
三島光産株式会社により出願された特許
11 - 20 / 40
水冷銅板の変位測定方法
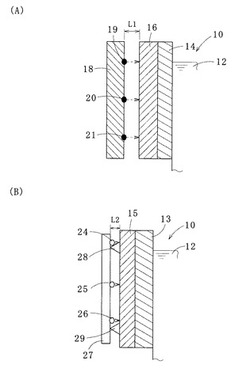
【課題】鋳片の凝固プロフィールを考慮した水冷銅板の性能を十分に得ることができ、良好な品質の鋳片を製造可能な水冷銅板の変位測定方法を提供する。
【解決手段】連続鋳造用鋳型の内側に固定配置される水冷銅板13、14の変位測定方法であって、水冷銅板13、14の裏側に配置されているバックプレート15、16の背部に配置された距離計24〜26、19〜21により、バックプレート15、16の移動距離a´、aを測定するので、鋳片の凝固プロフィールを考慮した水冷銅板13、14の性能を十分に得ることができ、良好な品質の鋳片を製造できる。
(もっと読む)
連続鋳造用鋳型の異常検出方法及び連続鋳造用鋳型

【課題】鋳造作業を安定に実施して良好な品質の鋳片を製造できると共に、鋳型の長寿命化も図れる連続鋳造用鋳型の異常検出方法及び連続鋳造用鋳型を提供する。
【解決手段】水冷銅板がバックプレート12に複数の締結ボルト13、14で固着されている連続鋳造用鋳型を用い、複数の締結ボルト13、14の1又は2以上に歪みゲージ18、19を入れ、鋳造作業中に締結ボルト13、14に発生する応力を監視するので、鋳造作業を安定に実施して良好な品質の鋳片を製造できると共に、鋳型の長寿命化も図れる。
(もっと読む)
連続鋳造用鋳型
【課題】鋳片の凝固収縮に基づくコーナーエアギャップの発生を防止して鋳片角部の品質異常や鋳型下部の腐食を防止することが可能な連続鋳造用鋳型を提供する。
【解決手段】間隔調整が可能な一対の短辺21及び短辺21を幅方向の両側から挟む一対の長辺22とによって囲繞される鋳型空間部23に注入される溶鋼を冷却し鋳片として引き抜く連続鋳造用鋳型20において、鋳型空間部23を形成する鋳型壁24の対向する長辺22及び鋳型壁24の四隅の領域を除いた対向する短辺21には、それぞれ鋳片が引き抜かれる方向に鋳片シェルの平坦部の凝固収縮量に追従して間隔が徐々に狭まる長辺側傾斜部26及び短辺側傾斜部25が形成され、鋳型壁24の四隅の領域の短辺21には、外側に向かって拡大すると共に鋳片が引き抜かれる方向では鋳片シェルの短辺側角部の凝固収縮量に追従して徐々に縮小する短辺側拡大部27が形成されている。
(もっと読む)
連続鋳造用鋳型及びその製造方法
【課題】靱性の向上が図れて耐熱衝撃性の更なる向上が図れ、その結果、鋳型の長寿命化が図れる連続鋳造用鋳型及びその製造方法を提供する。
【解決手段】溶鋼接触面側に、粗面化処理が行われた下地めっき層12と溶射皮膜13が順次形成された連続鋳造用鋳型及びその製造方法において、溶射皮膜13が、Cr3C2:10質量%以上30質量%以下、Ni:5質量%以上15質量%、及び残部WCからなる粒状のサーメット材料Aと、Ni又はNi系合金からなる粒状の材料Bとを混合して形成され、しかも全体の5質量%以上30質量%以下を材料Bとした溶射粒子を火炎溶射機14で溶射し、サーメット材料Aの粒界に材料Bを存在させて形成されている。
(もっと読む)
連続鋳造用鋳型
【課題】耐摩耗性の更なる向上が図れると共に、耐腐食性も向上可能で、耐久性に優れ長寿命化が図れる連続鋳造用鋳型を提供する。
【解決手段】上下方向に貫通した空間部を形成する冷却部材10を有し、空間部に溶鋼を供給して冷却しながら鋳片を製造する連続鋳造用鋳型において、冷却部材10の溶鋼接触面側の表面の一部又は全部に、Al2O3、SiO2、SiC、WC、及びCrCのいずれか1又は2以上からなる硬質粒子を、0.1質量%以上30質量%以下分散させたコバルト複合めっき11が被覆されている。
(もっと読む)
連続鋳造用鋳型
【課題】加工を容易にでき、製造時の作業性を良好にし、製造コストの低減が図れ、鋳片の凝固遅れを抑制して、良好な品質の鋳片を製造可能な連続鋳造用鋳型を提供する。
