しても、金属建材用に最適の配合を行ったブレンド粉体塗料と次第に異なる配合比率で金属建材に対する粉体塗装を施す結果を招く。
【0022】
一方、上塗り2次の塗装を新規のブレンド粉体塗料を専用に用いて1/2厚、例えば30μmの厚さに行うと、金属建材の塗膜性能は該上塗り2次の塗装の上位部位によって必要且つ充分に確保することができるから、下塗り1次の塗装の回収調整塗料におけるふっ素樹脂の比率は、これと同等である必要はなく、これを減少しても塗膜性能に悪影響を及ぼすことはないため、該下塗り1次の1/2厚、同じく30μm厚さの下位部位のふっ素樹脂の減少を許容することができるところ、オーバースプレー塗料そのものの再利用では該ふっ素樹脂の比率が高まり、いずれ上位部位を超えるに至るところ、これに比較的安価なポリエステル樹脂を補充的に追加するとともに上記オーバースプレー塗料とこれに追加する新規のポリエステル樹脂を上記8:2〜7:3、例えば8:2とすることによって、オーバースプレー塗料中のふっ素樹脂の比率上昇を抑制し、図3に示すように、塗装開始当初はバラツキが生じるが、回収調整塗料におけるポリエステル樹脂とふっ素樹脂の比率を上記8:2に安定したものとして、該下塗り1次の塗装を継続することが可能となり、該安定した比率のポリエステル樹脂とふっ素樹脂によって、金属建材に対する下塗り1次の塗装による下位部位の密着性を高度に確保することができるようになる。
【0023】
この回収調整塗料のポリエステル樹脂とふっ素樹脂の比率の安定化は、下記計算式によって算出した表1、表2に示すとおりである。
【0024】
このとき、Tn:n回塗装時の上塗り2次塗装のふっ素樹脂塗着量(使用量)、Un:n回塗装時の下塗り1次のふっ素樹脂塗着量(使用量)、Rn:n回塗装時の回収塗料中のふっ素樹脂量とすると、粉体塗装におけるふっ素樹脂の使用量(g/m2)の計算式は、
Tn=15(ブレンド粉体塗料の配合比率から一定)
Un=Rn−1×0.4(下塗り1次の塗装に使用する回収塗料の比率)
Rn=Tn+Un
となり、また、TFn:n回塗装時の上塗り2次塗装のふっ素比率、UFn:n回塗装時の下塗り1次のふっ素比率、RFn:n回塗装時の回収塗料中のふっ素比率とすると、ふっ素比率の計算式は、
TFn=Tn/50(50g中のふっ素樹脂量)×100=30(配合比率一定)
UFn=Un/50(50g中のふっ素樹脂量)×100
RFn=Rn/100(100g中のふっ素樹脂量)×100
となる。
【0025】
これらの計算式に基づいて、回収したオーバースプレー塗料に対して該オーバースプレー塗料80%、ポリエステル樹脂20%の比率で新規のポリエステル樹脂を補充した回収調整塗料を調整し、下塗り1次の塗装に該回収調整塗料を、上塗り2次の塗装に上記ポリエステル樹脂とふっ素樹脂の配合比率を上記7:3の新規のブレンド粉体塗料をそれぞれ専用に用いて、各50g/m2の2段階塗装を施した場合、下塗り1次の塗膜におけるポリエステル樹脂とふっ素樹脂の比率は、表1に示すものとなる。
【0026】
【表1】
【0027】
また、回収したオーバースプレー塗料に配合比率のバラツキが存在する可能性があることから、そのポリエステル樹脂とふっ素樹脂におけるふっ素樹脂の比率に最大限のバラツキが生じた場合を想定すると、下塗り1次の塗膜におけるポリエステル樹脂とふっ素樹脂の比率は、表2に示すものとなる。
【0028】
【表2】
【0029】
