
株式会社神戸製鋼所により出願された特許
2,101 - 2,110 / 5,860
溶接ワイヤ巻取機
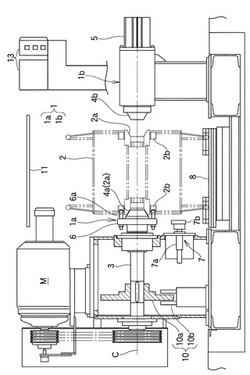
【課題】ボビンのチャック手段への装脱着が確実かつ容易に行え、巻取られる溶接ワイヤの曲がり癖も矯正しつつ、巻取時の不具合や巻姿不良を生ずることなく巻取可能な溶接ワイヤ巻取機を提供する。
【解決手段】チャック手段1が、対向する1対のテーパ面4a,4bと、これら1対のテーパ面4a,4bを軸方向Cに伸縮させてボビン2を装脱着可能な伸縮機構5とを備え、回転軸3にピン6aを有する係合金具6が固定される一方、前記ボビン2の側面にピン孔2bが設けられ、前記係合金具6のピン6aが前記ボビン2のピン孔2bに差込まれて係合可能とされると共に、前記チャック手段1へのボビン2装脱着時には、ボビン2が載置されるボビン載置台8を上昇して、前記伸縮機構5の伸縮により前記ボビン2を装脱着する一方、溶接ワイヤの巻取運転中は、前記ボビン載置台8を下降して退避可能な昇降手段が備えられている。
(もっと読む)
脱りんスラグの流出防止方法

【課題】転炉型脱りん炉を用いて脱りんを行うに際して、脱りん効率を低下させることなくスラグのフォーミングを確実に抑制することができるようにする。
【解決手段】転炉型脱りん炉の溶銑2に対して脱りん処理を行って出湯するに際し、スラグのフォーミングを抑制すべく球換算直径が20〜50mmとなる酸化鉄源が、0.05×Wslag≦W≦0.2×Wslag(W:酸化鉄源、Wslag:スラグ量)を満たすように、吹錬終了時に投入し、溶銑2を出湯する。
(もっと読む)
バンパー構造
【課題】本発明は、過度の重量増加を抑えて、曲げ強度を向上させることが可能なバンパー構造を提供する。
【解決手段】バンパー構造1は、長手方向に対して垂直な断面において、前壁部11と、前壁部11の両端から後方に延びる一対の縦壁部12,13と、一対の縦壁部12,13の延出方向端部を連結するとともに中央部で前壁部11に近づくように屈曲する後壁部14と、を備える。
そして、長手方向に対して垂直な断面において、縦壁部12,13は、前壁部11と後壁部14との中央部において、バンパー内側に凹んでなる凹み部12a,13aを有している。
更に、凹み部12a,13aの底面に沿うように、鋼材からなる縦壁部12,13よりも比重の軽いアルミニウムの平板からなる補強板21,22が配置されている。
(もっと読む)
巻枠、巻枠の製造方法、超電導コイルの製造方法
【課題】巻線領域の幅を簡単な作業により調整することが可能で、かつ、胴部の内側空間を有効利用することが可能な巻枠を提供する。
【解決手段】この巻枠1は、外周面11を有するとともにその上に超電導線材が巻き付けられる胴部10と、この胴部10からその径外方向に延びるとともに互いに対向し、上記外周面11上で超電導線材が巻き付けられる巻線領域E1を規定する対向面21,31を有する一対のフランジ20,30とを備えている。胴部10は、外周面11に設けられるねじ部13と、当該胴部10を軸方向に貫通する内側空間を囲む内周面12とを含んでいる。また、一方のフランジ30は、胴部10の外周面11に対向配置される内周面32と、この内周面32に設けられてねじ部13に螺合するねじ部33とを有しており、両ねじ部13,33の螺合状態で胴部10の周りに回転して当該胴部10に対して軸方向に移動する可動フランジである。
(もっと読む)
アーク溶接トーチ
【課題】トーチホルダ内にトーチボディを軸方向に移動自在に保持する案内機構を設けることにより、アーク溶接トーチの重量や重心を大きく変化させることなく、トーチボディの長さをきめ細かく調節できるアーク溶接トーチを提供することを目的とする。
【解決手段】アーク溶接トーチ1は、ガス供給ノズル2と、ガス供給ノズル2に接続されたトーチボディ3と、トーチボディ3に接続されたケーブル保護筒9と、トーチボディ3を保持するトーチホルダ4と、トーチホルダ4に設けられたトーチスイッチ6と、トーチスイッチ6とケーブル保護筒9を接続するスイッチケーブル7と、トーチホルダ4内でトーチボディ3を軸方向に移動自在に保持する案内機構5と、を備えている。そして、トーチホルダ4を基点として、トーチボディ3を軸方向に移動させることにより、トーチボディ3を所望の長さに伸縮させることができる。
