
Fターム[2B250FA29]の内容
その他の木材加工、特定木製品の製造 (7,055) | 加工・処理 (1,825) | 貼着 (138) | 巻き込み、巻き付け (10)
Fターム[2B250FA29]に分類される特許
1 - 10 / 10
筒状材およびその製造方法
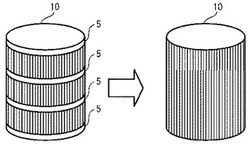
【課題】特別に高度、複雑かつ高コストの処理方法を用いることなく、より簡易かつ低コストにて木材に筒状加工を施すことができ、プラスチック材料にも代替可能な、筒状材を提供する。
【解決手段】筒状材10は、木材板が曲げられて筒状に形成されたものであって、木材板の木目の方向が、筒状材10の軸方向と同じであり、製造過程において木目横断方向に構造保持用のマスキングテープ5が貼着されて、最終的に形成されるものである。マスキングテープ5の具体的な仕様や貼着方法は、特に限定されない。
(もっと読む)
扉

【課題】両表面材の埋没部の長さが異なっても、段が目立たず見栄えが向上する扉を提供する。
【解決手段】枠状又は板状をした芯材1の一方の面と他方の面にそれぞれ表面材2を巻き付けて貼着する扉3である。両表面材2は、芯材1の一方の面と他方の面にそれぞれ対応する中央部21と、中央部21の両側に隣接し芯材1の側端面に対応する側部22と、側部22の外側に隣接し芯材1の側端面の長手方向に沿って形成された溝10に埋没される埋没部23と、からなり、中央部21と側部22との間及び側部22と埋没部23との間の芯材1に巻き付けられる裏側の面にV溝20を形成してあり、芯材1の一方の面と他方の面とにそれぞれ表面材2の中央部21を貼着し、芯材1の側端面に表面材2の側部22を貼着し、芯材1の側端面の溝10に表面材2の埋没部23を埋没させてなる扉3において、表面材2の埋没部23と側部22との間の部分の表側の面に面取り5を施す。
(もっと読む)
扉の芯材への表面材の巻き付け方法
【課題】仕上がりのバラつきがなく、作業時間が短時間で済み、人件費の削減が可能となり、生産性が向上する扉の芯材への表面材の巻き付け方法を提供する。
【解決手段】枠状又は板状をした芯材1の一方の面と他方の面にそれぞれ表面材2を巻き付けて貼着してなる扉3の芯材1への表面材2の巻き付け方法である。表面材2は、芯材1の面に対応する中央部21と、芯材1の側端面に対応する側部22と、側部22の外側に隣接しする埋没部23と、からなる。芯材1の一方の面と他方の面とにそれぞれ表面材2の中央部21を貼着して、側部22と埋没部23とが中央部21と略面一状に芯材1から突出した状態として搬送し、搬送方向に沿って配設した複数のローラ5によって順に、埋没部23を内側に折り曲げ、側部22を内側に折り曲げると共に埋没部23を略突き合わせ、側部22を芯材1の側端面に当接させると共に埋没部23を芯材1の溝10に埋没する。
(もっと読む)
ポストフォーム加工パネルおよびその製造方法
【課題】木材そのものを使用することなく、紙を主な由来とする原料のみを使用した芯材に、化粧板をポストフォーム加工により貼り付けることが可能で、さらに、貼り付けた化粧板の表面にコア構造を有する芯材の芯影が浮き上がることのない、環境にやさしくかつ設置の利便性に優れ、外観の見栄えの良いポストフォーム加工パネルおよびその製造方法を提供すること。
【解決手段】(1)コア構造を有する第一の芯材の両表面に紙層を貼る工程と、第一の芯材と同じ厚さを有する第二の芯材の両表面に紙層を貼る工程と、(2)第一の芯材と第二の芯材とを、厚さ方向の端面を揃えて並置する工程と、(3)一方の紙層の表面に第一の化粧板を貼る工程と、(4)他方の紙層の表面および第二の芯材の角を削り、湾曲部を形成する工程と、(5)湾曲部と第一の紙層と第二の芯材の厚さ方向の端面とを覆う第二の化粧板を張る工程とからなる。
(もっと読む)
天然木薄紙、その製法、その施工方法および金属化粧板
【課題】天然木の質感を備えており、木質住宅の木材と共に呼吸する性質を有し、極薄であって平面だけでなく曲面にも貼ることができ、割れや裂けが無く厚み公差の小さい天然木薄紙と、その製法、その施工方法および金属化粧板を提供する。
