
株式会社プラ技研により出願された特許
1 - 9 / 9
押出成形方法、および押出成形装置
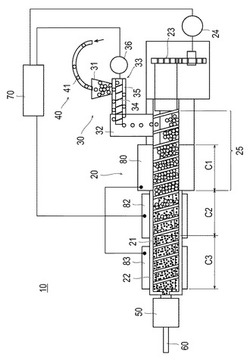
【課題】押出量を絞っても、成形不良の発生や成形品の表面性を低下させることなく良好な成形品を成形することが可能な押出成形方法、および押出成形装置を提供する。
【解決手段】押出成形装置10は、回転駆動されるスクリュー21をバレル22内に配置した単軸押出機20と、単軸押出機のスクリューのフィードゾーンC1に固形の樹脂材料40を供給するフィーダー30と、単軸押出機から押し出された樹脂材料を成形品60に成形するダイ50と、を有する。フィーダーは、フィードゾーンに供給する樹脂材料の供給量を、飽食フィード時の理論樹脂押出量の4〜79%の範囲で、成形品の成形に必要な生産押出量とスクリューの回転数とから定まる量としている。また、単軸押出機は、スクリューの回転数を、コンプレッションゾーンC2およびメータリングゾーンC3において樹脂材料に作用するせん断応力を少なくとも30kPa以上に維持する回転数としている。
(もっと読む)
溶融樹脂のスクリュー式押出機

【課題】ハウジングに十分の強度を確保させる一方、押出機から押し出される樹脂の状態を、樹脂形成品の形成にとって、より最適のものにできるようにする。
【解決手段】溶融樹脂のスクリュー式押出機は、シリンダ形状のハウジング11と、ハウジング11の軸心10上でハウジング11に挿入され、軸心10回りに回転R駆動させられるスクリュー13と、ハウジング11の軸方向の複数箇所に形成され、ハウジング11の内部を視認可能にする複数個の視認窓23とを備える。ハウジング11の軸方向の一端部側内に投入された樹脂2をハウジング11内で熱溶融させると共にスクリュー13の回転Rによりハウジング11の他端部から樹脂成形機5に向けて押し出すようにする。ハウジング11の軸方向で互いに隣り合う二つの視認窓23(A),23(B)のうち、一方の視認窓23(A)と他方の視認窓23(B)とをハウジング11の周方向で互いに偏位させる。
(もっと読む)
熱交換用パイプ
【課題】熱交換用パイプの内部孔を熱交換用の流体が流動する際の圧力損失が小さく抑制されるようにすると共に、熱交換用パイプを介しての流体の熱交換特性が良好に保持されるようにする。
【解決手段】樹脂製の熱交換用パイプは、建物1の躯体側3に支持される支持体5の所定部位にそれぞれ取り付け可能とされる複数の直線状パイプ18と、各直線状パイプ18の各端部同士を一体的に連結すると共に、軸心19が円弧状に屈曲可能とされる複数の連結パイプ20とを備える。各パイプ18,20の内部孔8を熱交換用の流体9が順次流動するようにする。連結パイプ20の周壁がその軸方向に向かってジグザグ状に屈曲させられ、この屈曲により生じたこの連結パイプ20の内面側の溝29が、円弧状に屈曲された連結パイプ20の軸心19回りに連続的に延びるスパイラル形状となるようにする。
(もっと読む)
長尺材の切断装置
【課題】連続的に送り出されてくる長尺材を次々と切断して所定寸法の長尺品を次々と成形する場合に、この長尺品の寸法精度を向上させる。
【解決手段】切断装置1は、前方に向かい往、復移動A,B可能に設けられる可動台18と、この可動台18に支持され、長尺材2の長手方向の一部19を挟持C、挟持解除可能とするチャック装置20と、可動台18に支持されると共にチャック装置20の後方近傍に配置され、長尺材2を切断する切断機21と、可動台18を前方に向かって付勢可能とする空気圧シリンダ23とを備える。長尺材2の長手方向の一部19をチャック装置20が挟持Cした状態で、送出装置7から長尺材2の一部19に至るまでの長尺材2の部分29にたるみが生じないよう、空気圧シリンダ23が可動台18を前方に向かって付勢してこの可動台18を往移動Aさせ、この可動台18の往移動A中に、長尺材2の部分29を切断機21により切断する。