【解決手段】上下方向に貫通した空間部11を形成する冷却部材12を有し、空間部11に溶鋼13を供給して冷却しながら鋳片を製造する連続鋳造用鋳型10であり、冷却部材12の溶鋼接触面14側に、溶鋼13の湯面位置を上位置P1とし、上位置P1から下方へ300mm以上を下位置P2とする空間部11側へ張り出す膨出部15を設け、膨出部15の縦断面を、上位置P1から下位置P2まで3つ以上8つ以下の連続する直線部L1〜L3で構成し、隣り合う直線部L1〜L3のなす角θ1、θ2を、174度以上179.97度以下の範囲内とし、上位置P1と下位置P2を結ぶ直線L4を底辺とする膨出部15の最大高さhを0.2mm以上5mm以下の範囲内とした。
(もっと読む)
連続鋳造用鋳型
【課題】溶鋼の熱影響による熱変形を抑制し、これにより鋳型コーナー部での鋳片の凝固遅れを抑制して、良好な品質の鋳片を製造可能な連続鋳造用鋳型を提供する。
【解決手段】間隔を有して対向配置された一対の短辺10と、これを幅方向両側から挟み込んだ状態で対向配置された一対の長辺と、これらの裏面側に複数の締結手段11によってそれぞれ固定された支持部材とを有し、短辺及び長辺で囲まれ上下方向に貫通した空間部に溶鋼を供給して冷却しながら鋳片を製造する連続鋳造用鋳型であり、一対の短辺10及び一対の長辺のいずれか一方又は双方に、空間部へ供給した溶鋼の湯面位置の上方へ50mm以上を上位置とし、湯面位置の下方へ100mm以上を下位置とする規定領域R内に設けられる締結手段11の幅方向の締結ピッチR1を、短辺10の幅方向の寸法Wの15%以上50%以下の範囲内とした冷却板を使用した。
(もっと読む)
連続鋳造用鋳型
【課題】鋳片のコーナー部の凝固遅れ、特に、鋳片の厚み方向上面側の凝固遅れを効果的に抑制し、操業の安定化や生産性の向上が図れる連続鋳造用鋳型を提供する。
【解決手段】垂直曲げ型連続鋳造機11に使用され、冷却部材13の空間部12に溶鋼14を供給して冷却しながら、冷却部材13の下方へ引き抜いて鋳片15を製造する連続鋳造用鋳型10において、鋳片15の厚み方向に対向配置される冷却部材13の内面19、20の間隔Sを、冷却部材13の下方へ向けて減少させ、しかも鋳片15の上面となる側の冷却部材13の内面19の上端位置PLTと下端位置PLBを結ぶ直線LLの鉛直方向に対する傾斜角度θLを、下面となる側の冷却部材13の内面20の上端位置PFTと下端位置PFBを結ぶ直線LFの鉛直方向に対する傾斜角度θFより大きくし、かつ傾斜角度θLと傾斜角度θFとの差を、0.007度以上0.2度以下の範囲内とした。
(もっと読む)
連続鋳造用鋳型
【課題】鋳型コーナー部でのスラブの凝固遅れを抑制、更には防止でき、良好な品質のスラブを製造できると共に、鋳型寿命を従来よりも長くできる連造鋳造用鋳型を提供する。
【解決手段】間隔W1を有して対向配置される短片部材11、12と、これを幅方向両側から挟み込み対向配置される長片部材13、14を有し、これらで形成される空間15内の溶鋼を冷却し凝固させながら下方へ引き抜き、板幅が600mm以上のスラブを製造する連続鋳造用鋳型10において、短片部材11、12の間隔W1はスラブの引き抜き方向へ向けスラブの凝固収縮形状に応じて狭くなり、短片部材11、12の内側断面形状が、溶鋼の湯面から下方へ200mmまでの範囲と、200mmよりも下方の範囲で、所定の式を満足し、更に短片部材11、12の内面側には、溶射によるコーティング層が形成されている。
(もっと読む)
連続鋳造用鋳型
【課題】鋳型本体の内側表面に、優れた耐食性、耐溶着性、及び耐摩耗性を有する溶射皮膜が形成された連続鋳造用鋳型を提供する。
【解決手段】鋳型本体10の内側表面に溶射皮膜11が形成された連続鋳造用鋳型において、溶射皮膜11を形成する微粉末Aは、W:15質量%以上30質量%以下、B:2質量%以上4質量%以下、Si:2.5質量%以上4.5質量%以下、Cr:0又は0を超え8質量%以下、熱伝導率の低下防止材:0又は0を超え10質量%以下、及び残部NiからなるW系自溶性合金の金属マトリックスを含む。
(もっと読む)
11 - 20 / 40
[ Back to top ]