
マイウッド・ツー株式会社により出願された特許
11 - 16 / 16
積層塑性加工木材
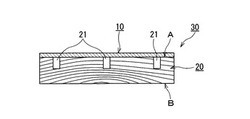
【課題】表層部分における硬度を高めて傷付き易さを解消すると共に、製品化後の木材の周囲環境条件が変化したときでも、歪みの発生をなくし寸法安定性や形状安定性を向上できること。
【解決手段】加工前木材1の木目の長さ方向に対して垂直方向の加熱圧縮により、厚み全体に圧縮率がほぼ均一に塑性加工された表層材10と、年輪の内側の平面である木表側板目面に、年輪を切断する所定の断面形状の溝条21を木材の木目の長さ方向に形成した内層材20と、表層材10と内層材20の間に介在し,両者を一体に接合する接着剤とを具備する積層塑性加工木材30において、溝条21の断面形状の深さを内層材20の厚みに対して20%以上乃至90%以下とし、溝条21の断面形状の幅を1mm乃至10mmの範囲内とし、内層材20の内部応力を小さくする。
(もっと読む)
塑性加工木材製造方法

【課題】木材の含有水分(含水率)にかかわらず乾燥処理を省略でき、加熱圧縮処理後に直ちにプレス機から取り出しても、その表面に割れ、膨らみ変形等を生じないこと。
【解決手段】含有水分未調整の木材1に対して多軸ボール盤10にて複数の呼吸孔6が穿設された木材2がプレス盤20の内部空間25内に設置され加熱圧縮成形され、内部空間25が密閉状態とされる。この際、呼吸孔6を介して木材2の表面及び内部と内部空間25における高温高圧水蒸気が通過自在であるので、余分な水分が除去され、また、木材2の全体に存在する蒸気圧が均一化され固定化される。これにより、木材の含水率にかかわらず乾燥でき、また、固定化後にプレス盤の内部温度を下げることなく密閉状態を解放し、木材を直ちに取出してそのまま自然冷却させても木材の表面に割れ、膨らみ変形等を生じることのない安定した品質の塑性加工木材を得ることができる。
(もっと読む)
積層塑性加工木材
【課題】 木材の表面の傷付き易さを解消し、また、周囲環境条件が変化による歪みの発生をなくして寸法安定性を向上すること。
【解決手段】 積層塑性加工木材LPW1は、両面の表面から内側に高密度な塑性加工領域HPAが部分的に形成された内層用塑性加工材IPW1を内層とし、その両面の各々に対して、厚み全体に高密度な塑性加工領域HPAが形成された表層用塑性加工材SPWを表層とし、互いの圧縮加工方向を同一として重ねられ、その間に接着剤を介在させて一体に接合された三層構造にて構成されているため、表面の傷付き易さが解消される。また、内層用塑性加工材IPW1の両面の表面から内側には共に高密度な塑性加工領域HPAが形成されていることで、表裏面のバランスがよく周囲環境条件が変化したときの歪みの発生がなく寸法安定性が向上される。
(もっと読む)
表層塑性加工木材及び表層塑性加工木材製造装置及びその製造方法
【課題】 木材の体積を大きく低下させることなく、表面の傷付き易さを解消すると共に、周囲環境条件が変化したときの歪みの発生をなくして寸法安定性を向上すること。
【解決手段】 木材NWを人工乾燥機1で乾燥して乾燥木材DWが形成され、この乾燥木材DWを水槽5の水中に浸漬することで全表層に対して水分が浸透され表層含水木材SWWが形成され、この表層含水木材SWWが加熱・冷却プレス盤10により加熱圧縮されたのち冷却されて表層塑性加工木材SPWが形成される。これにより、表層塑性加工木材SPWは元の木材NWからの体積の低下が少なく、圧縮された両面の表層部分のみに高密度塑性加工領域が形成される。このため、表層塑性加工木材SPWは、表層部分の硬度が高い高密度塑性加工領域により表面の傷付き易さが解消され、両面の表層におけるバランスが良いため周囲環境条件が変化したときの歪みの発生がなく寸法安定性が向上される。
(もっと読む)
塑性加工木材製造装置及びその製造方法
【課題】 木材の圧縮加工における加工時間を短縮すると共に、加工後に膨らみ変形を生じない安定した品質の製品を得ること。
【解決手段】 加熱プレス盤100Aの内部空間IS内に載置された補助板SB上の木材NWが加熱圧縮され、内部空間ISが密閉状態に所定時間保持されている間に、木材NWに元々含まれている水分が蒸気圧となって内部空間ISを介して木材NWの周囲面、更には内部とで通過自在となることで、木材NWが均一に固定化される。この後、木材NWが加熱圧縮され固定化後にそれまでのプレス圧が短い時間外され、その表面温度が多少低下したとしても膨らみ変形の発生を遅らせることができることとなり、直ちに冷却プレス盤100Bにて冷却圧縮されることで膨らみ変形を生じることのない安定した品質の塑性加工木材PW1を製造することができる。
(もっと読む)
塑性加工木材製造装置及びその製造方法
【課題】 木材の加熱圧縮成形における加工時間を短縮すると共に、加工後に膨らみ変形を生じることのない安定した品質の製品を得ること。
【解決手段】 プレス盤10Aの上プレス盤11A及び下プレス盤21Aの内部空間ISに載置された木材NW1が加熱圧縮成形され、内部空間ISが密閉状態に保持される。この際、下プレス盤21Aに形成された木材NW1に食い込む程度の突起部24を介して木材NW1の圧縮面と内部空間ISとにおける高温高圧の水蒸気が通過自在であり、この内部空間ISが密閉状態から所定時間経過後に開放される。この内部空間ISが密閉状態であるときの高温高圧の水蒸気の流通により、木材NW1の内部及び内部空間ISに存在する蒸気圧が均一化される。これにより、塑性加工木材を冷却することなくプレス盤から取出したときの膨らみ変形が防止でき、安定した品質の塑性加工木材を得ることができる。
(もっと読む)
11 - 16 / 16
[ Back to top ]