
株式会社東精エンジニアリングにより出願された特許
1 - 10 / 33
タッチプローブ
【課題】細穴の奥や突起部を有するような被測定物でも高精度、かつ高速に測定を行うタッチプローブを提供する。
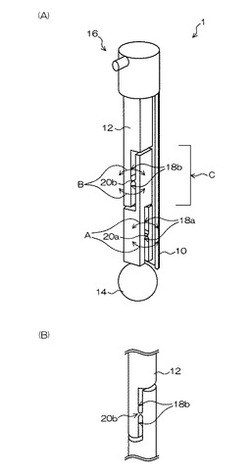
【解決手段】鉛直下方に延びて、材料側面に測定子14を接触させて該材料の位置を検出するタッチプローブ1において、柱状に形成された鉛直方向に延びるプローブ本体12と、前記プローブ本体12の先端に取り付けられた測定子14と、前記測定子14の上部であって、プローブ本体長手方向に形成された二つの切れ込み18a、18bと、該二つの切れ込み18a、18bにより、連結部が形成され、該連結部を支点20a、20bとして可動する可動部分と、前記支点20a、20bを挟むように形成される差動変圧部とを備え、互いに直交する2方向の変位を検出可能とした。
(もっと読む)
タッチプローブ

【課題】細穴の奥や突起部を有するような被測定物でも高精度、かつ高速に測定を行うタッチプローブを提供する。
【解決手段】プローブ本体12と、前記プローブ本体12の先端部に形成された、被測定物と接触する測定子14と、前記プローブ本体12内に形成され、前記プローブ本体12の軸方向に垂直でかつ互いに直交する2方向に変位可能に構成された変位機構と、前記2方向の各変位を検出する前記変位機構に設けられた変位検出部25
a、25bと、を備えたことを特徴とするタッチプローブ1を提供する。
(もっと読む)
定寸装置
【課題】AEセンサをなるべく加工点の近くに設置し、加工中にS/N比の良い明瞭なAE信号を検出することによりワークの面粗さの推定及び砥石のドレスタイミングの検出を可能とするとともに、AEセンサの取り付けを容易にする。
【解決手段】研削加工中の加工物に接触してその寸法変化を検出しこれを電気信号として出力する測定ヘッドと、前記測定ヘッドのフィンガー部に取り付けられた接触子と、前記接触子からの電気信号に基づいて前記加工物の寸法を検出し、前記加工物が所定の寸法に加工されるように前記加工物を加工する工作機械を制御する定寸制御手段と、前記工作機械の加工具が前記加工物に接触する際のアコースティックエミッションを検出するため、前記加工物に直接接触する部位に取り付けられたAEセンサと、前記AEセンサの検出信号に基づいて前記加工物の加工状況を検出するAEセンサ制御手段とを備えたことを特徴とする定寸装置を提供する。
(もっと読む)
接触式変位測定器
【課題】プローブ部材の摺動部に滑り軸受けを用いた接触式変位測定器において、プローブ部材伸縮時の蛇腹ブーツ内の空気の移動をスムーズにして測定値バラツキを防止する。
【解決手段】測定対象物に当接して変位可能な接触子4と、前記接触子4と接続し滑り軸受構造により変位するプローブ部材8と、前記接触子4及び前記プローブ部材8の間に設けられた蛇腹部6と、前記プローブ部材8の変位に対応した出力を行う差動トランス14,16を有する接触式変位測定ヘッド1を備えた接触式変位測定器であって、前記プローブ部材8の変位に伴って前記蛇腹部6が伸縮する時の前記蛇腹部6内の空気を逃がす通路18を前記プローブ部材8の内部に設けた。
(もっと読む)
半導体ウエハ及び半導体検査方法
【課題】半導体ウエハに形成されたチップの電気的特性の検査において、検査装置を複雑化させることなく、簡易な構成でウエハ裏面に対するケルビン接続を実現することが可能な半導体ウエハ及び半導体検査方法を提供する。
