
株式会社ソアテックにより出願された特許
11 - 20 / 30
光学式測定システム
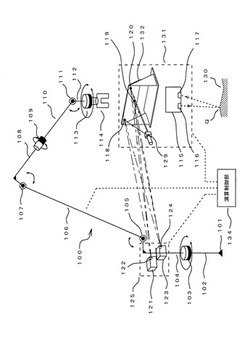
【課題】 所定位置に固定した原点を基準として、移動する測定対象の形状等を簡単な構成で高精度に測定すること。
【解決手段】 相互の位置関係が既知の光学式測定部121、123を有する複眼測定部125を所定の固定位置に配設すると共に、反射部132上に3つの標点118〜120を形成する標点用光源129及び標点118〜120に対して所定位置に配設された光学式測定部115を有しアーム式多関節ロボット100のハンド部114に一体的に設けられた光学式測定器131を備え、複眼測定部125によって所定の固定位置を原点として標点118〜120の座標を測定すると共に、測定部115によって所定位置を基準として測定対象130の形状等を測定し、これらの測定値及び設定値に基づいて、前記原点を基準として、測定対象130の形状等を測定する。
(もっと読む)
光反射装置

【課題】円錐体表面に反射部を有する光反射装置において、多様な用途に使用可能にすること。
【解決手段】光反射装置102の円錐体103には、反射部104が円錐体103の頂部201を含む円錐状領域に設けられ、環状の反射部106が環状の非反射部105を挟んで同心円状に設けられている。光源101から光107を光反射装置102の頂部201側へ向けて照射すると、中心部分の光202は円錐領域である反射部104によって反射され、シート状で円形状の光108となって円筒部材110内面側に照射される。これによって円筒部材110内面は線状に照射される。外側部分の光203は反射部103によって反射され、所定の厚みを有し円形状の光109となって円筒部材110内面側に照射される。これによって円筒部材110内面は帯状に照射される。
(もっと読む)
光学式測定装置
【課題】 簡単な構成で、測定部を小型化可能な光学式測定装置を提供すること。
【解決手段】 演算制御部120は、測定対象102を走査するパターンで光スイッチ部104のオン、オフを制御する。光源130からの測定用光は光スイッチ部104、第1光ファイバ束108、凹レンズ115を介して測定対象102に照射され、測定対象102で反射した測定用光は、受光レンズ114、第2光ファイバ束107を介して光検出部105によって検出されると共に、受光レンズ116、第2光ファイバ束109を介して光検出部106によって検出され、演算制御部120は光検出部105、106で検出した測定用光に基づいて測定対象102の3次元形状等を算出する。
(もっと読む)
光学式測定装置及び加工システム
【課題】加工対象を加工しながら、前記加工対象の形状等を光学的に高精度に測定できるようにすること。
【解決手段】金型部品である測定対象4の測定時に、加工用テーブル2及び主軸ヘッド6の少なくとも一方を相対的に移動させ、光学式測定器18は前記移動に同期させながら測定対象4の測定データを出力する。データ処理装置25は、制御部26を介して受信した前記測定データに基づいて測定対象4の形状を表す形状測定データを算出し、前記形状測定データと加工用形状データとの差異が許容値内にあると判断した場合、及び、既に加工済みで測定対象4と組をなす金型部品との組合せ状態が許容値内に入ると判断した場合に良と判断して合格通知を行う。
(もっと読む)
光学装置及び光学式測定システム
【課題】簡単な構成で、多様な走査パターンの測定用光によって測定対象を走査して測定できるようにすること。
【解決手段】対向配設された円柱型ウエッジプリズム6、7は、光軸30に沿って設けられた貫通穴11、14を有し、光源2からの測定用光31を貫通穴11、14を通して基準測定用光32として測定対象20側に出力すると共に貫通穴11、14以外の部分を通して走査測定用光33として測定対象20側に出力する。円柱型ウエッジプリズム6、7の少なくとも一方を、光軸30を中心に相対的に回転したり、光軸30に沿って移動させて相対距離を変えることによって、測定対象20を多様な走査パターンの走査測定用光33によって走査し、光検出素子18によって検出した基準測定用光34と走査測定用光35に基づいて測定対象20の形状等を算出する。
