
三菱重工プラスチックテクノロジー株式会社により出願された特許
1 - 10 / 50
射出成形システム
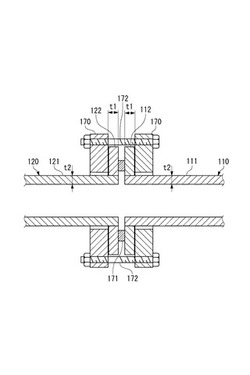
【課題】加熱・冷却を繰り返しても、配管のフランジ部と管状部との継ぎ目の部分に亀裂が生じるのを防ぎ、信頼性を高めることのできる射出成形システムを提供することを目的とする。
【解決手段】配管部材110、120のフランジ部112、122どうしを連結する環状プレート170、170が環状とされることで、管状体111、121とは接触せず、管状体111、121との間に空気による断熱層Aが存在するようにした。これにより配管部材110、120と、これらを互いに連結する環状プレート170、170との熱伝達が行われにくく、環状プレート170、170による熱影響を抑える。さらに、フランジ部112、122が熱膨張・収縮するときには、フランジ部112、122と環状プレート170との間で滑りが生じるようにした。
(もっと読む)
射出発泡成形機及びこれを用いた射出発泡成形方法

【課題】キャビティ内に射出充填した発泡性溶融樹脂を、金型を寸開することにより発泡させ、高精度の発泡成形品が得られるようにする射出発泡成形機に関し、固定型盤に対して可動型盤を進退可能に駆動するコアバック装置の構成と作動方法を提供する。
【解決手段】本発明に係る射出発泡成形機は、コアバック装置が、ボールねじナット13と、該ボールねじナット13を型開閉方向に進退動作させる駆動機構と、ボールねじナット13が前進して当接するストッパー部材18と、ボールねじナット13とストッパー部材18が当接後に両者を連結する連結装置70と、を備え、ボールねじナット13と駆動機構は、可動型盤又は固定型盤のいずれか一方の型盤に固定され、ストッパー部材18はもう一方の型盤に固定されている。
(もっと読む)
射出成形機の中間型盤
【課題】小型軽量化を図ると共に、駆動応答性を高める。
【解決手段】可動側金型を取付けた可動型盤と固定側金型を取付けた固定型盤の間に、両背面に可動側金型又は固定側金型にそれぞれ嵌め合されてキャビティを形成する金型が取付けてある中間型盤と、2つのキャビティにそれぞれ樹脂材を充填する1組の射出充填ユニットとを有する射出成形機である。中間型盤は、複数の突出しロッド28と、複数の突出しロッドが出入り可能な複数の貫通孔を有する2枚の金型取付板21,22と、2枚の金型取付板を所定の間隔で平行に保持する複数の間隔部材23,26と、2枚の金型取付板の間の空間に突き出し方向に移動可能に設置され複数の突出しロッドが固定された突出板25と、2枚の金型取付板に両端を固定され突出板をガイドする複数のガイドロッド27と、突出板の外周端部に一端を連結した突出板作動用油圧シリンダ35とを有する。
(もっと読む)
加熱装置付金型、及び樹脂の射出成形方法
【課題】樹脂の射出成形時に金型のキャビティ面を高周波コイルで誘導加熱する加熱装置付金型において、キャビティ面の形状に拘わらずその全体を十分に加熱する手段を提供する。
【解決手段】本発明に係る加熱装置付金型10は、キャビティCを形成する金型本体12と、該金型本体12に設けられて金型本体12のキャビティCに面するキャビティ面11を加熱する高周波コイル13とを備え、キャビティ面11のうち高周波コイル13から離間した突起部16を補助的に加熱する補助加熱流路17が設けられたものである。
(もっと読む)
射出成形システム、配管部材
【課題】加熱・冷却を繰り返しても、配管のフランジ部と管状部との継ぎ目の部分に亀裂が生じるのを防ぎ、信頼性を高めることのできる射出成形システム、スリーブ、配管部材を提供することを目的とする。
【解決手段】スリーブ140Aを配管部材110、120の連結部に挿入配置することで、フランジ部112、122と管状体111、121の継ぎ目近傍の内側にスリーブ140Aを位置させて、スリーブ140Aにより断熱効果を発揮させる。スリーブ140Aは、配管部材110、120とは線膨張係数が異なり、熱伝導率がより低い材料で形成する。スリーブ140Aの筒状部141の外径を管状体111、121およびフランジ部112、122の内径よりも小さく設定し、筒状部141の外周面と管状体111、121およびフランジ部112、122の内周面との間に隙間200を形成するのが好ましい。
