
ワイエス電子工業株式会社により出願された特許
1 - 10 / 10
プラズマ発生装置による絶縁性膜層の成膜方法、プラズマ発生装置による導電性膜層の成膜方法、絶縁性膜層、導電性膜層およびプラズマ発生装置
【課題】高品質な膜の形成を可能とできるプラズマ成膜方法を提供する。
【解決手段】プラズマ状態とし、重畳バイアス電圧をバイアス電圧印加部11に印加し、マイナス電圧区間ではイオンがワーク14に衝突して該ワーク表面に膜層を形成して行き、プラス電圧区間53では前記膜層の弱い付着力のイオンは該膜層から離れ移動し、かつ、電子が前記膜層に衝突して弱い付着力のイオンおよび該膜層の一部を剥がし、強付着力の膜による第1回目強付着膜層を残し、マイナス電圧区間とプラス電圧区間を繰り返すことにより、前記第1回目強付着膜層〜前記第n回目強付着膜層からなる多層膜を成膜する。
(もっと読む)
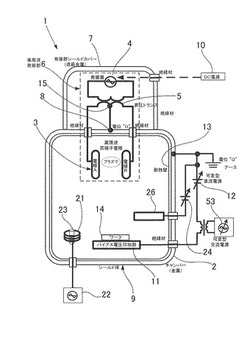
プラズマ発生装置

【課題】電磁輻射の起こらない、かつ、チャンバー内壁への強靭蒸着膜形成が起こらないプラズマ発生装置を提供することを目的としている
【解決手段】電位0状態で接地されたチャンバー2と、このチャンバー2内に設けられプラズマを発生させるプラズマ発生電極3と、自励式の高周波発振部6と、前記チャンバー2、該チャンバー2に導電形態で一体化されて前記高周波発振部6を覆うように設けられた高周波発振部シールドカバー7とからなるシールド体9と、前記トランス5の中位点と前記チャンバー2を電位0状態で接地してなる中位点接続部8と、前記発振器4に電力を供給する発振器用電源10と、前記チャンバー2内に該チャンバー2と絶縁状態で設けられたワーク電極形成部11と、このワーク電極形成部11にバイアス電圧を印加する前記シールド体9と電位0状態で接地されたバイアス形成用電源12とからなっている。
(もっと読む)
ツール取り付け装置
【課題】ツールの刃先と焼ばめホルダーのホルダー側位置決め鍔部の距離が常に一定に保持されて、正確・精密なツール取り付けが何の調節を行うことなく常に実現されるツール取り付け装置を提供する。
【解決手段】ホルダー支持台座に焼ばめホルダー2をセットし、第1の可動ベース体を移動させてツール焼ばめ保持部6を加熱部44に位置させ加熱して、ツール3のツールシャンク部4の尻を挿入させて、ツール押し手段35を動作させてツール3の先端に当てそのままツール把持孔5にツールシャンク部4を押し挿入していって押し手段停止位置Tで停止され、ツール3のツール押し手段35と付勢押し手段42で付勢挟み状態で冷却されて、ツールシャンク部4を焼ばめ把持状態にする。
(もっと読む)
組立て装置
【課題】 大型の焼ばめホルダーでもツールのシャンクの弱い当りによって敏感に横移動および傾きが得られて、芯合わせと挿入が確実に行うことができる組立て装置を提供することを目的としている。
【解決手段】 部品セット支持部6は、本体ベース33と、この本体ベース33の上部に上方に向けてエアを噴射させるエア噴射口34と、本体ベース33に載せられたエア噴射口34からのエアの噴射により浮き上がり状態とされる焼ばめホルダー5がそのフランジ38を載せてセットされる浮遊ベース39とから構成され、エア噴射口34からのエアの噴射による浮遊ベース39の浮き上がりによって、ツール10のシャンク11の尻の一部が該焼ばめホルダー5の部品把持部41の加熱により拡径した部品挿入穴42に軽く芯合わせがされ入るようになっている。
(もっと読む)
焼嵌装置
【課題】 焼嵌ホルダーを横向きに容易で安全にホルダー支持体に着脱することを可能とする焼嵌装置を提供することを目的としている。