(もっと読む)
金属帯板の製造条件決定システム
【課題】金属帯板を通板して処理しながら当該金属帯板を製造するための製造条件について、適正な製造条件を容易に決定することができるようにする。
【解決手段】金属帯板を通板して処理しながら当該金属帯板を製造する製造条件を決定する金属帯板の製造条件決定システムであって、金属帯板を処理する際の製造条件を含む製造実績データを保存する製造実績保存部210と、金属帯板の品質を含む品質実績データを保存する品質実績保存部310と、製造実績データと品質の品質実績データとを基にして、金属帯板の製造条件と品質との関連性を算出する品質状況算出部50と、品質状況算出部50にて求めた製造条件と品質との関連性を基に、新たな製造条件を算出する製造条件算出部90とを備えている。
(もっと読む)
多段圧延機における板厚制御方法及び板厚制御装置
【課題】多段圧延機において、圧延材の尾端部の板厚制御を確実に行う。
【解決手段】本発明の板厚制御方法は、所定の圧延スタンドにおける圧延材Wの尾端位置のスタンド抜けタイミングを計測し、スタンド抜けタイミングにおける、所定の圧延スタンドより下流側に位置する各圧延スタンド直下での圧延材Wの位置をトラッキング点として着目し、トラッキング点が最終圧延スタンドへ到着した際の圧延材Wの板厚推定値を算出し、算出された板厚推定値から最終圧延スタンドでの板厚目標値修正量を演算し、この板厚目標値修正量を最終圧延スタンドで実現可能か否かを判定し、実現可能な場合には、板厚目標値修正量を用いて、最終圧延スタンドのロールギャップを制御し、実現可能でない場合には、板厚目標値修正量を修正し、修正後の板厚目標値修正量を用いて、最終圧延スタンドのロールギャップを制御する。
(もっと読む)
耐力の等方性が優れた耐熱マグネシウム合金押出材およびその製造方法
【課題】特に耐力の等方性が優れ、耐熱性や熱間加工性もとともに優れたY−Sm系耐熱マグネシウム合金押出材およびその製造方法を提供することを目的とする。
【解決手段】YおよびSmを各々特定量含有するマグネシウム合金を、鋳造後に溶体化処理を施した上で、更に、特定の条件下で熱間静水圧押出加工し、組織の平均結晶粒径を細かくするとともに、マグネシウムマトリックスへのYとSmとの固溶量を確保し、このマグネシウム合金組織が有するシュミット因子を制御して、耐力の等方性を、耐熱性や熱間加工性とともに向上させる。
(もっと読む)
タンデムパルスアーク溶接制御装置、及び、そのシステム
【課題】良好な溶接品質を得ることができるタンデムパルスアーク溶接制御装置を提供することを目的とする。
【解決手段】タンデムパルスアーク溶接制御装置3,3aは、パルス波形選択回路32と、電圧検出器18bと、電圧設定器24bと、パルスピーク電流基準値設定回路36と、パルスベース電流基準値設定回路38と、パルスピーク電流増減値とパルスベース電流増減値とを算出する誤差増幅器25bと、パルスピーク電流増減値とパルスピーク電流基準値とを加算してパルスピーク電流値を算出する加算器37と、パルスベース電流増減値とパルスベース電流値を算出する加算器39と、パルスピーク期間のときはパルスピーク電流値を出力し、パルスベース期間のときはパルスベース電流値を出力するパルス波形選択回路40と、第2溶接ワイヤ19bの電流値を制御する出力制御回路35bとを備える。
(もっと読む)
カーボンプレス用原料投入装置及びカーボンプレスにおける原料投入方法
【課題】カーボンプレスにおいて原料をコンテナ内に投入するに際し、原料投入シュートの原料放出口付近での原料詰まりの発生をなくすことができ、また、原料をコンテナ内の半径方向中央部に向けて落下投入することができること。
【解決手段】原料搬送装置からの原料を案内して原料放出口から略水平方向に放出する原料投入シュート10と、原料投入シュート10の原料放出口12aと対向配置され、かつ、原料放出口12aに向って進退移動可能に設けられ、原料放出口12aと対向する側の対向面20aがコンテナ1の軸心線に対して側面視にて角度45°以下をなし、原料放出口12aから放出された原料を対向面20aに衝突させてコンテナ1内に落下させるための調整板20と、を備えたカーボンプレス用原料投入装置である。
(もっと読む)
2,101 - 2,110 / 5,860
[ Back to top ]