
株式会社芝技研により出願された特許
1 - 10 / 10
筒状シリコン結晶体製造方法及びその製造方法で製造される筒状シリコン結晶体
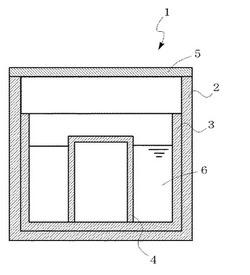
【課題】切削加工を行なうことなくシリコン原料から筒状シリコン結晶体を製造することを可能とする、筒状シリコン結晶体製造方法とその製造方法で製造する筒状シリコン結晶体を提供する。
【解決手段】シリコンよりも熱膨張係数が小さく、融点が高い材質で形成された融液貯留容器と、シリコンよりも熱膨張係数が大きく、融点が高い材質で形成された中子を使用する。前記融液貯留容器の内面及び前記中子の外面に窒化珪素(Si3N4)を塗布し、前記中子を前記融液貯留容器の内部に配置する。そして、前記融液貯留容器の内面と前記中子の外面とで形成された空隙にシリコン融液を充填し、前記シリコン融液の溌液性を維持しながら、前記融液貯留容器の底面側から上側へ温度勾配を設け、前記シリコン融液を固化させる。
(もっと読む)
加工用ドリル、加工装置、及び加工体の製造方法

【課題】ツールライフを長期化し且つ加工体の品質及び加工速度を向上することができる加工用ドリル、加工装置、及び加工体の製造方法を提供すること。
【解決手段】加工用ドリル20は、筒状のコアドリル21と、このコアドリル21の内部空間ISからコアドリル21の先端211に向けて液体が噴出される噴出部25と、を備える。噴出部25は、液体が導入される導入路251と、この導入路251をコアドリル21の内部空間ISに連通させ且つコアドリル21の軸方向AXに対し所定角度Θをなして延びる噴出路253と、を有する。
(もっと読む)
板材の端面加工装置
【課題】給水ノズルから当接部に供給される冷却水の飛沫が広範囲に亘って飛散するのを防止し、これにより、飛沫が板材の表面に付着し難くすること。
【解決手段】 板材の端面加工装置1は、回転砥石10の外周面に凹に周設された研磨溝11に加工対象である板材Bの外周端部を挿入して当接させ、当該圧接加工部17へ冷却水を供給する装置において、給水ノズル12の水出口121を、回転砥石10の径方向の外側から研磨溝11の溝底に向けて冷却水を供給するように配向し、給水ノズル12の下流側に水出口121から圧接加工部17まで回転砥石10の外周に沿って延伸する水ガイド15を設けたことを特徴とする。
(もっと読む)
カッターホイール及びその製造方法
【課題】 カッターホイールの刃先溝による切断時におけるガラス表面への衝撃に基づく損傷を低減でき、すなわち切筋幅が小さく、深い垂直クラックを発生させることのできるカッターホイール及びその製造方法を提供する。
【解決手段】 円盤状に形成されたホイールの外周縁部に沿ってV字形状となる刃傾斜面11が形成され、刃傾斜面11がV字形状に交差する稜線部分に刃先12が形成されたカッターホイール10において、刃傾斜面11には、刃先12側において交差するよう帯状傾斜面溝14,14が形成され、かつ傾斜面溝14,14が交差する刃先12側にV字形状に対応する突起状を有する刃先溝15が形成されている。
(もっと読む)
研磨方法及び研磨機
【課題】 長年の経験を必要とする偏心量、揺動角度及び揺動位置の決定を容易にでき、研磨の再現性精度を高めることができ、高精度の平面研磨を容易に持続可能にできる研磨方法及び研磨機を提供する。
【解決手段】 回転駆動モータにより回転駆動される下研磨定盤3に対し、ワークを貼り付けた上定盤7を揺動アーム12の一端部側に設けられたエアシリンダ11で加圧圧力を加え、かつ研磨液を供給しつつ研磨するオスカー式の研磨機において、揺動アーム12には、下研磨定盤3に対する上定盤7の所定の研磨位置を調整する揺動駆動モータ34を設け、研磨位置におけるエアシリンダ11の加圧圧力に基づく揺動駆動モータ34の駆動電力値として予め実測した値を記録した研磨パターンデータ記憶部を有し、研磨するときにエアシリンダ11の加圧圧力を制御することで駆動電力値を再現するよう揺動駆動モータ34を制御する制御装置を有する。
(もっと読む)
研磨方法及び研磨装置