【解決手段】 誘導加熱部2で誘導加熱される焼嵌ホルダー4の保持される部位5を横向きに嵌込保持するテーパー孔からなる保持する部位6を有するホルダー保持体7と、このホルダー保持体7の前方や保持する部位6内に保持される部位5が入った状態とされた焼嵌ホルダー4を保持される部位5の後部に突出させたボルト8に掛かり部9を掛け、レバー10を倒すことにより強制的に引き込んで、保持する部位6に保持される部位5を嵌込保持し且つ該嵌込保持状態をレバー10を起こすことにより容易に解除することができるクランク機構からなる強制嵌込保持手段11とからなっている。
(もっと読む)
切削具の焼嵌ホルダーへのセット方法および焼嵌装置
【課題】 主に切削具のホルダーへの交換を短時間で行うことができる切削具の焼嵌ホルダーへのセット方法および焼嵌装置を提供する。
【解決手段】 ドリルなどの切削具2を把持する焼嵌ホルダー3をセットするホルダーセット部4と、このホルダーセット部4にセットされた焼嵌ホルダー3に向かって移動される切削具2を仮把持する切削具仮保持体5と、この切削具仮保持体5のホルダーセット部4の対向側に設けられた、切削具仮保持体5に仮保持された切削具2の刃先に移動されてその当り面を当て状態で固定さて刃先止め位置Aを決定する位置決め体6と、ホルダーセット部4にセットされた焼嵌ホルダー3を加熱する高周波発生部7により2メガヘルツの高周波電流が流れる誘導加熱コイルからなる加熱部8とからなっている。
(もっと読む)
焼嵌装置
【課題】 切削具の取付け状態や焼嵌ホルダーの取付け状態などが芯ズレ状態となっていても確実に切削具の焼嵌ホルダーへの嵌込を実現する焼嵌装置を提供することを目的としている。
【解決手段】 把持穴2に切削具支持体10に支持された切削具3を嵌め込む動作をさせた状態において、切削具側面取り部位12やその縁が把持側面取り部10に当った場合には、その当り部位の滑り案内動作が生じて当り押す切削具3によりホルダー支持体8が突き動かされ焼嵌ホルダー5が動いて把持穴2に切削具3が挿入可能状態とされて把持穴2に切削具3が挿入されて行くようになっている。
(もっと読む)
鋼材部品、鋼材の熱処理方法および熱処理装置
【課題】 薄い鋼材あるいは直径の小さな鋼材であっても熱変形させることなく、外表面に300μm未満の熱処理された硬化層を有する鋼材部品を提供する。
【解決手段】 1〜4MHzの超高周波が出力2〜15kWで供給された誘導加熱手段に鋼材を近接させ、鋼材および誘導加熱手段の少なくとも一方を移動させながら鋼材の表面を加熱し、加熱直後の鋼材表面を急冷することによって熱処理し、鋼材の表面に50μm以上300μm未満の硬化層を形成する。
(もっと読む)
誘導加熱装置
【課題】 誘導加熱コイルの交換が簡単に素早く行える誘導加熱装置を提供することを目的としている。
【解決手段】 誘導加熱コイル4を支持体5と、昇圧トランス6の前部に設けられた支持体5を取り付けるための支持体取付部9と、この支持体取付部9に設けられた、該9に支持体5を当て手の単純一操作により押し抑え固定し、且つ、単純一操作により該押し抑え状態を解除する左右2つずつ計4つの支持体固定手段10a、10b、10c、10dとからなっている。
(もっと読む)
焼きばめ装置および加熱方法
【課題】保持する部材(焼きばめホルダーなど)のそれぞれの熱収縮保持部を、保持される部材(ドリル刃など)を挿入するなどの温度に正確に加熱することができる焼きばめ装置を提供することを目的としている。
【解決手段】刃具2を掴み保持した熱収縮保持部5が加熱部6で加熱され熱膨張して保持部位3が広がり、刃具2が熱収縮保持部5から解放された(アクション)ことを解放検出部9で検出し、この解放検出部9の検出を受けて熱収縮保持部5の部材目標温度(刃具解放温度)を温度計測部7で計測して温度計認知温度記憶部8に記憶し、刃具2を熱収縮保持部5に掴み保持させる場合に、温度計測部7の熱収縮保持部5の計測温度が温度計認知温度になるまで加熱部6で加熱し保持部位3を熱膨張広げて刃具2を該2に挿入させセットし、冷却手段(図示せず)で冷却して熱収縮させチャッキングを行う。
(もっと読む)
1 - 10 / 10
[ Back to top ]