
Fターム[2F062AA79]の内容
機械的手段の使用による測定装置 (14,257) | 測定内容 (2,477) | 角度 (231) | テーパ (12)
Fターム[2F062AA79]の下位に属するFターム
平行度 (7)
Fターム[2F062AA79]に分類される特許
1 - 5 / 5
ねじ状クラウニングドラム形状測定方法
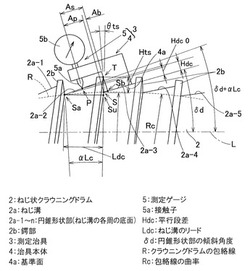
【課題】 ねじ状クラウニングドラムの形状測定を正確かつ容易に行うことができるねじ状クラウニングドラム形状測定方法を提供する。
【解決手段】 測定対象となるねじ状クラウニングドラム2は、螺旋状に続くねじ溝2aの各周の底面が円錐形状部2a−1…を成し、かつ各周の円錐形状部を連ねた包絡線Rが円弧状となるクラウニング形状を有する。このドラム2の前記円錐形状部の傾斜角度δdを、測定治具3を用いて測定する。測定治具3は、基準面4aを有する治具本体4及び基準面4aに対する垂直方向の距離を測定する接触式の測定ゲージ5を有する。この測定治具3の基準面4aを、ドラム2の任意の円錐形状部に当て、他の任意の円錐形状部に測定ゲージ5の接触子5aを当てる。これにより、基準面4aを当てた円錐形状部と測定ゲージ5を当てた円錐形状部との平行段差Hdcを測定する。この平行段差Hdcの測定値を用いて、ねじ溝2aの円錐形状部の前記包絡線Rに対する接線からの円錐形状部の傾斜角度δdを求める。
(もっと読む)
ねじ状ドラム円錐形状部傾斜角度測定方法

【課題】 ねじ状ドラムの円錐形状部傾斜角度を正確かつ容易に測定することができるねじ状ドラム円錐形状部傾斜角度測定方法を提供する。
【解決手段】 螺旋状に続くねじ溝2aの各周の底面が、円錐形状部2a−1,2…を成すねじ状ドラム2における、前記円錐形状部2a−1,2…の傾斜角度を測定する方法である。基準面4aを有する治具本体4および前記基準面4aに対する垂直方向の距離を測定する測定ゲージ5を備えた測定治具3を用いる。この測定治具3の前記基準面4aを前記ねじ状ドラム2の任意の円錐形状部2a−2に当て、他の任意の円錐形状部2a−1に前記測定ゲージ5の測定子5aを当てる。前記基準面4aを当てた円錐形状部2a−2と測定ゲージ5を当てた円錐形状部2a−1との平行段差Hdを測定することにより、この平行段差Hdの測定値とねじ溝2aのリードLdとから円錐形状部の傾斜角度δdを求める。
(もっと読む)
テーパ角度測定方法及びテーパ角度測定装置
【課題】簡易な構成でありながら短時間で高精度に多量の被測定物を容易に測定できるとともにコストが低いテーパ角度測定方法及びテーパ角度測定装置を提供する。
【解決手段】円錐状内面のテーパ角度が正規テーパ角度として既知であるマスタ部材について、マスタ部材を固定し円錐状内面の軸方向に向かって第1直径から第n直径までの測定位置まで測定子を移動させ、測定位置と測定位置に対応する前記第1直径から第n直径までの直径値を第1のデータとして記憶し、円錐状内面を有する測定ワーク部材について、測定ワーク部材を固定し円錐状内面の軸方向に向かって、マスタ部材に対応する第1直径から第n直径までの測定位置まで測定子を移動させ、測定位置と測定位置に対応する前記第1直径から第n直径までの直径値を第2のデータとして記憶し、第1のデータと第2のデータとを比較してテーパ角度の測定を行う。
(もっと読む)
ドグ歯のテーパ角度測定方法及びその測定装置
【課題】 測定工数が削減されると共に測定精度が高められるドグ歯のテーパ角度測定方法及びその測定装置を提供する。
【解決手段】 ドグ歯車のドグ歯2の一方の歯面3の歯筋が、はすば歯車の歯形測定に使用される歯形測定機によってはすば歯車の歯筋に置換えられて測定される。したがって、ドグ歯車のドグ歯2のテーパ角度を歯形測定機を用いて測定することによって人為的誤差を排除することが可能になり、従来の測定機と比較して、ドグ歯2の位置決め精度及び位置決めの繰り返し精度並びに歯筋測定精度が高まって、テーパ角度の測定精度が向上する。また、段取りと測定とを測定するドグ歯毎に行う必要がなくなり、測定に係る工数を大幅に削減することが可能になる。
(もっと読む)
工具の測定方法および測定装置
【課題】 ドリル等の工具を自動で能率良く正確に測定することができる測定装置を提供する。
【解決手段】 測定装置10は、工具1を回転させる工具回転機構17と、接触式ゲージ70と、制御装置100を有している。接触式ゲージ70が第1の測定位置P1に配置された状態において、接触子82が工具1の第1の刃部に接したときの第1の半径値Aと、接触子82が第2の刃部1bに接したときの第2の半径値Bをそれぞれ接触式ゲージ70によって検出する。制御装置100は、これら2種類の半径値A,Bの和により、第1の測定位置P1での工具径D1を求める。第2の測定位置P2においても第1の半径値Aと第2の半径値Bを検出し、これら2種類の半径値A,Bの和により、第2の測定位置P2での工具径D2を求める。こうして求めた工具径D1,D2と、測定位置P1,P2間の距離Qに基いて工具1のテーパ量を計算する。
(もっと読む)
1 - 5 / 5
[ Back to top ]