
関戸機鋼株式会社により出願された特許
1 - 4 / 4
転動成形型とそれを用いた筒状金具の製造方法,筒状金具を用いた防振ゴムブッシュの製造方法
【課題】筒状金具の軸方向端面に対して新規なパターンの突起を形成することが出来る転動成形型と、それを用いた筒状金具の製造方法及び筒状金具を用いた防振ゴムブッシュの製造方法を、提供すること。
【解決手段】筒状金具14の軸方向端面に押し付けられるテーパ状外周面30を備えており、テーパ状外周面30には傾斜方向成形溝32を複数形成されたセレーション加工部が設けられている。セレーション加工部の軸方向大径側にはセレーション加工部より大径の立上げ押え部40が設けられており、セレーション加工部の大径側端部における立上げ押え部40との間には外周面に開口して周方向に延びる周方向成形溝44が形成されている。周方向成形溝44に対して傾斜方向成形溝32が接続されていると共に、立上げ押え部40の軸方向端面によって、筒状金具14の軸方向端面の外周角部に対して外周側から押し付けられる外周押え面42が形成されている。
(もっと読む)
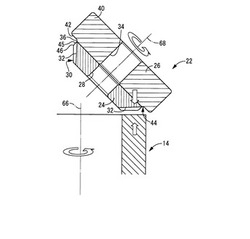
筒状金具の製造方法及び該筒状金具を用いた防振ゴムブッシュの製造方法

【課題】加工設備の複雑化や大型化を伴うことなく筒状金具の軸方向端面に形成される突起の設計自由度を向上させることにより、回転阻止機能を損なうことなく、筒状金具の軸方向端面上を通じての雨水等の侵入が防止される、新規なパターンの突起を筒状金具の軸方向端面に対して形成することが出来る、筒状金具の新たな製造方法を提供する。
【解決手段】一体的なテーパ状外周面である成形面26の母線方向中間部分で環状に延びる周方向成形溝28が形成されていると共に、周方向成形溝28を挟んだ内外周両側で成形面26のテーパ傾斜方向に延びる傾斜方向成形溝30が複数形成された転動成形型22を用いる。転動成形型22の小径側を円筒素管14の内周側に且つ大径側を外周側に向けて成形面26を軸方向端面に押し付けつつ周方向に転動させることにより、軸方向端面に対して塑性加工をして、環状止水突起と滑止め突起とを同時に形成する。
(もっと読む)
ツールプリセッタ
【課題】収容状態をコンパクトにするツールプリセッタを提供する。
【解決手段】支持部材50の回動軸O2は、+X方向を基準として−Z方向へ所定角θ1傾斜するとともに+Y方向へ所定角θ2傾斜する。第2アーム52は、検出状態において回動軸O2を基準として+Z方向へ所定角θ3傾斜するとともに−Y方向へ所定角θ4傾斜する。所定角θ1、θ2、θ3、θ4を同一角度に設定することで、第2アーム52は、検出状態においてXZ平面に平行となるとともに、収容状態においてXY平面に平行となる。これにより、収容状態において加工室12の側壁18と第2アーム52との距離を小さくすることができる。
(もっと読む)
打ち込み工具
【課題】高圧タイプの釘打ち機において、打ち込み具に合わせて打撃用のドライバが太くなって重量化する場合に、ピストン上死点での衝撃及びリバウンドを低減するために、従来ドライバに深孔加工してその軽量化を図っていた。これでは、特殊な孔明け加工が必要となるためにコストが嵩む問題があった。本発明では、大きなコストアップを招くことなく、ドライバを軽量化できるようにする。
【解決手段】ドライバ20を打撃部21と本体部22と結合部23に3分割し、本体部22の両端部に対して通常のドリルを用いた孔明け加工を施すことによりその軽量化を図る。これにより特殊かつ高価な孔明け加工を不要としてコストの低減を図る。
(もっと読む)
1 - 4 / 4
[ Back to top ]