即ち、表1に示すとおり、ブレンド粉体塗料のポリエステル樹脂とふっ素樹脂の比率を7:3として2段階塗装を継続すると、初回のブレンド粉体塗料のオーバースプレー塗料におけるポリエステル樹脂の比率は68.0%、ふっ素樹脂の比率は12.0%、これに新規のポリエステル樹脂20%を追加して、ポリエステル樹脂を88.0%、ふっ素樹脂12.0%に調整した回収調整塗料によって初回(表1において2の表示部分)の下塗り1次の塗装は、該回収調整塗料の比率となり、これを繰り返すと、下塗り1次の塗装に用いる回収調整塗料は、7回目の上塗り2次の塗装のオーバースプレー塗料においてポリエステル樹脂の比率60%、ふっ素樹脂の比率20%となるから、これに新規のポリエステル樹脂20%を追加した回収調整塗料は、ポリエステル樹脂の比率は80%、ふっ素樹脂の比率は20%となり、その後も80:20の比率を維持することになる。
【0030】
一方、表2に示すとおり、バラツキの存在可能性からポリエステル樹脂とふっ素樹脂におけるふっ素樹脂の比率に最大限のバラツキが生じた場合を想定すると、同じく、ブレンド粉体塗料のポリエステル樹脂とふっ素樹脂の比率を7:3として2段階塗装を継続すると、初回のブレンド粉体塗料のオーバースプレー塗料におけるポリエステル樹脂の比率は48.0%、ふっ素樹脂の比率は32.0、これに新規のポリエステル樹脂20%を追加して、ポリエステル樹脂を68.0%、ふっ素樹脂32.0%に調整した回収調整塗料によって初回(表2において2の表示部分)の下塗り1次の塗装は、該回収調整塗料の比率となり、その後も最大限のバラツキが生じるとしても、上塗り2次の塗装のオーバースプレー塗料は、常にこの比率を維持して推移するから、これに新規のポリエステル樹脂20%を追加した回収調整塗料は、ポリエステル樹脂68%、ふっ素樹脂32%、即ち、7:3の比率を維持することになる。
【0031】
従って、上記2段階塗装を複合的に行うについて、上塗り2次の塗装用の新規のブレンド粉体塗料におけるポリエステル樹脂とふっ素樹脂の配合比率を、例えば、7:3〜8:2、下塗り1次の塗装用の回収調整塗料におけるオーバースプレー回収塗料と新規のポリエステル樹脂の配合比率を8:2〜7:3とすることによって、粉体塗膜は、その膜厚方向上下位部位においてふっ素樹脂の塗膜組成比率を近似又は下位部位において少ない比率のものとなる。
【0032】
このとき、下塗り1次の塗装は、オーバースプレー塗料のバラツキが最大限となったときにポリエステル樹脂とふっ素樹脂の比率を7:3となり、上塗り2次の比率7:3に近似した比率でふっ素樹脂を含むものとなるが、該バラツキが最大限となったまま推移することは極めて例外的であるから、下塗り1次の塗装は、ポリエステル樹脂とふっ素樹脂の比率は上記上塗り2次、即ち、新規のブレンド粉体塗料の比率7:3よりふっ素樹脂の比率が少なくなるのが通常であるところ、上記計算式によれば、ポリエステル樹脂の比率は80%、ふっ素樹脂の比率は20%となり、その後も80:20の比率で安定することになる。
【0033】
以上のように、下塗り1次の塗装に上記回収調整を、上塗り2次の塗装に上記ブレンド粉体塗料をそれぞれ専用に用いて、膜厚を1/2ずつとする複合的な2段階塗装を行うことと、オーバースプレー塗料を最適化することによって、ブレンド粉体塗料による塗膜性能を維持した状態で有効な再利用を行うことが可能となる。
【0034】
本発明の実施に当って、ブレンド粉体塗料及び回収調整塗料の組成、配合比率、金属建材の被塗物、粉体塗装工程、2段階塗装、その下塗り1次及び上塗り2次の各塗装、焼付工程、膜厚方向上下位部位、ふっ素樹脂の塗膜組成比率等の各具体的方法、塗装条件、塗装設備、材質、構造、これらの関係、これらに対する付加等は、上記発明の要旨に反しない限り様々な形態のものとすることができる。
【符号の説明】
