
Fターム[2B200FA17]の内容
単板の加工・合板製造 (2,826) | 要素技術 (338) | 搬送、移動 (32) | 制止、制動 (3)
Fターム[2B200FA17]に分類される特許
1 - 3 / 3
横型ホットプレス
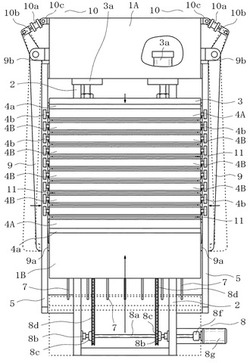
【課題】横型ホットプレス装置に於ける油圧シリンダの所要行程を短縮して、平面的な占有スペースの狭小化と、装置の廉価化を図る。
【解決手段】固定フレーム1Aの反対側へ、間に多数の熱盤4A、4Bを介在させて、可動フレーム1Bを対設し、各熱盤4A、4Bの間に単板11を挿入して熱圧処理する際に、フレーム移動機構8を介して、予め可動フレーム1Bを、固定フレーム1Aに向けて適宜位置まで前進させると共に、固定フレーム1Aに付設した鉤付アーム9を、揺動機構10を介して、図5に於て点線で示す待機位置から実線で示す係合位置へ揺動させて、鉤付アーム9の鉤部位9aと可動フレーム1Bに付設した鉤掛け部位(1a)とを係合させ、然る後に、油圧シリンダ3aを作動させ、加圧盤3を介して、熱盤4A、4Bを可動フレーム1Bに向けて押圧し、単板11を熱圧処理する構成を採る。
(もっと読む)
ベニヤ単板の巻取装置

【課題】単板巻取時に、単板が折り重なった状態で巻取られないようにすること。
【解決手段】巻玉192の半径は順次大となると、ロール170が押し下げられ屈曲アーム172が反時計回りに回動させられて屈曲アーム172に備えた凸部184がロードセル182を押圧し、ロードセル182で検出される荷重が増大し600gとなると、制御装置60cは、保持台51が上昇作動する様に両雄ねじ38を回転させ、同じく検出される荷重が減少し500gとなると、両雄ねじ38の回転を停止する様に、サーボモータ41を制御する信号を出す。
(もっと読む)
フィンガージョイント用圧締方法と装置
【課題】長さ方向に対して誤差の発生がなく、しかも、接合に目違いが発生しないフィンガージョイント用圧締方法を提供する。
【解決手段】木材要素Aの先端と後端の木口を検知し、木材要素Aを押圧停止させるブレーキ20の中央位置前方に木材要素Aの後端がない時は、木材要素Aの後端がブレーキ20の中央位置にくるように、ブレーキ20の中央位置に木材要素Aの後端がある時は、第1ブレーキ20と第2ブレーキ21をかけたままの状態で木材要素Aの先端Bを第1ブレーキ20の中央位置Xに待機している木材要素の後端のフィンガージョイントBに押し込むように送り込み、仮圧入を行い、送り出された木材要素列の長さを計測して所定の長さで切断する場合に、所定の長さの中にフィンガージョイントの接続数が何箇所あるか検出し、接続数にフィンガージョイントの仮圧入状態から本締を行った場合に生じる縮み代分を乗じた長さ寸法を加えて切断する。
(もっと読む)
1 - 3 / 3
[ Back to top ]