【解決手段】天然木の極薄突き板1の裏面に裏打ちシート8を接着しており、極薄突き板1の厚さが0.05〜0.1mmであり、裏打シート8の厚さが、0.03〜0.1mmである。裏打ちシート8は紙にアルミ箔5を積層したものか、不織布からなる。天然木をスライスした突き板1Aの裏面に裏打ちシート8を接着する貼合せ工程Iと、突き板1Aを研削・研磨することにより厚さを0.05〜0.1mmの極薄突き板1にする研削・研磨工程IIと、極薄突き板1の表面に塗装する塗装工程IIIとを順に実行する。研削・研磨することによって突き板1Aを損傷することなく極薄の0.05〜0.1mmの極薄突き板1にでき、曲面にも貼付できる。
(もっと読む)
円筒容器
【課題】加工が簡単であるとともに、外周面に天然素材の立体的なデザイン変化を醸しだすことができる円筒容器を提供する。
【解決手段】円筒容器21は、有底円筒状の主筒22と、その主筒22の開口を開閉する蓋筒23とより構成する。主筒22及び蓋筒23は、木製の薄板30を軸線に対して傾斜するように巻回して構成する。薄板30の端縁30cにより、主筒22及び蓋筒23の外周面に段差状の装飾部32を形成する。この装飾部32は、軸線に対して傾斜する方向へ延びるように形成する。
(もっと読む)
木質系芯材の表面をプラスチックで被覆する方法
【課題】木質系芯材に含まれる水分によりプラスチックの内面に気泡ができる欠点を解消して綺麗に被覆する。プラスチックを木質系芯材にしっかりと強固に結合しながら表面を被覆する。
【解決手段】木質系芯材の表面をプラスチックで被覆する方法は、プラスチック2を押し出し成形する金型3の押出口10からプラスチック2と一緒に木質系芯材1を押し出して、木質系芯材1の表面を熱可塑性のプラスチック2で被覆する。この方法は、木質系芯材1を、横断面形状を同一とする縦に長い形状に加工すると共に、プラスチック2で被覆される被覆面1aを平滑面に加工し、平滑面に加工された木質系芯材1の表面に沿う形状の押圧面5aを有する加熱プレート5を木質系芯材1の表面に押圧して木質系芯材1の被覆面1aを加熱し、加熱状態にある木質系芯材1を金型3の押出口10から押し出して、被覆面1aを熱可塑性のプラスチック2で被覆する。
(もっと読む)
アール角稜付き化粧シート貼り木質部材の製造方法および木質部材
【課題】フラッシュ扉やテーブルや家具類用の、アール角稜と緩衝機能付き化粧シート中空組み立て木質部材の製造方法およびその製品を提供すること。
【解決手段】化粧シート貼り木質平板材1を折り曲げて強度骨材2に貼付する木質組み立て部材の製造方法において、木質平板材の裏面4に、溝底中央部6の溝底残肉厚tが極薄肉の特定範囲のほぼ平らな溝5を加工して、この溝内には流体接着剤を少なくとも折り曲げ組み立て後に溝底部を覆い尽くすに十分な量を供給する。その溝部5で化粧シート3が外面になるように折り曲げて、強度骨材2と木質平板材の裏面4とを水性・水溶性接着剤塗布と加熱押圧により接着組立てる。この方法で製造する過程において、その加工溝内に天然ゴムラテックス系、シリコンゴム系ほかの復元性能をもつ高分子材料などを塗布した緩衝効果のある製品である。
(もっと読む)
ポストフォーム加工材
【課題】 小R加工が可能であり、R部分の強度を保つことのできる。
【解決手段】 木質系基材と端部補強材と熱硬化性樹脂化粧板とからなるポストフォーム加工材であって、該木質系基材の側面には該端部補強材を接合されるとともに該端部補強材の少なくとも上端部には曲面を形成し、該熱硬化性樹脂化粧板の曲面部となる部分の裏面にはU溝を形成し、該熱硬化性樹脂化粧板のU溝が、該端部補強材の曲面に当接するように、該木質系基材と該端部補強材を被覆する。該端部補強材の少なくとも上端部には曲面の曲率(半径)をRmmとし、該熱硬化性樹脂化粧板の厚みをtmmとした際、該U溝の最大深さdを1/2〜5/6tmm、開口幅wを6〜15mm、曲率(半径)rを10〜60Rmmとする。
(もっと読む)
木質系成型品の製造方法
【課題】 間伐材の有効利用につながるとともに、機械的強度が極めて高く実用的な木質系成型品が望まれている。
【解決手段】 木質系成型品の製造方法は、薄板木片2の表面3,4,5に、この薄板木片2の一面3の対角線長を超える長さの補強用繊維6と木用接着剤7を付着させて成型材料1を得、この成型材料1を加熱圧縮成型してテーブル板などの木質系成型品を得るものである。また、補強用繊維6がアラミド繊維および/または炭素繊維から成るものである。そして、木用接着剤7がニカワとポリ酢酸ビニルエマルジョン接着剤を主成分として含んで成るものである。更には、薄板木片2が平面矩形状に形成され、薄板木片2の平面各辺の辺長が8mm以上30mm以下、かつ、板厚tが0.5mm以上1.5mm以下に設定されたものである。
(もっと読む)
1 - 10 / 10
[ Back to top ]