(もっと読む)
樹脂多重管の押出成形装置
【課題】押出成形装置をコンパクトにして、その占有空間を小さくできるようにする。
【解決手段】多重管の押出成形装置は、樹脂3〜5を熱溶融させて押し出す複数のスクリュー式押出機6〜8と、これら各押出機6〜8から押し出された各樹脂3〜5を前方に向かい通過させて多重管2を成形するダイ15と、各押出機6〜8とダイ15との間に介設されて各押出機6〜8から押し出された各樹脂3〜5をそれぞれ導入する一方、これら各樹脂3〜5をダイ15に送り込むよう吐出する容積式ポンプ28〜30とを備える。各ポンプ28〜30をダイ15の左、右側面31,32、および上、下面33,34のうち、いずれか一つの面の外方近傍に集中配置する。
(もっと読む)
樹脂製多層管の押出成形装置
【課題】異種の第1、第2樹脂を熱溶融させて多層管の内、外側管を成形する場合において、多層管の内、外側管をそれぞれ所望材質かつ所望精度にできるようにする。
【解決手段】押出成形装置1は、異種の第1、第2樹脂8,9を別個に押し出す第1、第2押出機10,11と、第1樹脂8を通過させて内側管4を成形可能とする内側通路31が形成されると共に、第2樹脂9を通過させて内側管4に外嵌される外側管5を成形可能とする外側通路37が形成され、内、外側管4,5により多層管2を成形可能とするダイ12と、このダイ12を加熱するヒーター13とを備える。ヒーター13が、内側通路31の少なくとも一部分が形成されたダイ12の一部分12を加熱する第1ヒーター42と、外側通路37の少なくとも一部分が形成されたダイ12の他部分12bを第1ヒーター42とは別個に加熱する第2ヒーター43とを備える。
(もっと読む)
カテーテル
【課題】 カテーテルの基部側に操作力を与えながら、このカテーテルを体内で進行させる際、このカテーテルにキンクが発生しないようにすると共に、体内でのカテーテルの進行が円滑にできるようにする。
【解決手段】 カテーテル1は、樹脂製で互いに積層された内、外層チューブ11,12と、これら内、外層チューブ11,12の間に介設されてこれら内、外層チューブ11,12を補強する補強層13とを備える。内層チューブ11の外径寸法D2と補強層13の内径寸法D3とを、カテーテル1の長手方向で、その基部側2よりも中途部15をより小さくし、この中途部15よりも先端部側5を更に小さくする。
(もっと読む)
カテーテル、およびその成形装置
【課題】 カテーテルの基部側に操作力を与えながら、このカテーテルを体内で進行させる際、このカテーテルにキンクが発生しないようにすると共に、体内でのカテーテルの進行が円滑にできるようにする。
【解決手段】 カテーテルXは、樹脂製のチューブYと、このチューブYに取り付けられ補強糸6により編み組みされた編組層5とを備えている。カテーテルXの長手方向の各部におけるチューブYの剛性と、編組層5の補強糸6の密度とをそれぞれ変化させる。チューブYの剛性と、編組層5の補強糸6の密度とを、カテーテルXの先端部側Xbよりも基部側Xaで大きくしている。
(もっと読む)
架橋ポリエチレン製パイプ同士の結合方法
【課題】 架橋ポリエチレン製の両パイプの各被結合部を結合させたとき、これら両パイプの結合部の耐熱、耐圧強度が、上記パイプのそれからみて劣らないようにする。
【解決手段】 パイプ同士の結合方法は、架橋ポリエチレン製の両パイプ1,2の各被結合部3,4のうち、一方の被結合部3に他方の被結合部4を内嵌させて、これら両被結合部3,4を互いに結合させるものである。この結合方法では、まず、互いに嵌合された一方の被結合部3の内面と他方の被結合部4の外面との間にポリエチレン5、および有機過酸化物6による複合体8を介在させる。次に、複合体8を有機過酸化物6の分解温度以上に加熱する。
(もっと読む)
1 - 9 / 9
[ Back to top ]