
株式会社オプトンにより出願された特許
1 - 10 / 16
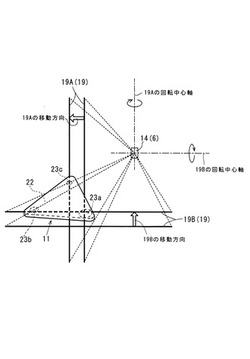
位置姿勢測定装置および3次元形状測定装置
【課題】3次元形状測定装置の撮像装置や接触子のように、3次元形状の測定に必要であり、かつ、その位置や姿勢が測定データに大きく影響する器具等の位置や姿勢を正確かつ簡便に測定できるようにする。
【解決手段】位置姿勢測定装置は、例えば、互いに直角をなす線状の第1、第2の像19A、19Bをそれぞれ結ぶレーザー光を利用するものであり、第1、第2の像19A、19Bと交差することで、レーザー光を反射して特定の方向に向かわせる反射具11を備える。また、反射具11は、再帰性反射材により設けられた3つの反射部23a〜23cを有し、反射部23a〜23cは、3角形の頂点を占めるように、かつ、反射されるレーザー光の光量が互いに異なるように設けられている。これにより、球面座標系を利用して撮像装置等の位置および姿勢を正確に測定することができる。
(もっと読む)
金型修正方法

【課題】より容易に誤差を修正できると共に、金型の上型と下型との形状誤差の修正もできる金型修正方法を得る。
【解決手段】成形品CADデータに応じて作成した金型4により板材をプレス成形して成形品1を作成し、成形品1の表面と裏面との面形状をそれぞれ3次元測定して表面測定データと裏面測定データとを取得する(S50〜S58)。成形品CADデータから求めた表面CADデータと表面測定データとを照合して成形品1の表面側誤差分布を求めると共に、成形品CADデータから求めた裏面CADデータと裏面測定データとを照合して成形品1の裏面側誤差分布を求める(S60,S62)。表面側誤差分布及び裏面側誤差分布に基づいて、表面側誤差または裏面側誤差のいずれを基準にして金型4を修正するかを選択し、金型4を修正する(S64〜S72)。
(もっと読む)
金型修正方法
【課題】板厚の減少に伴う成形誤差の発生を抑制できる金型修正方法を得る。
【解決手段】金型4により板材をプレス成形して成形品1を作成し、成形品1の表面と裏面との面形状をそれぞれ3次元測定して表面測定データと裏面測定データとを取得する。表面測定データと裏面測定データとに基づいてプレス成形前の板厚に対するプレス成形後の板厚の偏差を求めると共に、偏差分布を求める。偏差分布に基づく金型修正エリア内の偏差により金型修正エリアの金型4を修正する。金型加工装置6により形成した金型4の数値制御データのうち、金型修正エリアに応じた数値制御データを偏差に基づいて修正し、修正した数値制御データにより金型4を修正する。修正した金型4により板材をプレス成形して成形品1を作成して、再度偏差と偏差分布とを求めて、金型4を再修正する。
(もっと読む)
成形品トリム加工方法
【課題】金型修正を繰り返すことなく、トリム加工を行うことができる成形品トリム加工方法を得る。
【解決手段】製品設計CADデータに応じて作成した金型によりプレス成形して成形品4を作成し(S50〜S54)、成形品4の形状を3次元測定機6により3次元測定して成形品測定データを得る(S56)。製品設計CADデータと成形品測定データとに基づいて成形品4のトリムライン32,34を成形品測定データの座標系で作成し(S58)、レーザ切断機14上に載置した成形品4の取付姿勢を測定してトリムライン32,34をレーザ切断機14の座標系に変換し(S60,S62)、レーザ切断機14により成形品4をトリムライン32,34に基づいて切断する(S64)。
(もっと読む)
曲げ加工装置
【課題】曲げ方向に制約を受けることなく、被加工物を曲げ加工できる曲げ加工装置を得る。
【解決手段】曲げ型32と、曲げ型32の周りを公転可能な締め型42とにより長尺状の被加工物4を挟持し、締め型42を公転させ被加工物4を曲げ加工する曲げ機構30を備えると共に、被加工物4を把持するチャック機構46を取り付けた固定台48を備える。また、曲げ機構30が取り付けられ、曲げ機構30を移動する関節型ロボット2を備える。ひねり角度がひねり角度範囲内のとき、関節型ロボット2を制御して被加工物4を挟持した曲げ機構30を長手方向中心の廻りにひねる(ステップ100,110)。ひねりが設定されたひねり角度範囲を超えるとき、曲げ機構30をひねり角度範囲内でひねってから、曲げ機構30により被加工物4を掴み変えて、再度ひねる(ステップ100〜170)。