【解決手段】半導体ウエハ2の表面に、ウエハ裏面に電気的に接続されて裏面の電位測定に供される裏面電位測定用電極5を設け、この裏面電位測定用電極5と裏面とを半導体ウエハ2を貫通して導通する。
(もっと読む)
半導体検査装置及びウエハチャック
【課題】 本発明は半導体ウエハに形成されたチップの電気的特性の検査において、簡易な構成でウエハ裏面に対するケルビン接続を実現する半導体検査装置及びウエハチャックを提供する。
【解決手段】 半導体検査装置1の試料台10の表面に、半導体ウエハ2の裏面に接触させる2種類以上の電極11f及び11sを設けて構成し、各電極11f、11sは帯状部分12f及び12sをそれぞれ有するように形成され、異なる種類の電極の帯状部分12f及び12sを試料台10の表面上に交互に配置する。
(もっと読む)
ウェーハ面取り装置
【課題】研削抵抗によって発生する砥石とウェーハとの関係位置の撓みによるズレを補正して、ウェーハの両面を均等に面取りすることができるウェーハ面取り装置を提供すること。
【解決手段】ウェーハWの一方の面位置を検出する第1のセンサ21と、ウェーハWの他方の面位置を検出する第2のセンサ22とを設け、第1のセンサ21によるウェーハWの一方の面の検出値と第2のセンサ22によるウェーハWの他方の面の検出値とが等しくなるように、回転軸方向移動手段14を制御してウェーハWを砥石19の溝19aの中心に位置付け、ウェーハWの両面をウェーハ厚さ中心に対し均等に面取りすることができるようにした。
(もっと読む)
ウェーハ面取り砥石のツルーイング方法及びウェーハ面取り装置
【課題】
効率的なウェーハ面取り砥石のツルーイング方法及びウェーハ面取り装置を提供する。
【解決手段】
回転するウェーハテーブル34に載置されたウェーハWの外周部を、回転する砥石により所定の形状に加工する面取り装置10において、外周精研削砥石55へのツルーイングの際、ツルアー41の端部を、Yテーブル28とZテーブル31とによりウェーハW外周部の面取り形状に相当する軌道上を移動させてツルーイングを行なうことにより、ツルアー41の交換を行うことなく、あらゆる形状の面取り用溝を外周精研削砥石55に形成する効率的な面取り砥石のツルーイングが可能となる。
(もっと読む)
ウェーハ面取り装置
【課題】ウェーハ及び砥石の冷却と研削屑の除去洗浄というクーラント液本来の目的を十分達成することのできる、効率のよいクーラント液の供給を可能にしたウェーハ面取り装置を提供すること。
【解決手段】ウェーハ面取り装置10には、ウェーハWの表面内側にクーラント液91Aを供給するクーラントノズル71A、71Bを設け、供給されたクーラント液91Aがウェーハ表面で表面内側から外周に向けて広がって研削位置に到達するようにし、総形砥石を用いたヘリカル研削による面取り加工の場合やノッチ部Nの面取り加工の場合においても、加工ポイントに効率よくクーラント液91Aを供給することができるようにした。
(もっと読む)
ウェーハ面取り装置、ウェーハ面取り用砥石、及びツルーイング砥石
【課題】
ウェーハ面取り装置の機構を簡略化するとともに、精度の高い安定した面取り加工を行なうウェーハ面取り装置を提供する。
【解決手段】
回転するウェーハテーブル34に載置されたウェーハWの外周部を、回転する砥石により所定の形状に加工する面取り装置10において、ウェーハW外周部の粗研削を行なう粗研削砥石51、90、91、92と、ツルーイング砥石52、85、86、87とが一体に形成された兼用砥石80により、面取り装置10の機構が簡略化するとともに、精度の高い安定した面取り加工を行なうことが可能になる。
(もっと読む)
1 - 10 / 33
[ Back to top ]