
Fターム[2B200EF41]の内容
単板の加工・合板製造 (2,826) | 平板プレス (120) | 側面圧プレス (3)
Fターム[2B200EF41]に分類される特許
1 - 3 / 3
横型ホットプレス
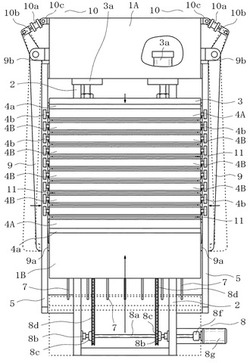
【課題】横型ホットプレス装置に於ける油圧シリンダの所要行程を短縮して、平面的な占有スペースの狭小化と、装置の廉価化を図る。
【解決手段】固定フレーム1Aの反対側へ、間に多数の熱盤4A、4Bを介在させて、可動フレーム1Bを対設し、各熱盤4A、4Bの間に単板11を挿入して熱圧処理する際に、フレーム移動機構8を介して、予め可動フレーム1Bを、固定フレーム1Aに向けて適宜位置まで前進させると共に、固定フレーム1Aに付設した鉤付アーム9を、揺動機構10を介して、図5に於て点線で示す待機位置から実線で示す係合位置へ揺動させて、鉤付アーム9の鉤部位9aと可動フレーム1Bに付設した鉤掛け部位(1a)とを係合させ、然る後に、油圧シリンダ3aを作動させ、加圧盤3を介して、熱盤4A、4Bを可動フレーム1Bに向けて押圧し、単板11を熱圧処理する構成を採る。
(もっと読む)
生単板の脱水装置及び脱水方法

【課題】短時間でより多くの水分を生単板から除去可能な脱水装置を提供することである。
【解決手段】脱水装置が、互いに対向するよう配置されている一対の定盤と、一対の定盤を近接させて一対の定盤間に挟持された単板積層体に圧力を加え、各生単板から水分が絞り出されるように、該一対の定盤の少なくとも一方を駆動する駆動手段と、単板積層体に加わる圧力を検出する圧力検出手段と、圧力検出手段が検出する圧力の大きさをモニタし、単板積層体を構成する生単板の厚さによって定まる所定圧力に定盤間の圧力が達したとき、第1の時間だけ所定圧力を維持した後に少なくとも一方の定盤を駆動してかかる圧力を除荷するように駆動手段を制御する制御手段とを有する。
(もっと読む)
横型多段プレス装置
【課題】搬入される板材の大きさや材質が変化しても、加熱圧着後の板材の厚さを許容寸法の範囲内に保持できる横型多段プレス装置を提供する。
【解決手段】押圧シリンダ150LH,150RH,150LL,150RLは、例えば被処理板材W1の大きさや材質が変化しても、加熱押圧後の被処理体Wの全体厚さが押圧面141の全体にわたって所定の許容寸法の範囲内にあるように、個別に駆動制御されて加熱押圧処理を行う。各押圧シリンダは、被処理体Wの全体厚さの減少量をラムの移動量として検出する押圧シリンダ用リニアエンコーダ151LH,151RH,151LL,151RLと、押圧盤140F,140Bの押圧力を押圧シリンダのシリンダ内圧として検出する押圧シリンダ用圧力センサ152LH,152RH,152LL,152RLとを備える。
(もっと読む)
1 - 3 / 3
[ Back to top ]