(もっと読む)
射出成形機の金型取付部材および金型取付方法
【課題】金型の正確な位置決めができ、構造が簡単でコスト安く、寿命が長い金型取付部材を提供する。
【解決手段】金型を取り付けて相対的に開閉動作可能な互いに対向した複数の型盤と、前記互いに対向した複数の型盤にそれぞれ取り付けられ、前記互いに対向した複数の型盤の閉動作により互いに当接して、内部にキャビティを形成する金型4と、金型4の下端面4bに設けたテーパ状凹形状部4aと、金型4を取り付けて相対的に開閉動作可能な型盤の一方又は両方の下部に設けられ、吊り下ろされる金型4の重量を受けると同時に上下方向の位置決めを行うための水平面15bを有し、前記金型のテーパ状凹形状部4aのテーパー面に嵌合し、左右方向の位置決めを行うための一つのテーパー状凸形状部15aと、前記一つのテーパ状凸形状部15aと一体に形成された一つの弾性部とを備えた位置決め部材15からなることを特徴とする。
(もっと読む)
二材成形用射出成形機
【課題】ケーブルベアの設置場所を小さく、収まりよくすることで、温度調整用熱媒体配管、電気配線などの反転型盤に接続される部材のサイズ、容量の増大、本数増加によるケーブルベアのサイズアップを容易にし、また、反転盤の正逆回転時にもケーブルベアの屈曲抵抗が小さくなる構造とすることで、衝撃や騒音が少なく寿命が長いケーブルベア装置を備えた射出成型機を提供する。
【解決手段】反転型盤と一体で且つ反転台7の下面まで反転台7を貫通したケーブルベア支持部材と、該ケーブルベア支持部材側に一端を固定し他端を前記反転台側に固定したケーブルベアとを設置し、ケーブルベアが前記反転型盤の反転に伴い、ケーブルベアの最小屈曲半径で、且つ、ケーブルベアが前記ケーブルベア支持部材に接触せずに巻き取られるようにした。
(もっと読む)
射出発泡成形機
【課題】コアバック装置の少数化、小型化を可能とし、低コストの射出発泡成形機を提供すると共に、更にコアバック動作時の型締シリンダの型開用油室に油圧回路中のアンロード油を充当させることによって、コアバック抵抗力の低減および型開速度低下を防止可能な射出成形機を提供する。
【解決手段】射出発泡成形機は、可動型盤3を固定型盤2から離間させる発泡コアバック動作の際に、2組の型開閉用アクチュエータと、前記2組のコアバック専用装置を併用して同時に動作制御するコアバック専用プログラムを備えている。
(もっと読む)
射出圧縮成形機の型締装置
【課題】射出圧縮成形において当該応答性の高い油圧シリンダの制御システムを提供すると共に、高品質な成形品の圧縮成形を可能にする。
【解決手段】一対の金型間に、成形素材を収納して複数の型締シリンダ11a(11c)により圧縮成形する圧縮成形機において、作動流体を供給する作動流体圧源と、作動流体を受けて、複数の型締シリンダ11a(11c)の夫々における可動部位の変位及び移動速度並びに複数の型締シリンダ11a(11c)への供給作動流体圧を調整するサーボ弁機構と、複数の型締シリンダ11a(11c)の夫々におけるピストンヘッドの位置を検出する位置検出手段55a(55c),57a(57c)と、前記ピストンヘッドの位置を、ピストンヘッドとシリンダの端面間の距離において境界距離Lbとすることによって、複数の型締めシリンダ11a(11c)の圧縮側油室の油柱共振周波数を制御周波数によって共振しない値に高くする。
(もっと読む)
油圧回路マニホールド及び射出成形機
【課題】油圧回路マニホールドの構成を改善して部品コスト、組立作業コスト、設計時間などを減少させるような油圧回路マニホールドおよび油圧装置を提供する。
【解決手段】油圧回路マニホールド11は、単一又は複数の油圧アクチュエータを作動させる単数又は複数の切換弁を取付けた複数の油圧回路サブマニホールド15、16、17と、油圧源からの配管に接続する接続口14aaと複数のサブマニホールドに作動圧油を供給する油圧供給流路と各サブマニホールドからの排出油を受け取る排出流路と該排出流路の下流端にタンクへの排出配管との接続口14bbを有する油圧回路ベースマニホールド14とにより構成されている。
(もっと読む)
1 - 10 / 50
[ Back to top ]