
池田機械産業株式会社により出願された特許
1 - 10 / 21
油性粘状物の充填装置
Notice: Undefined index: from_cache in /mnt/www/gzt_applicant_list.php on line 189
製函装置
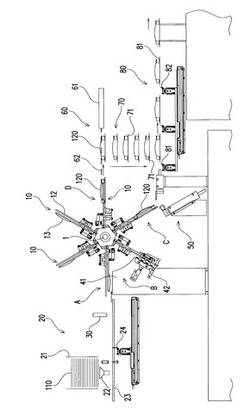
【課題】凸曲面部を有するようなユニークな形状の箱であっても、ブランクシートを自動的に折り曲げることで角筒状体を成形することができるようにした製函装置を提供する。
【解決手段】平坦な平面状金型12と、凸曲面部を有する曲面状金型13と、曲面状金型13を前記平面状金型12に接離させる駆動機構14とを有する成形手段10を備えている。ブランクシート110の凸曲面部となる部位112が、平面状金型12から離間している曲面状金型13に宛がわれ、凸曲面部となる部位112の両側のブランクシート110が平面状金型12側に折り曲げられ、内フラップとなる部位を平面状金型12に重ね、平坦面部となる部位111を内フラップとなる部位上に重ね合わせ、内フラップとなる部位と平坦面部となる部位111とを仮接着することで角筒状体120を成形し、曲面状金型13が平面状金型12に近接することで、角筒状体120を成形手段10から脱抜可能している。
(もっと読む)
四方シール包装体の製造装置

【課題】開封摘み部を設けて四方シールした包装体を効率的に大量生産することができるようにした四方シール包装体の製造装置を提供する。
【解決手段】この装置は、長さ方向に搬送されながら重ね合わされる包材原反201と包材原反202との間に次々と挟まれた被包装物(製剤1)を囲むように四方シールするシール手段10と、一端側に開封起点となる開封摘み部211,221を設けるように両包材原反201,202を打ち抜くことによって包装体Aを連続して製造するフルカット手段30とを備えている。シール手段10は、製剤1が幅方向に複数列に並べられる幅の2本の包材原反201,202を、製剤1ごとに四方シールする。フルカット手段30は、製剤1ごとに開封摘み部211,221を設け、かつ、開封摘み部211,221を設けない三方でシールされた2枚の包材原反201,202を完全に打ち抜く。
(もっと読む)
原反スプライス装置
【課題】先行する旧原反と後行する新原反とを効率的に接続することができ、しかも、新旧原反のレジマークを一致させて接続することができるようにした原反スプライス装置を提供する。
【解決手段】この原反スプライス装置は、停止した旧原反1の後端縁1aと停止した新原反2の先端縁とを突き合わせる接続ポジションSを設けたテーブル10と、旧原反1の後端部のレジマークと新原反2の先端部のレジマークとを検知するセンサ31と、コンベア20とテーブル10との間に配置され、旧原反1の後端部のレジマークの位置で旧原反1を切断し、かつ、新原反2の先端部のレジマークの位置で新原反2を切断する原反カッター30と、接続テープ3の非貼付面を吸着する吸着手段61と、テーブル10の接続ポジションS上で突き合っている新旧原反2,1の両端部の上面に接続テープ3の貼付面を貼付するため、吸着手段61を移動させるためのアクチュエータ50とを備えている。
(もっと読む)
包装装置
【課題】粒状物が2本の原反間の所期の位置に挟み込まれるようにして包装することができるようにした包装装置を提供する。
【解決手段】粒状物を挟み込むための凹部11aが少なくとも一方のローラ11,12の外周面に設けられ、重なり合いつつある2本の原反1,2間に粒状物を案内するシュートパイプ20が一対のローラ11,12の上流側に配備されている。ローラ11,12に設けられた凹部11aを目掛けてシュートパイプ20から粒状物を噴出させる。粒状物を1個ずつ入れる窪み部61,61,…を外周面に複数設けた排出側の回転ドラム(第2のドラム)60がシュートパイプ20の上流端に配備されている。窪み部61,61,…に空気を噴射することにより、粒状物が窪み部61,61,…内からシュートパイプ20内に一定の間隔を空けて噴出する噴射手段64が備えられている。
(もっと読む)
救急絆創膏の製造装置及び救急絆創膏の製造方法
【課題】支持体の裏面の中心部に強吸湿性ハイドロコロイド層を設け、さらに支持体の裏面の外周部に強粘着性ハイドロコロイド層を設けることができるようにした救急絆創膏の製造装置及び製造方法を提供する。
