
株式会社日本テクノにより出願された特許
1 - 9 / 9
ねじ軸及びその製造方法
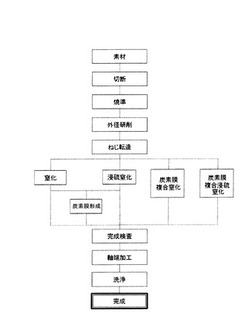
【課題】本来の機械的性能と共に寸法精度に優れ、価格と精度を両立させた安価なねじ軸と、このようなねじ軸の製造方法を提供する。
【解決手段】焼準を施した素材鋼の外周面に転造によってねじ溝を形成したのち、窒化処理又は浸硫窒化処理を施す。望ましくは、得られた窒化層又は浸硫窒化層上に、さらに炭素膜を形成する。
(もっと読む)
通電拡散接合装置及び方法

【課題】薄肉パイプ材などからなる被接合部材を高精度に接合することが可能な通電拡散接合装置及び方法を提供する。
【解決手段】通電拡散接合装置1は、被接合部材M,Mを挟持して、被接合部材M,Mと電気的に導通可能な上下電極11,12と、電極11,12に電流を供給する電源ユニット20と、接合面に圧力を付与する加圧ユニット30とを備える。加圧ユニット30は、温度センサ45の検知した温度Tが第1設定温度T1以下であるとき、被接合部材M,Mの変位を規制して接合面Sに圧力を付与し、第1設定温度T1を超えるとき、被接合部材M、Mの変位に応じて弾性変形するスプリング35dの弾性力に基く圧力を接合面Sに付与する。
(もっと読む)
鋳造型の表面処理方法およびそれを用いた鋳造型
【課題】 鋳造型を用いて製品を成形加工する鋳造成形において、成形材料の鋳造型への焼き付きを抑制し、製品の離型抵抗を低減する離型効果をより一層長く持続させる。
【解決手段】鋳造型の表面をカーボンナノコイル、カーボンナノチューブ、カーボンナノフィラメントからなる群から選ばれる少なくとも1種のナノカーボン類を含む炭素膜で被覆し、さらにその表面にフラーレン類を塗布する表面処理方法。鋳造型のキャビティ面等のアルミニウム等の成形材料の溶湯が接触する面に対してこの表面処理方法を行うと、成形材料の溶湯が型に焼き付きが抑制され、製品の離型抵抗が低減されて、離型効果が向上する。従来の炭素膜よりも離型効果がより一層長寿命化する。
(もっと読む)
浸窒焼入れ方法、浸窒焼入れ用ヒーター、および浸窒焼入れ装置
【課題】ヒーター表面でのアンモニアガスの分解量を一定にして、炉内の残留アンモニア濃度を安定させ、浸窒焼入れ部品の品質を向上することができる浸窒焼入れ方法、浸窒焼入れ用ヒーター、浸窒焼入れ装置を提供する。
【解決手段】鉄または鉄合金にて構成されるワーク11をアンモニアが供給される熱処理炉1内に設置し、金属部材にて構成され熱処理炉1内雰囲気に接触するように配置されるヒーター13により前記熱処理炉1内を加熱することで、前記ワーク11に窒素を浸透拡散させるとともに焼入れを行う浸窒焼入れ方法であって、前記ヒーター13の表面における酸化膜の形成範囲を調整することにより、ヒーター13表面でのアンモニアの分解度合いを制御する。
(もっと読む)
治具の空焼き方法および空焼き完了判定装置
【課題】アンモニアガスが供給される熱処理炉内での熱処理において、煩雑な準備作業を行うことなくワークの初回の熱処理時から安定した窒化ポテンシャルや窒化品質を得ることができる治具の空焼き方法および空焼き完了判定装置を提供する。
【解決手段】アンモニアガスが供給される熱処理炉2内で熱処理がなされるワーク21を熱処理炉2内に設置する際に用いられる治具22の空焼き方法であって、ワーク21に対する熱処理を行う前に熱処理炉2内に載置された治具22の空焼きを行い、空焼き中の熱処理炉2内の雰囲気の残留アンモニア濃度を計測し、計測した残留アンモニア濃度の値に基づいて治具22の空焼きの完了を判定する。
(もっと読む)
金型
【課題】圧力の繰り返し負荷や加熱−冷却サイクルによるたわみや、膨張・収縮などによる変形が発生しても、割れや欠けの生じにくい鋳造用や樹脂成形用の金型を提供する。
【解決手段】被成形材料との接触面、例えばキャビティCを形成する金型部材11,21,22の表面に、ナノカーボン類、すなわちカーボンナノコイル、カーボンナノチューブ及びカーボンナノフィラメントから成る群から選ばれる少なくとも1種を含む炭素膜を被覆する。
(もっと読む)
低摩擦摺動部材
【課題】高面圧に耐えると共に、耐摩耗性に優れ、摩擦係数が小さく、優れた摺動特性を長期に亘って発揮することができる摺動部材を安価に提供する。
【解決手段】摺動部材を構成する基材表面における少なくとも相手部材との摺接面に、望ましくは窒化層、浸硫層を介して、カーボンナノコイル、カーボンナノチューブ及びカーボンナノフィラメントから成る群から選ばれる少なくとも1種のナノカーボン類を含む炭素膜を被覆する。
(もっと読む)
通電拡散接合方法及び装置
【課題】設備費や操業コストを上昇させることなく、各種金属部材を接合面全体で安価に接合することができる通電拡散接合方法と、このような通電拡散接合に好適に適用することができる接合装置を提供する。
【解決手段】互いに突合わされた被接合材11,12を抵抗体7,8を介して電極4,5の間に挟持した状態で、被接合材11,12を突合わせ方向に押圧しながら、上記電極4,5間に接合面11a,12aの単位面積当たり30〜1000A/cm2の電流密度の交流電流を供給し、被接合材自身の通電による自己発熱と接合面11a,12aの接触抵抗による発熱に、抵抗体7,8の抵抗発熱による両端からの加熱を付加し、被接合材11,12を接合温度まで加熱することにより拡散接合する。
(もっと読む)
ガス窒化処理方法
【課題】設備費や操業コストが低く、雰囲気の露点管理を必要とせず、通常のガス窒化(ガス軟窒化も含む)はもとより、炭素鋼に対する500℃以下における低温ガス窒化(軟窒化)や、12%以上のCrを含む高クロム鋼のガス窒化をも可能にするガス窒化処理方法を提供する。
【解決手段】窒素ガス及びアンモニアガスの一方又は両方から成る雰囲気の加熱室内において鋼を400〜650℃の温度範囲で無酸化加熱すると共に、加熱室内に窒化促進ガスとして、例えばアセチレンガスに代表される鎖式不飽和炭化水素ガスを窒素ガス若しくは水素ガス、又はその両方で希釈した状態、あるいは希釈することなくそのままの状態で供給する。
(もっと読む)
1 - 9 / 9
[ Back to top ]