
有限会社小松鋳型製作所により出願された特許
1 - 5 / 5
食品焼成板
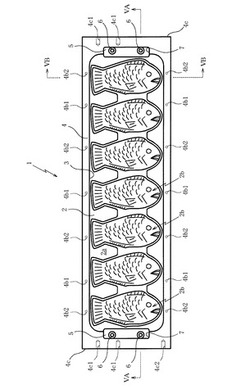
【課題】 食品焼成装置への装着後において焼成面に対するメンテナンスを簡易に行うことができる食品焼成板を提供することを課題をする。
【解決手段】 食品焼板1は、主に、複数の焼成部2bを焼成面2aに有する長方形板状の型板2と、その型板2が嵌着される嵌着孔3を有する長方形枠状の枠板4と、その枠板4に型板2を係止する係止プレート5と、その係止プレート5を枠板4にネジ止め固定する係止固定ビス6とを備えている。この食品焼板1は、型板2の外周形状と枠板4の嵌着孔3の内周形状とが整合したものとなっており、その嵌着孔3内に嵌着された型板2が枠板4に対して2枚の係止プレート5及び4本の係止固定ビス6を介して係止されることで組み立てられる。
(もっと読む)
造形用材料、機能剤、造形製品及び製品
【課題】融点が1000℃を超えるような高融点金属を注湯可能な粉末固着積層法における造形用材料、及び、機能剤を提供する。
【解決手段】70重量%以上の鋳物砂と、当該鋳物砂を相互に結着させるバインダーの粉状前駆体であるところのセメント又は耐熱性を有する樹脂とが混合されてなる粉末固着積層法における造形用材料を製造する。そして、この種の造形用材料とともに、前記粉状前駆体をバインダーに変質させる機能剤を用いる。
(もっと読む)
石膏鋳型

【課題】 石膏鋳型のコスト面でのメリットを維持しつつ、更に、通気性、及び、鋳型製造時の乾燥性を高めることができる石膏鋳型を提供することである。
【解決手段】 鋳型1は、鋳物製品を鋳造するための空洞部である鋳造キャビティ3が内部に画設されているものであり、鋳造キャビティ3の形状を象るようにその鋳造キャビティ3の周囲に所定厚みで形成されるキャビティ隔壁4と、そのキャビティ隔壁4と連設され鋳型1の外殻をなす所定厚みの鋳型外壁5と、その鋳型外壁5とキャビティ隔壁4との間に設けられる空間である鋳型中空部6とを有する鋳型本体2と、その鋳型本体2における鋳型中空部6内に充填される充填材が固められることで、鋳型本体2より高強度となってその鋳型本体2と一体化される鋳型補強体8とを備えている。
(もっと読む)
鋳型
【課題】 例えば、石膏系材料を素材として用いた場合でも、石膏製鋳型のコスト面でのメリットを維持しつつ、更に、耐久強度、通気性、及び、鋳型製造時の乾燥性を高めることができる鋳型を提供すること。
【解決手段】 鋳型1は、鋳物製品を鋳造するための空洞部である鋳造キャビティ3が内部に画設されているものであり、鋳造キャビティ3の形状を象るようにその鋳造キャビティ3の周囲に所定厚みで形成されるキャビティ隔壁4と、そのキャビティ隔壁4と連設され鋳型1の外殻をなす所定厚みの鋳型外壁5と、その鋳型外壁5とキャビティ隔壁4との間に設けられる空間である鋳型中空部6とを有する鋳型本体2と、その鋳型本体2における鋳型中空部6内に充填される充填材が固められることで、鋳型本体2より高強度となってその鋳型本体2と一体化される鋳型補強体8とを備えている。
(もっと読む)
シェルモールド造型装置及びシェルモールド造型方法
【課題】 造形されたシェルモールドの表面粗度の向上を図ることができ、その結果、このシェルモールドを使用した鋳物製品の品質を向上でき、特に、複数の羽根通路が形成されている羽根車を鋳造するために使用される鋳造用中子を造型することに適したシェルモールド造型装置及びシェルモールド造型方法を提供すること。
【解決手段】 圧縮空気がブロワ4から砂タンク2内へ供給されると、砂タンク2内に貯留されている造型砂が圧縮空気と一緒に、複数のブローノズル8からブロー孔13を通じて造型金型10の造型キャビティ11内へ吹き込まれる。このとき、造型キャビティ11内には外周部から中心部へ向かう気流が作り出され、この気流に乗って造型砂が、造型キャビティ11の外周部から中心部へ向けて吹き込まれ充填される。
(もっと読む)
1 - 5 / 5
[ Back to top ]