
Fターム[2B200FA33]の内容
単板の加工・合板製造 (2,826) | 要素技術 (338) | 熱源 (9)
Fターム[2B200FA33]の下位に属するFターム
Fターム[2B200FA33]に分類される特許
1 - 2 / 2
多段圧密加工装置
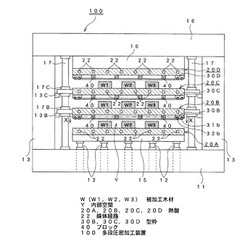
【課題】被加工木材を多段に積層し,それを一括してプレス圧縮する1工程の動作中に特定の段の被加工木材の加圧圧縮により,当該特定の段のみの被加工木材の加圧力を一定とし,他の段の被加工木材の加工温度と加圧力の1つ以上を異にする制御が自在なこと。
【解決手段】被加工木材Wを上下の面で挟み,被加工木材Wを加熱及び圧縮する複数対の熱盤20が被加工木材Wの加熱及び圧縮を開始し,対の熱盤20による圧縮で被加工木材Wの厚みが特定厚みに到達したとき,被加工木材Wの圧縮を停止し,被加工木材Wを上下の面で挟む熱盤20に被加工木材Wを圧縮する外力を与えるプレス機構10の押圧エネルギを特定厚みに到達していない木材の圧縮に使用すると共に,特定厚みに到達した被加工木材Wと特定厚みに到達していない被加工木材Wの温度制御を分離して行うものである。
(もっと読む)
横型ホットプレス

【課題】横型ホットプレス装置に於ける油圧シリンダの所要行程を短縮して、平面的な占有スペースの狭小化と、装置の廉価化を図る。
【解決手段】固定フレーム1Aの反対側へ、間に多数の熱盤4A、4Bを介在させて、可動フレーム1Bを対設し、各熱盤4A、4Bの間に単板11を挿入して熱圧処理する際に、フレーム移動機構8を介して、予め可動フレーム1Bを、固定フレーム1Aに向けて適宜位置まで前進させると共に、固定フレーム1Aに付設した鉤付アーム9を、揺動機構10を介して、図5に於て点線で示す待機位置から実線で示す係合位置へ揺動させて、鉤付アーム9の鉤部位9aと可動フレーム1Bに付設した鉤掛け部位(1a)とを係合させ、然る後に、油圧シリンダ3aを作動させ、加圧盤3を介して、熱盤4A、4Bを可動フレーム1Bに向けて押圧し、単板11を熱圧処理する構成を採る。
(もっと読む)
1 - 2 / 2
[ Back to top ]