【0035】
A 金属建材
1 被塗物
2 粉体塗膜
2a 上位部位
2b 下位部位
3 ポリエステル樹脂
4 ふっ素樹脂
5 オーバースプレー塗料
10 ラック
11 コンベア
12 塗装ブース
13 第1の流動槽
14 第2の流動槽
15 塗装ガン
【特許請求の範囲】
【請求項1】
ポリエステル樹脂とふっ素樹脂のブレンド粉体塗料を用いる粉体塗装方法であって、被塗物の金属建材に対して下塗り1次及び上塗り2次の2段階塗装を施すとともに該2段階塗装の上記下塗り1次の塗装に、先行塗装によるオーバースプレー回収塗料に対して新規のポリエステル樹脂を追加調整した回収調整塗料を常時用い且つ上塗り2次の塗装に新規のブレンド粉体塗料を常時用いる粉体塗装工程と、該下塗り及び上塗り塗料を溶融一体化する焼付工程を備えることを特徴とする金属建材の粉体塗装方法。
【請求項2】
上記下塗り1次の塗装に常時用いる回収調整塗料におけるオーバースプレー回収塗料と新規のポリエステル樹脂の配合比率を8:2〜7:3とすることを特徴とする請求項1に記載の金属建材の粉体塗装方法。
【請求項3】
ポリエステル樹脂とふっ素樹脂のブレンド粉体塗料を用いた粉体塗膜を有する金属建材であって、該粉体塗膜を上塗りの新規のブレンド粉体塗料と下塗りのオーバースプレー回収塗料に新規のポリエステル樹脂を追加調整した回収調整塗料によって複合的に形成するとともにその膜厚方向上下位部位においてふっ素樹脂の塗膜組成比率を近似又は下位部位において少ない比率としてなることを特徴とする粉体塗装金属建材。
【請求項1】
ポリエステル樹脂とふっ素樹脂のブレンド粉体塗料を用いる粉体塗装方法であって、被塗物の金属建材に対して下塗り1次及び上塗り2次の2段階塗装を施すとともに該2段階塗装の上記下塗り1次の塗装に、先行塗装によるオーバースプレー回収塗料に対して新規のポリエステル樹脂を追加調整した回収調整塗料を常時用い且つ上塗り2次の塗装に新規のブレンド粉体塗料を常時用いる粉体塗装工程と、該下塗り及び上塗り塗料を溶融一体化する焼付工程を備えることを特徴とする金属建材の粉体塗装方法。
【請求項2】
上記下塗り1次の塗装に常時用いる回収調整塗料におけるオーバースプレー回収塗料と新規のポリエステル樹脂の配合比率を8:2〜7:3とすることを特徴とする請求項1に記載の金属建材の粉体塗装方法。
【請求項3】
ポリエステル樹脂とふっ素樹脂のブレンド粉体塗料を用いた粉体塗膜を有する金属建材であって、該粉体塗膜を上塗りの新規のブレンド粉体塗料と下塗りのオーバースプレー回収塗料に新規のポリエステル樹脂を追加調整した回収調整塗料によって複合的に形成するとともにその膜厚方向上下位部位においてふっ素樹脂の塗膜組成比率を近似又は下位部位において少ない比率としてなることを特徴とする粉体塗装金属建材。
【図2】


【図3】
【図1】

【図3】
【図1】
【公開番号】特開2012−245508(P2012−245508A)
【公開日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願番号】特願2011−121745(P2011−121745)
【出願日】平成23年5月31日(2011.5.31)
【出願人】(302045705)株式会社LIXIL (949)
【Fターム(参考)】
【公開日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願日】平成23年5月31日(2011.5.31)
【出願人】(302045705)株式会社LIXIL (949)
【Fターム(参考)】
[ Back to top ]