【解決手段】多数の窪み部1aが外周面の周方向に一定の間隔を空けて設けられ、かつ、一定の方向に回転する第1ドラム1と、多数の凹部2aが外周面の周方向に一定の間隔を空けて設けられ、かつ、前記第1ドラム1と反対方向に回転する第2ドラム2と、粘状のハイドロコロイド材を第1ドラム1の窪み部1a内に充填するためのセンターコーティング用ヘッド4aとを使用する。第1のドラムの窪み部1aに強粘着性ハイドロコロイド材を充填し、支持体原反20の裏面に強粘着性ハイドロコロイド層12を設けた粘着性支持体原反101が覆うことで、窪み部1aに充填された強吸湿性ハイドロコロイド材11aを強粘着性ハイドロコロイド層12に固着する。
(もっと読む)
粘着性被覆体の製造装置
【課題】製品セパレータ原反に背割りを入れても粘着性被覆体を製造することができるようにした粘着性被覆体の製造装置を提供する。
【解決手段】帯状の支持体201の片面全面に粘着層202を積層した被貼付物原反200が粘着層202を外側にして部分的に巻き付く第1のバキュームドラム10と、被貼付物原反200の粘着層202及び支持体201に切り目を入れて個々に直列された状態の被貼付物を形成する第1のダイロール20と、帯状の製品セパレータ原反300が部分的に巻き付く第2のバキュームドラム30と、帯状の製品セパレータ原反300に長さ方向の背割を入れるための第2のダイロール40とが備えられ、第1のバキュームドラム10が被貼付物を落下させない程度の弱い吸引力で吸着しつつ一方向に回転し、第2のバキュームドラム30が第1のバキュームドラム10よりもわずかに速い速度で、かつ、反対方向に回転する。
(もっと読む)
粘着性被覆体の製造装置
【課題】被貼付物原反の両側を幅広に切除することなく、幅広のドライエッジが設けられた粘着性被覆体を製造する粘着性被覆体の製造装置を提供する。
【解決手段】第1のドラム10と第1のダイロール20とが製品セパレータ原反300よりも幅狭とされた被貼付物原反200を挟みながら長さ方向に搬送し、第1のドラム10が被貼付物原反200のリリースセパレータ203に接触し、第1のダイロール20が被貼付物原反200の支持体201及び粘着層202に切目205を入れて被貼付物2を形成し、被貼付物2からリリースセパレータ203を分離する剥離手段30が第1のドラム10の下流側に配備され、剥離手段30に隣接して製品セパレータ原反300を部分的に巻き付ける第2のドラム40が配置され、第2のドラム40から離間する製品セパレータ原反300に、剥離手段30によってリリースセパレータ203から分離した被貼付物2を製品セパレータ原反300に移載する。
(もっと読む)
包装体の製造装置
【課題】ノッチを形成した部位に形成されるスクラップが包装体に付着することなく、しかも、スクラップの廃棄ロスを減少させた包装体の製造装置を提供する。
【解決手段】原反1,2の一方の側縁に沿う方向に一定の長さで切断することによって、包装体100のノッチ114を形成する側の端部から分離する耳スクラップ部5a,5aを一定の長さごとに形成する長さ方向のカッター部11aと、耳スクラップ部5a,5aを分離しない部分から原反1,2の中心線の方に間隔を空けて入り込む食込みスクラップ部5cを形成する2本の相対しているカッター部11bと、食込みスクラップ部5cの先端から包装体100の側部に食込むノッチ114を形成するためのノッチ形成用のカッター部11cと、ノッチ114と原反1,2の他方の側縁との間を切断することによって、隣り合って製造される包装体100を隙間なく分離する幅方向のカッター部11dと連続して設けた打抜手段11を備える。
(もっと読む)
救急絆創膏の製造装置
【課題】支持体に軟質のハイドロコロイド層を固着した救急絆創膏を高速に大量生産することができるようにした救急絆創膏の製造装置を提供する。
【解決手段】本装置は、帯状の工程紙1を半周程度巻き付けながら一方向に回転する貼合せドラム20と、周面の周方向に凹部41が多数形成され、支持体の原反2を半周程度巻き付けながら前記貼合せドラム20と反対方向に回転する成型ドラム40とが水平姿勢で並列され、貼合せドラム20の上側で巻き付いている帯状の工程紙1と成型ドラム40の上側で巻き付いている支持体の原反2とが対峙する合間に流動性のハイドロコロイド材3を貯留するための貯留部50が設けられ、貼合せドラム20と成型ドラム40との間から排出された帯状の工程紙1と支持体の原反2との間に挟まれた状態の流動性のハイドロコロイド材3を軟化させ、軟質のハイドロコロイド層を支持体の原反2上に固着するための冷却手段70が設けられている。
(もっと読む)
1 - 10 / 21
[ Back to top ]