【課題】ワークの大型大寸法化に伴いますます難しくなって来ている研磨の再現性精度を高め、高精度の平面研磨を持続可能とする研磨方法及び研磨装置を提供する。
【解決手段】水平面を有する支持台11に配置された矩形大型ワーク1の表面を、そのワーク1の大きさより小さい研磨定盤20にエアシリンダにより加圧圧力を加えるとともに回転駆動モータで回転力を与えて平面上を移動させ、かつ研磨定盤20へ研磨液をスラリー制御部から供給しつつ平面研磨する研磨装置において、予め設定されたモータ回転数、エア圧及び目標電源の設定値に基づき、エアシリンダのエア圧を圧力制御部を介して制御するか、または回転駆動モータに対する過去データとして持つ研磨パターンに対応する駆動電力を記録した研磨パターンデータ記憶部を有し、エアシリンダのエア圧を圧力制御部を介して制御する。
(もっと読む)
ワーク支持装置
【課題】 研磨終了後にワークに張り付いたバックパッドを簡単に短時間で剥がすことが可能になり、平面研磨装置の稼動効率を向上させることができるワーク支持装置を提供する。
【解決手段】 大型大寸法のガラス基板からなる矩形状ワーク1を研磨する平面研磨装置30の支持台31に、台側バックパッド32を介して設置されるワーク支持装置10であって、矩形状ワーク1の周囲を囲む大きさに形成された枠部材11と、この枠部材11に一端部側が取付けられ薄い矩形状のステンレス板12aの表面に矩形状ワーク1を保持するゴムシートからなるワーク側バックパッド12bを貼り付けた支持部材12と、この支持部材12の他端部側を取り外し可能に固定する枠部材側に設けられた止め具17とを備えたる。
(もっと読む)
平面研磨装置及び研磨方法
【課題】 ワークの大型大寸法化に応じて巨大複雑化する平面研磨装置に対し、できるだけ単純化した機構を採用して大型化させずに廉価にでき、高精度の片面平面研磨ができる平面研磨装置及び研磨方法を提供する。
【解決手段】 平面研磨装置10の研磨定盤11,20は、駆動軸18,28の端部に、フローティング機構14,23を介して取付け、かつフローティング機構近傍の駆動軸18,23には、研磨定盤の研磨面が支持台の表面に水平に固定されるようフローティング機構14,23を固定し、フローティング機構14,23の固定を解除して研磨定盤の研磨面がワーク表面に沿って動くことを可能とする固定治具16,25を設ける。また、研磨定盤により研磨開始前にワーク表面のうねりを事前に測定し、その測定したうねりに基づいて研磨量を算定し、続いてワーク各部の研磨量に適合する複数の研磨パターンを組合わせて平面研磨する。
(もっと読む)
研磨定盤、平面研磨装置及び研磨方法
【課題】 種々発生する欠点を解決でき、大型化させずに安価にでき、高精度の片面平面研磨を可能とする研磨定盤、平面研磨装置及び研磨方法を提供する。
【解決手段】 矩形ワーク1表面を平面研磨する平面研磨装置30に使用される研磨定盤20の研磨パッド22が貼り付けられた定盤本体21の外径寸法は、矩形ワーク1の矩形短辺長さの1/2から1/3の寸法に形成する。平面研磨装置30は、研磨定盤20を、X軸及びY軸を有する水平面に配置された矩形ワーク1に対してZ軸を有する垂直軸に配置し、水平面上を駆動させ、垂直軸方向に下降、上昇、加圧制御及び回転制御を行う。複数の研磨パターンによる研磨量から重回帰の結果に基づいて複数の研磨パターンを組み合わせて研磨する。
(もっと読む)
単結晶シリコン板の穿孔屑の除去方法
【課題】単結晶シリコン板などの微小な穿孔を安定して穿孔精度を維持ながら作業を行うためには、繰り返し穿孔に用いたドリルなどの穿孔工具の溝に付着する穿孔屑を除去する方法を提供する。
【解決手段】単結晶シリコン板への微小孔径の穿孔を工具の損傷や折損事故を防止し、加工精度や加工安定性を維持するために芯繊維と芯繊維より溶融温度が30℃以上低く微細研磨砥粒を固着させた柔軟な鞘繊維の合成樹脂からなる三次元不織布構造体で構成される穿孔屑除去用リムーバーに数回ないし数十回刺し込み、穿孔屑の除去度を顕微鏡2からの拡大映像で判定しながら除去作業を繰り返す簡単な作業により穿孔屑を除去した工具を用いて穿孔精度の安定した穿孔作業を行うことができた。
(もっと読む)
1 - 10 / 10
[ Back to top ]