
戸田工業株式会社により出願された特許
1 - 4 / 4
コンクリート枕木用鋼製型枠とその製造方法
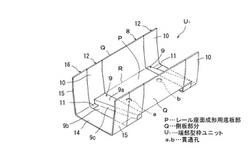
【課題】 コンクリート枕木用鋼製型枠の本体型枠を製造する際、溶接部位及びその研磨仕上げ量を減少して、それらに要する作業時間を短縮し、容易にレール座面成形用底板部の精度を確保し得るようにする。
【解決手段】 本体型枠Aの長手方向両端近傍部に設けられるレール座面成形用底板部Pとその両側に位置する側板部分Qを鋼板の曲げ加工により形成する。本体型枠の製造にあたっては、レール座面成形用底板部と側板部分を鋼板の曲げ加工により形成した溝状部材8の両端に段差部成形用底板部9及びその両側に連設された側板部分10を溶接し、レール座面成形用底板部にレール幅に対応する2個の貫通孔a,bを形成してなる左右一対の端部型枠ユニットU1,U2と、溝状の中央部型枠ユニットU3とを単体として製造し、これらのユニットを組立冶具24に覆い被せた状態に支持させ、突合せ端部外面を溶接して本体型枠を製造する。
(もっと読む)
プレキャストコンクリート製床版用の型枠装置

【課題】作業員に無理な体勢を強いることなく、型枠内面の清掃および剥離材の塗布作業を容易に行なうことができ、製造コストを低くすることができるプレキャストコンクリート製床版製造用の型枠装置を提供すること。
【解決手段】 継ぎ手鉄筋挿通孔を有すると共に傾斜した下面12を有する側面板38を備えたプレキャストコンクリート床版用型枠装置において、側部型枠26における側面板支承フレーム39に、縦アーム30の上部を取付け、縦アーム30を支持架台25aに設けられたブラケット29に横ピン37により回動可能に軸支し、縦アーム30には、横ピン37から離れる方向に延長されたストッパ部36が設けられ、横ピン37を中心として側部型枠26を回動して脱型した時には、ストッパ部36を支持架台25aに係合させて、側部型枠26を所定の角度回動した脱型位置に保持し、側部型枠26における側面板38の傾斜した下面12が上面側となるようにした。
(もっと読む)
レール取付金具の締結装置
【課題】 シャフトを軸芯方向に移動させて、弾機をレール押え具挿通孔に挿入する際、レール取付金具の頭部に横方向への力が作用しないようにしたレール取付金具の締結装置を提供する。
【解決手段】 シャフト7を軸芯方向へ往復移動することにより、シャフトに設けた弾機8がレール取付金具4のレール押え具挿通孔aに挿抜され、レール押え具挿通孔に挿入された弾機により、レール取付金具を下方へ引込み付勢した状態に仮固定する締結装置Aにおいて、型枠2の底板部2aの下方で且つ底板部2aに形成した開口部3におけるレール押え具挿通孔への弾機挿入方向上手側の一側部に、弾機の一部と当接して弾機をその押圧作用部Pがレール押え具挿通孔の内部底面よりも上方に位置するように上方へ弾性変形させるためのガイド部材12を設け、前記押圧作用部がガイド部材を乗り越えた後、下方へ弾性復帰して、レール押え具挿通孔の内部底面に当接するように構成する。
(もっと読む)
波形鋼板ウエブを用いた張出し架設橋梁の施工方法
【課題】波形鋼板ウエブを用いた橋梁ブロックにおいて、床版コンクリート打設前に波形鋼板ウエブと鉄筋とを一体化したプレハブ化鉄筋とすることで、橋梁ブロックの施工の合理化、迅速化を図る。
【解決手段】 橋幅方向に複数配設された波形鋼板ウエブ18とコンクリート24の上下床版19、20とから構成され、隣合う2つの波形鋼板ウエブ18と上下床版とで構成され、かつ橋軸方向に分割されてなる橋梁ブロックを場所打ち施工する工法において、室17を構成する波形鋼板ウエブ18と上下床版鉄筋22を組立て一体化しているプレハブ化鉄筋を桁先端に設け、上下床版鉄筋に床版コンクリートを打設することで、各波形鋼板ウエブ18と一体化した上下床版を構築して橋梁ブロック16を構成し、該橋梁ブロック16を橋軸方向に順次延長しながら架設する。
(もっと読む)
1 - 4 / 4
[ Back to top ]