(もっと読む)
光学式測定システム
【課題】加工機の工具取付部に光学式測定手段を装着して測定対象についての長さに関する特性を測定する際に、多様な形状の測定対象について高精度な測定を行うことができるようにすること。
【解決手段】測定対象4を加工したときと同じように駆動パターン51に沿って主軸ヘッド6を駆動制御し、前記駆動に同期して、光学式測定器18の光源21から測定対象4に測定用光15を照射すると共に測定対象4で反射した測定用光15を光検出素子22によって検出し、主軸ヘッド6の位置情報と前記位置情報に同期して光検出素子22によって得られた測定データに基づいて、測定対象4の形状や加工誤差等を算出する。
(もっと読む)
光学式測定システム
【課題】加工機の工具取付部に測定手段を装着して測定対象の形状等を測定する際に、高精度な測定を行えるようにすること。
【解決手段】演算制御部37は、加工機1の加工用テーブル2及び主軸ヘッド6を所定方向に移動させ、加速度検出器41、46からの加速度信号を2回積分した値が所定の基準値内のときに、テーブル2及び主軸ヘッド6が停止したと判断し、工具取付部10に装着した光学式測定装置18は測定対象4で反射した測定用光を検出する。演算制御部37は、NC制御装置9からテーブル2及び主軸ヘッド6の駆動用指令値を受けて同期をとりながら、テーブル2及び主軸ヘッド6を所定量ずつ移動させて測定対象4を走査しながら計測を行い、検出した測定用光に基づいて測定対象4の形状等を算出する。これにより、加工用テーブル2及び主軸ヘッド6の位置と測定データが同期し、測定対象4の形状等の算出が高精度に行われる。
(もっと読む)
光学式測定方法及び光学式測定装置
【課題】 短時間で測定対象の光学的測定を行えるようにすること。
【解決手段】 光源103からの微細な断面面状の測定用光は、レンズ104、105によって径が拡大された後、その外周部分が凸筒コーンミラー107の光反射面108によって凹コーンミラー110側に反射されると共に、その中心部分の基準測定用光122は貫通孔109を通って測定対象124に照射される。コーンミラー110から出力された環状測定用光123は、凹レンズ112、凸レンズ113、平凸リングレンズ114、平凹リングレンズ115、凸コーンミラー118、凹コーンミラー116を介して測定対象124に照射される。演算制御部200は、凹コーンミラー116を光軸106に沿って移動制御して、測定対象124を径の異なる環状測定用光123により走査し、光検出部102によって検出した測定用光及び基準測定用光に基づいて、測定対象124の形状等を算出する。
(もっと読む)
光学式測定器及び光学式測定方法
【課題】簡単な構成で、側面に凹部を有する測定対象物でも、形状等の測定を可能にすること。
【解決手段】加工機の工具取付部10に対して着脱可能な形状を有するホルダ部11と、収容部34とが一体的に向けられており、収容部34内には反射ミラー37が軸36に回動自在に保持されている。反射ミラー37を回動させない第1位置では光源から出力される測定用光の進行方向を変えずに測定対象物4に照射して測定対象物の測定を行う。側面に凹部を有する測定対象物の側面形状を測定する場合、反射ミラー37を所定角度回動させた第2位置に保持して測定用光の進行方向を変えて測定対象物に照射し、測定対象物で反射した測定用光を光検出素子39によって検出して、測定対象物の測定を行う。
(もっと読む)
光学式測定方法及び光学式測定装置
【課題】 簡単な構成で、多様な測定に対応できるようにすること。
【解決手段】 光源11から測定対象物12の測定対象位置17に測定用光を照射し、相互の位置関係は既知であると共に光源11とは位置関係が無関係な任意の位置に配設された受光レンズ13及び光検出素子15、受光レンズ14及び光検出素子16によって、測定対象位置17で反射した測定用光を検出し、所定位置を基準とする測定対象位置17の座標、所定位置から測定対象位置17までの距離または、測定対象物12の形状を算出する。
(もっと読む)
11 - 20 / 30
[ Back to top ]