(もっと読む)
曲げ加工装置
【課題】歩留まりを改善できると共に、切断作業をすることなく曲げ加工できる曲げ加工装置を得る。
【解決手段】曲げ型32と、曲げ型32の周りを公転可能な締め型42とにより長尺状の被加工物4を挟持し、締め型42を公転させ被加工物4を曲げ加工する曲げ機構30を備えると共に、被加工物4を把持するチャック機構46を取り付けた固定台48を備える。また、曲げ機構30が取り付けられ、曲げ機構30を移動する関節型ロボット2を備える。関節型ロボット2、曲げ機構30及びチャック機構46を制御して、被加工物4を曲げ機構30により挟持し、関節型ロボット2により曲げ機構30を移動して被加工物4をチャック機構46に向かって移動すると共に、移動しながら曲げ機構30により被加工物4を曲げ加工して、被加工物4をチャック機構46に把持させる。
(もっと読む)
曲げ加工装置
【課題】曲げ方向に制約を受けることなく、被加工物を曲げ加工できる曲げ加工装置を得る。
【解決手段】曲げ型32と、曲げ型32の周りを公転可能な締め型42とにより長尺状の被加工物4を挟持し、締め型42を公転させ被加工物4を曲げ加工する曲げ機構30を備えると共に、被加工物4を把持するチャック機構46を取り付けた固定台48を備える。また、曲げ機構30が取り付けられ、曲げ機構30を移動する関節型ロボット2を備える。チャック機構46は、把持した被加工物4を長手方向中心の廻りにひねり回転可能で、曲げ機構30により挟持した被加工物4を長手方向中心の廻りに関節型ロボット2を駆動して予め設定されたひねり角度範囲内でひねる(ステップ120)。ひねりがひねり角度範囲を超えるときチャック機構46を制御して被加工物4を長手方向中心の廻りにひねる。
(もっと読む)
曲げ加工用押圧装置
【課題】構造が簡単で、小型の曲げ加工用押圧装置を得る。
【解決手段】曲げ形状に応じた曲げ型1と、曲げ型1の廻りを公転可能な締め型4とによりパイプ2を挟持し、締め型4を曲げ型1の廻りに公転させて曲げ加工するパイプ2に軸方向圧縮力を付与する。パイプ2の軸方向に移動可能に配置された移動台18を備え、移動台18にパイプ2の後端を押圧可能な第1シリンダ20,22を搭載すると共に、移動台18に第1シリンダ20,22と逆方向に固定側を押圧可能な第2シリンダ24,26を搭載した。第1シリンダ20,22はパイプ2の軸方向中心を間に2本配置すると共に、第2シリンダ24,26はパイプ2の軸方向中心を間にかつ第1シリンダ20,22と交互に2本配置した。
(もっと読む)
曲げ加工装置
【課題】関節型ロボットにチャック機構を取り付けても、曲げ方向に制限を受けることのない曲げ加工装置を得る。
【解決手段】曲げ機構40を取り付けた固定台58を備えると共に、被加工物4を把持するチャック機構64が取り付けられ、チャック機構64を移動する関節型ロボット2を備える。関節型ロボット2は、互いに平行な軸の廻りで回動する平行関節6,8,10と、平行な軸と直交する軸の廻りに回動する直交関節12,14とを複数有する。チャック機構64は、回転可能に支持された回転部材72と、回転部材72に揺動可能に支持された爪部材74,76とを備えると共に、チャック機構64は、被加工物4が長手方向に挿入される筒部材84を回転部材72に摺動可能に支持し、筒部材84を移動して爪部材74,76を揺動させ被加工物4を把持する。
(もっと読む)
曲げ加工装置
【課題】関節型ロボットにチャック機構を取り付けても、好適に曲げ加工できる曲げ加工装置を得る。
【解決手段】曲げ型42と、曲げ型42の周りを公転可能な締め型48とにより長尺状の被加工物4を挟持し、締め型48を公転させ被加工物4を曲げ加工する曲げ機構40を有する。曲げ機構40を取り付けた固定台58を備えると共に、被加工物4を把持するチャック機構64が取り付けられ、チャック機構64を移動する関節型ロボット2を備える。関節型ロボット2は、互いに平行な軸の廻りで回動する平行関節6,8,10と、平行な軸と直交する軸の廻りに回動する直交関節12,14とをそれぞれ複数有する。曲げ機構40により締め型48を公転させて被加工物4を曲げ加工する際に、関節型ロボット2により被加工物4を把持したチャック機構64を被加工物4の長手方向に移動させる。
(もっと読む)
1 - 10 / 16
[ Back to top ]